БЛОК ДВИГАТЕЛЯ РАЗБОРКА

Note
При замене топливной форсунки убедитесь, что компенсационные коды каждой форсунки, установленной на цилиндре, соответствуют зарегистрированным в ECM. Если они не совпадают, исправьте данные регистрации. (см. стр. Click here)
-
СНИМИТЕ КРЫШКУ МАСЛОНАЛИВНОЙ ГОРЛОВИНЫ В СБОРЕ
-
СНИМИТЕ ПРОКЛАДКУ КРЫШКИ МАСЛОНАЛИВНОЙ ГОРЛОВИНЫ
-
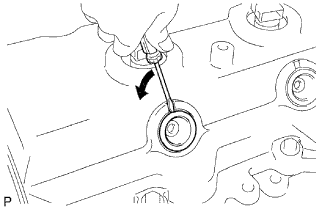
СНИМИТЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО ФОРСУНКИ В ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ
-
С помощью небольшой отвертки снимите держатель уплотнения, поддев часть между держателем уплотнения и вырезом в крышке головки блока цилиндров.
-
-
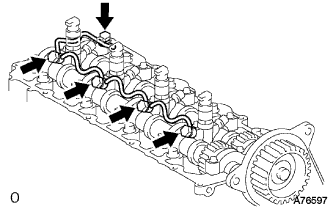
СНИМИТЕ КРЫШКУ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
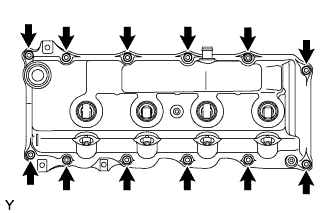
Выверните 10 болтов, отверните 2 гайки и снимите крышку головки блока цилиндров и прокладку крышки головки блока цилиндров.
-
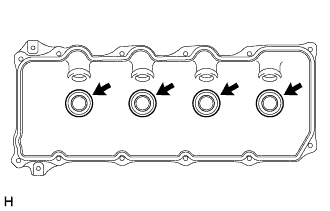
Снимите 4 прокладки крышки головки блока цилиндров № 3 с крышки головки блока цилиндров.
-
-
СНИМИТЕ ФИКСАТОР КОРПУСА ФОРСУНКИ № 1
-
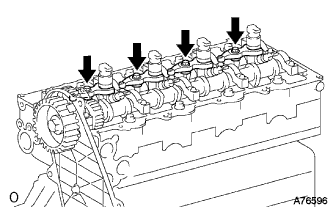
Выверните 4 болта, снимите 4 шайбы и 4 фиксатора корпуса форсунки.
-
-
СНИМИТЕ ТРУБОПРОВОД ОБРАТНОГО СЛИВА ТОПЛИВА В СБОРЕ
-
Выверните пустотелый соединительный болт-штуцер, 4 полых винта форсунок и снимите трубопровод обратного слива топлива и 5 прокладок с головки блока цилиндров и форсунки.
Note
Накройте трубопровод обратного слива топлива полиэтиленовым пакетом во избежание попадания внутрь посторонних предметов.
-
-
СНИМИТЕ ФОРСУНКУ В СБОРЕ
-
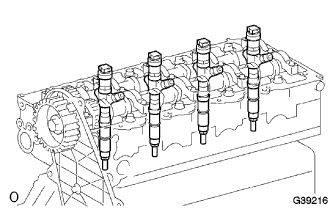
Снимите 4 форсунки с головки блока цилиндров.
Tech Tips
Отметьте места установки каждой форсунки перед их снятием с головки блока цилиндров.
-
Снимите кольцевое уплотнение с каждой форсунки.
-
Снимите 4 седла форсунок с головки блока цилиндров.
-
-
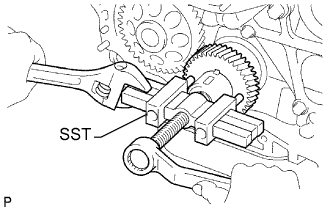
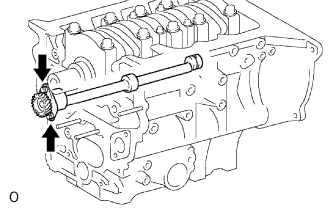
СНИМИТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА
-
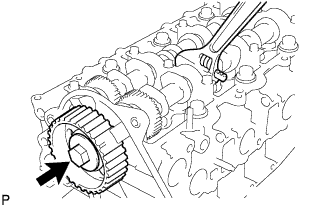
Выверните болт зубчатого колеса распредвала, удерживая распредвал ключом.
-
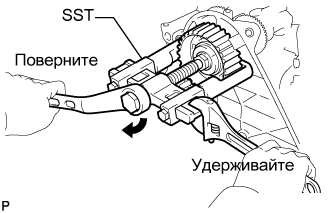
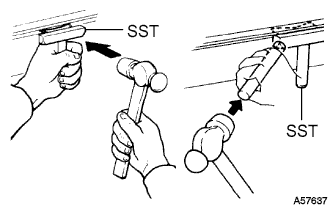
С помощью SST снимите зубчатое колесо распредвала и установочную шпонку.
- SST
- 09950-40011 ( 09951-04010, 09952-04010, 09953-05010, 09957-04010 )
- 09955-04150
-
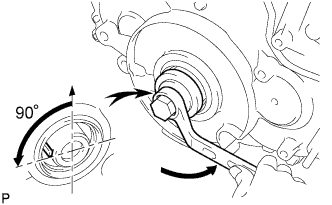
Поверните коленчатый вал примерно на 90° против часовой стрелки из ВМТ, чтобы опустить поршень.
-
-
СНИМИТЕ КРЫШКУ РЕМНЯ ГАЗОРАСПРЕДЕЛЕНИЯ № 2
-
Выверните 4 болта и гайку и снимите крышку ремня газораспределения № 2.
-
-
СНИМИТЕ ИЗОЛЯТОР БЛОКА ЦИЛИНДРОВ
-
СНИМИТЕ РАСПРЕДВАЛ № 2
-
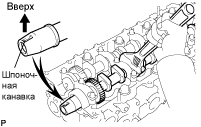
Поверните распредвал с помощью гаечного ключа так, чтобы шпоночная канавка распредвала была направлена вверх.
-
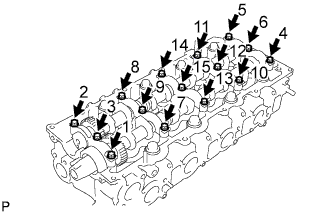
В несколько приемов равномерно ослабьте 15 болтов крышек подшипников в последовательности, показанной на рисунке.
-
Снимите 5 крышек подшипников.
-
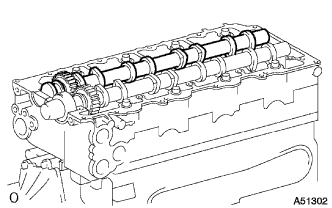
Снимите распредвал № 2.
-
-
СНИМИТЕ РАСПРЕДВАЛ
-
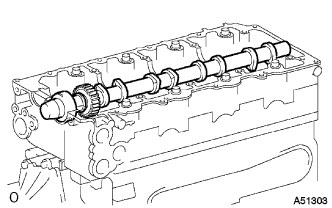
Снимите распредвал.
-
-
СНИМИТЕ УСТАНОВОЧНЫЙ САЛЬНИК РАСПРЕДВАЛА
-
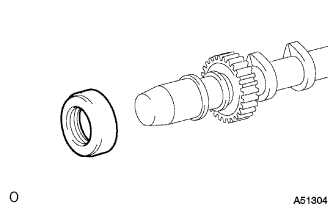
Снимите сальник с распредвала.
-
-
СНИМИТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
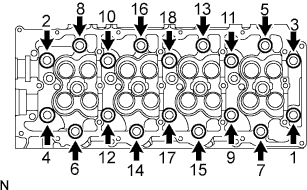
В несколько приемов равномерно ослабьте и выверните 18 болтов головки блока цилиндров в последовательности, показанной на рисунке.
Note
Если выворачивать болты в неправильной последовательности, головка блока цилиндров может покоробиться или треснуть.
-
Поднимите головку блока цилиндров с установочных штифтов в блоке цилиндров и положите головку блока цилиндров на деревянные бруски на верстаке.
Tech Tips
Если головка блока цилиндров приподнимается с трудом, вставьте между головкой и блоком цилиндров отвертку и используйте ее как рычаг.
Note
Не допускайте повреждения контактных поверхностей головки блока цилиндров или блока цилиндров.
-
Снимите прокладку головки блока цилиндров с головки блока цилиндров.
-
-
СНИМИТЕ НАСОС СИСТЕМЫ ОХЛАЖДЕНИЯ В СБОРЕ
-
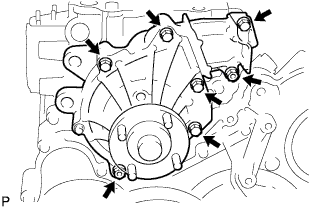
Выверните 5 болтов, отверните 2 гайки и снимите насос системы охлаждения и прокладку.
-
-
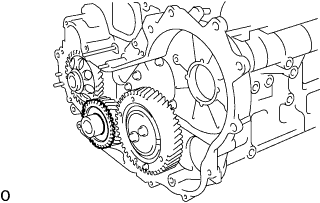
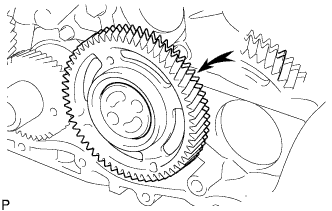
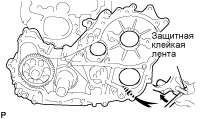
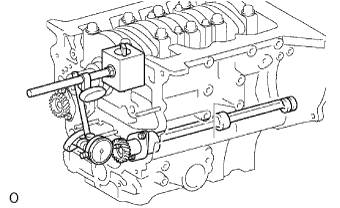
СНИМИТЕ КАРТЕР ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-
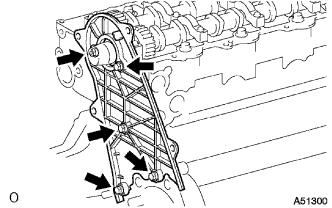
Выверните 14 болтов и отверните 2 гайки.
-

Подденьте крышку газораспределительного механизма в месте, показанном на рисунке, и снимите крышку механизма вместе с шестерней нагнетающего насоса.
Note
Будьте осторожны, чтобы не уронить шестерню нагнетающего насоса.
-
Снимите кольцевое уплотнение с картера газораспределительного механизма.
-
Зафиксируйте вспомогательную промежуточную шестерню на промежуточной шестерне с помощью технологического болта.
-
-
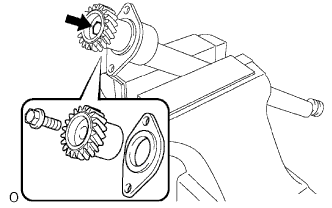
СНИМИТЕ ШЕСТЕРНЮ НАСОСА ВЫСОКОГО ДАВЛЕНИЯ
-
Снимите шестерню насоса высокого давления.
-
-
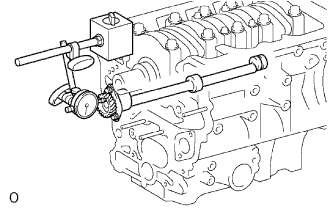
СНИМИТЕ ЗУБЧАТЫЙ ДИСК ДАТЧИКА ПОЛОЖЕНИЯ КОЛЕНЧАТОГО ВАЛА № 1
-
Снимите зубчатый диск датчика положения коленчатого вала.
-
-
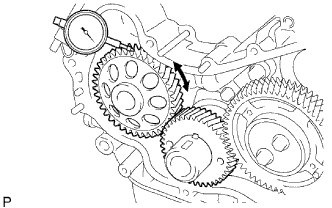
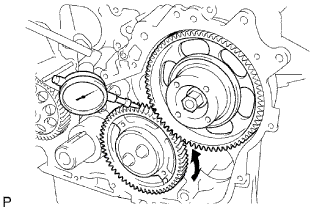
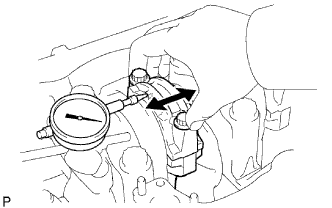
ПРОВЕРЬТЕ ЗАЗОР МЕЖДУ ШЕСТЕРНЕЙ МАСЛЯНОГО НАСОСА И ВЕДУЩИМ ЗУБЧАТЫМ КОЛЕСОМ КОЛЕНЧАТОГО ВАЛА
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор между зубьями шестерен 0,02 - 0,15 мм (0,0008 - 0,0060 дюйма) Максимальный зазор между зубьями шестерен 0,20 мм (0,0079 дюйма) Если боковой зазор между зубьями шестерен превышает максимально допустимую величину, замените шестерни в комплекте.
-
-
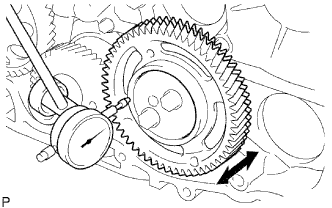
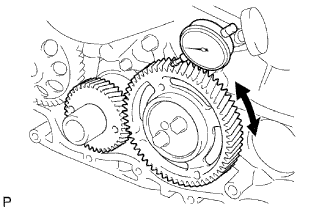
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ № 1
-
С помощью индикатора часового типа измерьте осевой зазор.
Номинальный осевой зазор 0,06 - 0,11 мм (0,0024 - 0,0043 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор превышает максимально допустимую величину, замените упорный диск. При необходимости замените промежуточную шестерню и/или вал промежуточной шестерни.
-
-
СНИМИТЕ УПОРНЫЙ ДИСК ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ
-
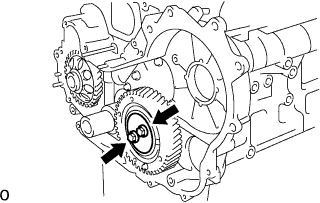
Выверните 2 болта и снимите упорный диск промежуточной шестерни.
-
-
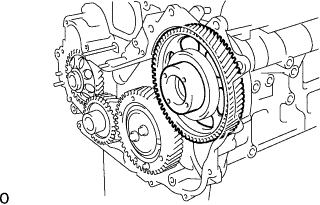
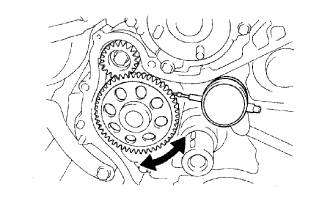
СНИМИТЕ ПРОМЕЖУТОЧНУЮ ШЕСТЕРНЮ № 1
-
Поверните вспомогательную шестерню так, чтобы совместить зубья главной промежуточной шестерни и вспомогательной шестерни.
-
Снимите промежуточную шестерню и вспомогательную шестерню.
-
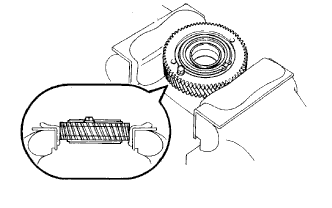
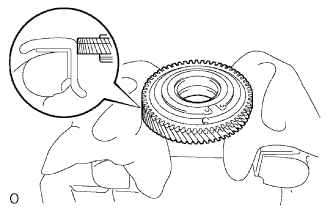
Зажмите промежуточную шестерню № 1 и вспомогательную промежуточную шестерню № 2 в тисках.
Note
Соблюдайте осторожность, чтобы не повредить шестерни.
-
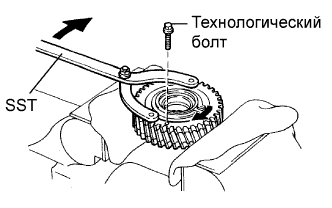
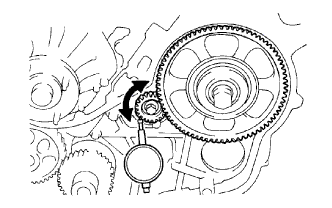
С помощью SST поверните вспомогательную промежуточную шестерню № 1 по часовой стрелке и снимите технологический болт.
- SST
- 09960-10010 ( 09962-01000, 09963-00600 )
-
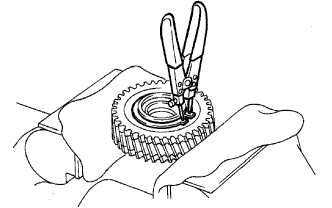
С помощью съемника стопорных колец снимите пружинное стопорное кольцо вала.
-
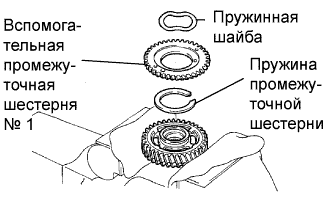
Снимите пружинную шайбу, дополнительную шестерню и пружину шестерни.
-
Снимите промежуточную шестерню № 1 и зажмите ее в тисках.
Note
Соблюдайте осторожность, чтобы не повредить шестерню.
-
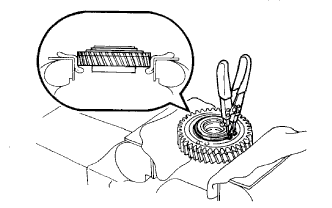
С помощью съемника стопорных колец снимите пружинное стопорное кольцо вала.
-

Снимите пружинную шайбу, дополнительную шестерню и пружину шестерни.
-
-
СНИМИТЕ ВАЛ ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ № 1
-
Снимите вал промежуточной шестерни.
-
-
ПРОВЕРЬТЕ ЗАЗОР МЕЖДУ ВЕДУЩИМ ЗУБЧАТЫМ КОЛЕСОМ КОЛЕНЧАТОГО ВАЛА И ПРОМЕЖУТОЧНОЙ ШЕСТЕРНЕЙ № 1
-
Установите промежуточную шестерню.
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор между зубьями шестерен 0,02 - 0,15 мм (0,0008 - 0,0060 дюйма) Максимальный зазор между зубьями шестерен 0,20 мм (0,0079 дюйма) Если боковой зазор между зубьями шестерен превышает максимально допустимую величину, замените шестерни в комплекте.
-
Снимите промежуточную шестерню.
-
-
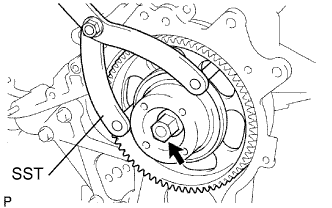
СНИМИТЕ ЗУБЧАТОЕ КОЛЕСО ИЛИ ВЕДУЩУЮ ЗВЕЗДОЧКУ С КОЛЕНЧАТОГО ВАЛА
-
С помощью SST снимите ведущее зубчатое колесо коленчатого вала.
- SST
- 09950-50013 ( 09951-05010, 09952-05010, 09953-05010, 09954-05021 )
-
-
ПРОВЕРЬТЕ БОКОВОЙ ЗАЗОР МЕЖДУ ШЕСТЕРНЕЙ МАСЛЯНОГО НАСОСА И УРАВНОВЕШИВАЮЩИМ ВАЛОМ № 1
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор между зубьями шестерен 0,02 - 0,15 мм (0,0008 - 0,0060 дюйма) Максимальный зазор между зубьями шестерен 0,20 мм (0,0079 дюйма) Если боковой зазор между зубьями шестерен превышает максимально допустимую величину, замените шестерни в комплекте.
-
-
ПРОВЕРЬТЕ БОКОВОЙ ЗАЗОР МЕЖДУ ШЕСТЕРНЕЙ ВПРЫСКА И УРАВНОВЕШИВАЮЩИМ ВАЛОМ № 2
-
Закрепите топливный насос высокого давления 2 болтами.
- Torque:
- 21 Н*м { 214 кгс*см, 16 фунт-сила-футов }
-
С помощью SST закрепите шестерню насоса высокого давления гайкой.
- SST
- 09960-10010 ( 09962-01000, 09963-01000 )
- Torque:
- 64 Н*м { 653 кгс*см, 47 фунт-сила-футов }
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор между зубьями шестерен 0,02 - 0,15 мм (0,0008 - 0,0060 дюйма) Максимальный зазор между зубьями шестерен 0,20 мм (0,0079 дюйма) Если боковой зазор между зубьями шестерен превышает максимально допустимую величину, замените шестерни в комплекте.
-
-
ПРОВЕРЬТЕ ЗАЗОР МЕЖДУ ШЕСТЕРНЕЙ НАСОСА ВЫСОКОГО ДАВЛЕНИЯ И ПРОМЕЖУТОЧНОЙ ШЕСТЕРНЕЙ № 1
-
Установите промежуточную шестерню без вспомогательных шестерен.
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор между зубьями шестерен 0,02 - 0,15 мм (0,0008 - 0,0060 дюйма) Максимальный зазор между зубьями шестерен 0,20 мм (0,0079 дюйма) Если боковой зазор между зубьями шестерен превышает максимально допустимую величину, замените шестерни в комплекте.
-
С помощью SST отверните гайку и снимите шестерню нагнетающего насоса.
- SST
- 09960-10010 ( 09962-01000, 09963-01000 )
-
Отверните 2 гайки и снимите нагнетающий насос.
-
Снимите промежуточную шестерню.
-
-
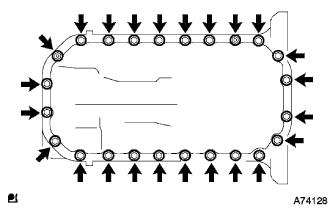
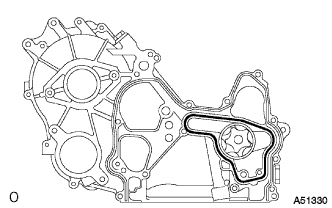
СНИМИТЕ МАСЛЯНЫЙ ПОДДОН В СБОРЕ
-
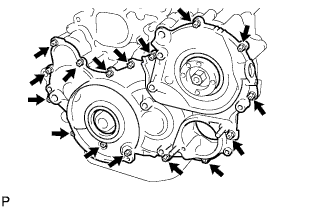
Выверните 22 болта и отверните 2 гайки.
-
Вставьте лезвие инструмента для обрезки прокладки масляного поддона между масляным поддоном и блоком цилиндров, срежьте нанесенный герметик и снимите масляный поддон.
Note
-
Не следует использовать инструмент для обрезки прокладки масляного поддона со стороны кожуха приводного ремня газораспределения и задней крышки сальника.
-
Соблюдайте осторожность, чтобы не повредить фланец масляного поддона.
-
-
-
СНИМИТЕ МАСЛОПРИЕМНИК С СЕТЧАТЫМ ФИЛЬТРОМ В СБОРЕ
-
Выверните 2 болта, отверните 2 гайки и снимите маслоприемник с сетчатым фильтром и прокладку.
-
-
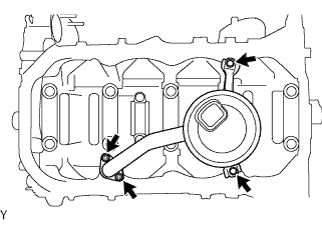
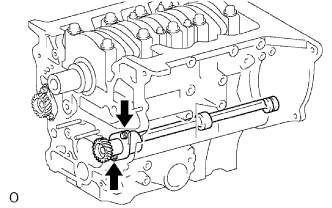
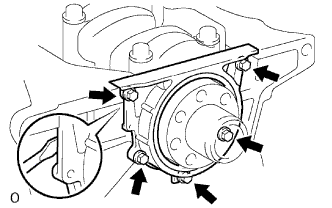
СНИМИТЕ КАРТЕР ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА В СБОРЕ
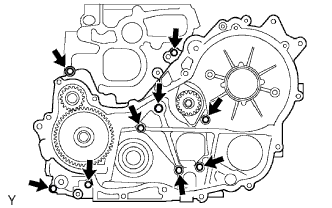
-
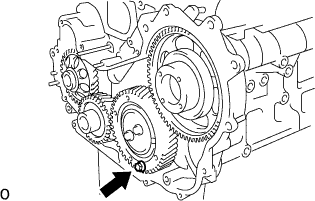
Выверните болт-штуцер и 8 болтов.
-
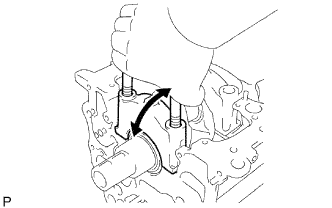
Подоприте картер механизма рычагом в месте, показанном на рисунке, и снимите картер механизма.
-
Снимите ротор и прокладку.
-
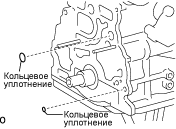
Снимите 2 кольцевых уплотнения.
-
-
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1 В СБОРЕ
-
Смещая уравновешивающий вал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,065 - 0,140 мм (0,0026 - 0,0055 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените упорную шайбу уравновешивающего вала.
Tech Tips
Если после замены осевой зазор по-прежнему превышает максимально допустимую величину, замените уравновешивающий вал.
-
-
СНИМИТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1 В СБОРЕ
-
Выверните 2 болта и снимите уравновешивающий вал.
-
-
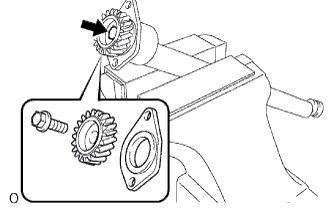
СНИМИТЕ ВЕДОМУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА № 1
-
Закрепите уравновешивающий вал в тисках между алюминиевыми пластинами.
Note
Соблюдайте осторожность, чтобы не повредить уравновешивающий вал.
-
Выверните болт и снимите ведомую шестерню уравновешивающего вала и упорную шайбу уравновешивающего вала.
-
-
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2 В СБОРЕ
-
Смещая уравновешивающий вал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,065 - 0,140 мм (0,0026 - 0,0055 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените упорную шайбу уравновешивающего вала.
Tech Tips
Если после замены осевой зазор по-прежнему превышает максимально допустимую величину, замените уравновешивающий вал.
-
-
СНИМИТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2 В СБОРЕ
-
Выверните 2 болта и снимите уравновешивающий вал.
-
-
СНИМИТЕ ВЕДОМУЮ ШЕСТЕРНЮ УРАВНОВЕШИВАЮЩЕГО ВАЛА № 2
-
Закрепите уравновешивающий вал в тисках между алюминиевыми пластинами.
Note
Соблюдайте осторожность, чтобы не повредить уравновешивающий вал.
-
Выверните болт и снимите ведомую шестерню уравновешивающего вала и упорную шайбу уравновешивающего вала.
-
-
СНИМИТЕ СТОПОР ЗАДНЕГО САЛЬНИКА КОЛЕНЧАТОГО ВАЛА
-
Выверните 5 болтов.
-
Снимите держатель сальника, вставив отвертку между ним и блоком цилиндров.
-
-
СНИМИТЕ МАСЛОВПУСКНОЕ ОТВЕРСТИЕ БЛОКА ЦИЛИНДРОВ
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,100 - 0,300 мм (0,0039 - 0,0118 дюйма) Максимально допустимый осевой зазор 0,40 мм (0,0157 дюйма) Если осевой зазор превышает максимально допустимую величину, замените шатун. При необходимости замените коленчатый вал.
-
-
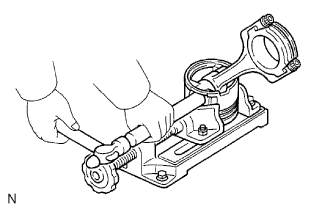
СНИМИТЕ ПОРШЕНЬ И ШАТУН
-
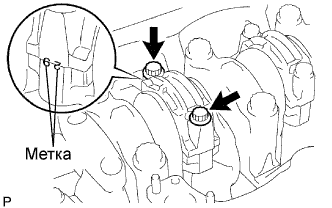
Для обеспечения правильной сборки совместите сборочные метки на шатуне и крышке.
-
Выверните 2 болта крышки шатуна.
-
Используя 2 снятых болта шатуна, снимите крышку шатуна, покачивая ее назад и вперед.
Tech Tips
Не извлекайте нижний подшипник из крышки шатуна.
-
Очистите штифт и подшипник коленчатого вала.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике коленчатого вала следов точечной коррозии и царапин.
Если штифт или подшипник коленчатого вала поврежден, замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.
-
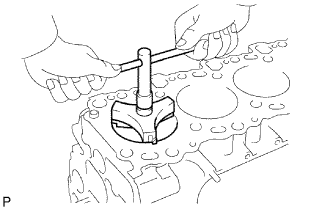
С помощью развертки для снятия уступа полностью удалите нагар с верхней части цилиндра.
-
Протолкните поршень, шатун в сборе и верхний подшипник через верхнюю часть блока цилиндров.
Tech Tips
-
Подшипники, шатун и крышку следует удерживать вместе.
-
Разложите снятые поршни и шатуны так, чтобы их можно было легко установить на свои места.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
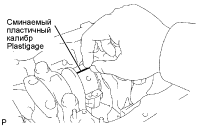
Оберните полоску сминаемого пластичного калибра Plastigage вокруг штифта коленчатого вала.
-
Установите крышку шатуна и закрепите ее 2 болтами.
Note
Не проворачивайте коленчатый вал.
Tech Tips
-
Болты крышки шатуна затягиваются в 2 последовательных этапа.
-
Если какой-либо болт шатуна поврежден или деформирован, замените его.
-
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крышек шатунов.
-
Вверните и поочередно в несколько этапов затяните болты крышки шатуна.
- Torque:
- 35 Н*м { 357 кгс*см, 26 фунт-сила-футов }
Если какой-либо из болтов крышки шатуна не удается затянуть с номинальным моментом, замените этот болт.
-
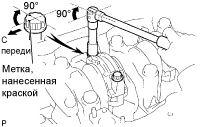
Отметьте внешнюю сторону болтов крышки шатуна краской.
-
Подтяните болты крышки шатуна на 90°, как показано на рисунке.
-
После этого все метки, нанесенные краской, должны располагаться под углом 90° к передней стороне.
-
-
Для обеспечения правильной сборки совместите сборочные метки на шатуне и крышке.
-
Выверните 2 болта, снимите крышку шатуна и нижний подшипник.
-
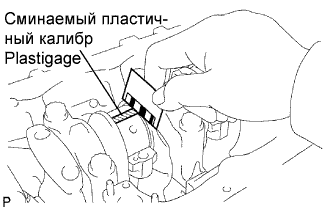
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Используйте стандартный подшипник 0,036 - 0,054 мм (0,0014 - 0,0021 дюйма) Используйте подшипник U/S 0,25, U/S 0,50 0,037 - 0,077 мм (0,0015 - 0,0030 дюйма) Максимальный допустимый масляный зазор 0,10 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.
Tech Tips
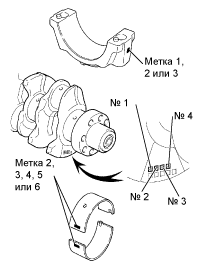
При замене стандартного подшипника устанавливайте подшипник с тем же самым номером. Если номер подшипника определить не удается, вычислите необходимый номер, сложив номера, отпечатанные на коленчатом валу и шатуне, после чего выберите подшипник с номером, равным полученной сумме. Существует 5 размеров стандартных подшипников, имеющих маркировку 2, 3, 4, 5 и 6.
Размер подшипника Параметр Метка с номером Крышка шатуна 1 2 3 Коленчатый вал 1 2 3 1 2 3 1 2 3 Используйте подшипник 2 3 4 3 4 5 4 5 6 ПРИМЕР:
"2" на крышке шатуна + "3" на коленчатом валу =
суммарный номер "5" (используйте подшипник "5")
Для справки Номинальный внутренний диаметр большого конца шатуна Метка Диаметр 1 62,014 - 62,020 мм (2,4415 - 2,4417 дюйма) 2 62,020 - 62,026 мм (2,4417 - 2,4420 дюйма) 3 62,026 - 62,032 мм (2,4420 - 2,4422 дюйма) Номинальный диаметр шатунной шейки Метка Диаметр 1 58,994 - 59,000 мм (2,3226 - 2,3228 дюйма) 2 58,988 - 58,994 мм (2,3224 - 2,3226 дюйма) 3 58,982-58,988 мм (2,3221-2,3224 дюйма) Номинальная толщина центральной стенки подшипника Метка Диаметр 1 1,486 - 1,489 мм (0,0585 - 0,0586 дюйма) 2 1,489 - 1,492 мм (0,0586 - 0,0587 дюйма) 3 1,492–1,495 мм (0,0587–0,0589 дюйма) 4 1,495–1,498 мм (0,0589–0,0590 дюйма) 5 1,498–1,501 мм (0,0590–0,0591 дюйма) -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
-
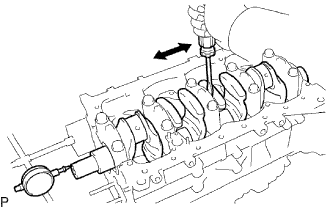
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
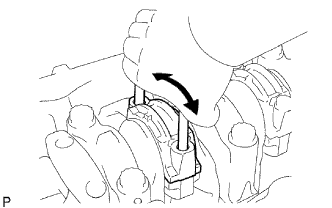
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,040 - 0,240 мм (0,0016 - 0,0094 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Если осевой зазор превышает максимально допустимую величину, замените комплект упорных шайб.
Номинальная толщина упорной шайбы Номинальное значение 2,430 - 2,480 мм (0,0957 - 0,0976 дюйма) Ремонтный 0,125 2,555 - 2,605 мм (0,1006 - 0,1026 дюйма) Ремонтный 0,25 2,680 - 2,730 мм (0,1055 - 0,1074 дюйма)
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Проверьте, нет ли на шейках и подшипниках коленчатого вала царапин и следов точечной коррозии.
При наличии повреждений на шейке или подшипнике замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.
-
Установите коленчатый вал в блок цилиндров.
-
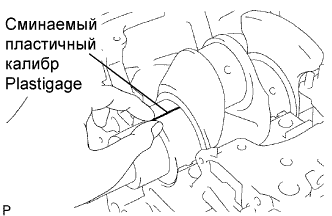
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
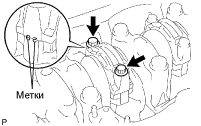
Установите 5 крышек подшипников коленчатого вала и закрепите их 10 болтами.
Note
Не поворачивайте коленчатый вал.
Tech Tips
-
Болты крышек коренных подшипников затягиваются в 2 последовательных этапа.
-
Если болт крышки коренного подшипника поврежден или деформирован, замените его.
-
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крышек коренных подшипников.
-
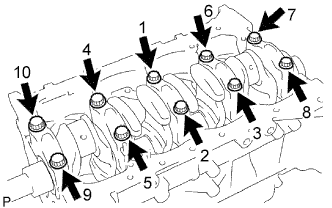
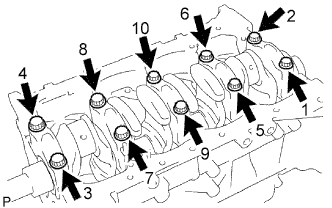
Установите и в несколько приемов равномерно затяните 10 болтов крышек коренных подшипников в последовательности, показанной на рисунке.
- Torque:
- 50 Н*м { 510 кгс*см, 37 фунт-сила-дюймов }
Если момент затяжки какого-либо из болтов крышки подшипника не соответствует спецификации, замените этот болт.
-

С помощью краски отметьте внешнюю сторону болта крышки коренного подшипника.
-
Подтяните болты крышек коренных подшипников на 90° в порядке номеров, показанных выше.
-
После этого все метки, нанесенные краской, должны располагаться под углом 90° к передней стороне.
-
-
Выверните 10 болтов и снимите 5 крышек подшипников коленчатого вала.
-

Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Используйте стандартный подшипник 0,030 - 0,048 мм (0,0012 - 0,0019 дюйма) Используйте подшипник U/S 0,25, U/S 0,50 0,037 - 0,077 мм (0,0015 - 0,0030 дюйма) Максимально допустимый зазор 0,10 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.
Tech Tips
В случае замены блока цилиндров в сборе масляный зазор подшипника будет попадать в нормальный диапазон.
Номинальный масляный зазор 0,030 - 0,048 мм (0,0012 - 0,0019 дюйма) Tech Tips
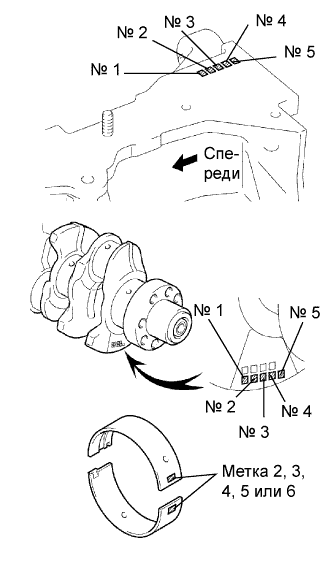
При замене стандартного подшипника устанавливайте подшипник с тем же самым номером. Если номер подшипника определить не удается, вычислите необходимый номер, сложив номера, отпечатанные на блоке цилиндров и коленчатом валу, после чего выберите подшипник с номером, равным полученной сумме. Существует 5 размеров стандартных подшипников, имеющих маркировку 2, 3, 4, 5 и 6.
Размер подшипника Параметр / Устройство Метка с номером Блок цилиндров 1 2 3 Коленчатый вал 1 2 3 1 2 3 1 2 3 Используйте подшипник 2 3 4 3 4 5 4 5 6 Tech Tips
ПРИМЕР: Блок цилиндров "2" + коленчатый вал "1"
= Общее количество 3 (Возьмите подшипник "3")
Для справки Номинальный диаметр отверстия коренной шейки в блоке цилиндров Метка Диаметр 1 75,000 - 75,006 мм (2,9528 - 2,9530 дюйма) 2 75,006 - 75,012 мм (2,9530 - 2,9532 дюйма) 3 75,012 - 75 018 мм (2,9532-2,9535 дюйма) Номинальный диаметр шейки коленчатого вала Метка Диаметр 1 69,994 - 70,000 мм (2,7557 - 2,7559 дюйма) 2 69,988 - 69,994 мм (2,7554 - 2,7557 дюйма) 3 69,982 - 69,988 мм (2,7552 - 2,7554 дюйма) Номинальная толщина центральной стенки подшипника Метка Диаметр 2 2,482 - 2,485 мм (0,0977 - 0,0978 дюйма) 3 2,485 - 2,488 мм (0,0978 - 0,0980 дюйма) 4 2,488 - 2,491 мм (0,0980 - 0,0981 дюйма) 5 2,491 - 2,494 мм (0,0981 - 0,0982 дюйма) 6 2,494 - 2,497 мм (0,0982 - 0,0983 дюйма) -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
-
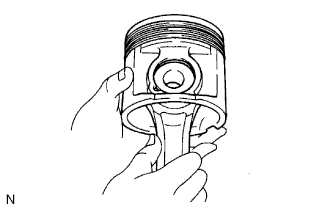
СНИМИТЕ ПОРШНЕВОЙ ПАЛЕЦ
-
Проверьте условия посадки поршня на поршневой палец.
-
Подвигайте поршень вперед и назад по поршневому пальцу.
Если при движении ощущается сопротивление, замените поршень и палец в сборе.
-
-
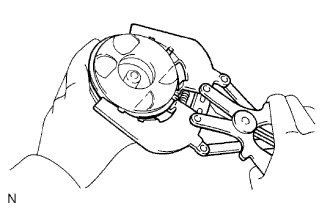
С помощью съемника поршневых колец снимите 2 компрессионных кольца.
Tech Tips
Разложите снятые поршневые кольца так, чтобы их можно было легко установить на свои места.
-
Снимите маслосъемное кольцо вручную.
-
Отсоедините шатун от поршня.
-
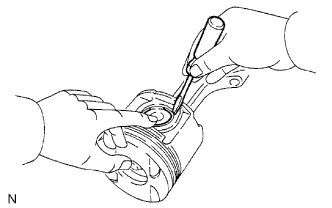
С помощью небольшой отвертки подденьте 2 пружинных стопорных кольца и снимите их с поршня.
-
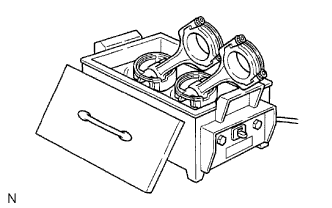
Медленно нагрейте поршень до температуры примерно 80°C (176°F).
-
С помощью молотка с пластмассовой поверхностью и латунного стержня осторожно выбейте поршневой палец. Затем снимите шатун.
Tech Tips
-
Поршень и поршневой палец представляют собой подобранный комплект.
-
Разложите снятые поршни, пальцы, кольца, шатуны и подшипники так, чтобы их можно было легко установить на свои места.
-
-
-
-
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
В несколько приемов равномерно ослабьте и отверните 10 болтов крышки подшипников коленчатого вала, соблюдая указанную последовательность.
-
С помощью снятых болтов крышек подшипников коленчатого вала подденьте крышку назад и вперед и снимите крышки подшипников, нижние подшипники и нижние упорные шайбы коленчатого вала (только для крышки подшипника коленчатого вала № 3).
Tech Tips
-
Не разъединяйте нижний подшипник и крышку подшипников коленчатого вала.
-
Разложите крышки подшипников и нижние упорные шайбы так, чтобы их можно было легко установить обратно на свои места.
-
-
Поднимите коленчатый вал.
-
Снимите верхние подшипники и верхние упорные шайбы с блока цилиндров.
Tech Tips
Разложите крышки коренных подшипников, подшипники и упорные шайбы в требуемом порядке.
-
-
СНИМИТЕ МАСЛЯНУЮ ФОРСУНКУ № 1
-
Снимите 4 обратных клапана и штуцеры подачи масла.
-
-
СНИМИТЕ ШТУЦЕР
-
Снимите штуцер.
-
-
СНИМИТЕ ПЕРЕПУСКНОЙ ШЛАНГ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ № 2
-
Выверните болт и снимите перепускной патрубок охлаждающей жидкости № 2 и кольцевое уплотнение.
-
-
СНИМИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО
-
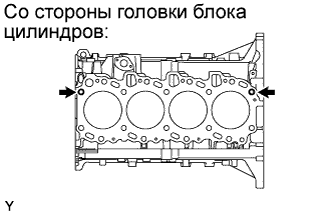
Снимите 2 соединительных кольца, как показано на рисунке.
-
-
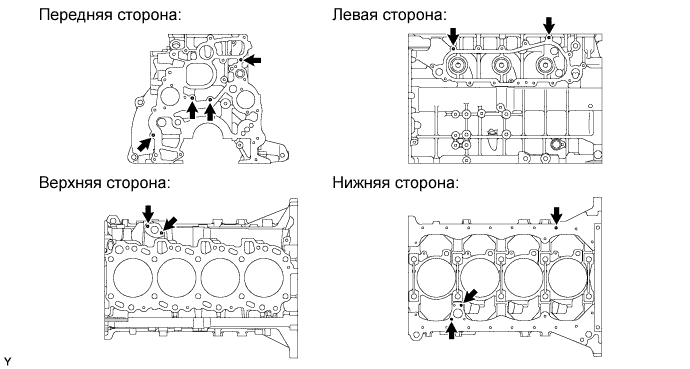
ИЗВЛЕКИТЕ СТОПОРНЫЙ ШТИФТ
-
Снимите 6 стопорных штифтов, как показано на рисунке.
-
-
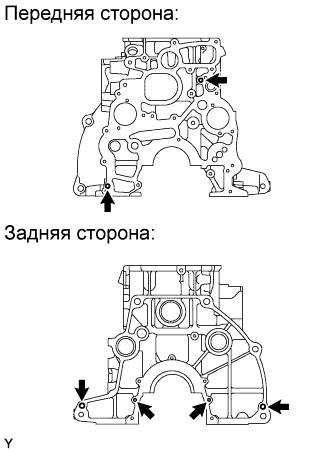
СНИМИТЕ ШПИЛЬКУ
-
Выверните 11 шпилек, как показано на рисунке.
-
-
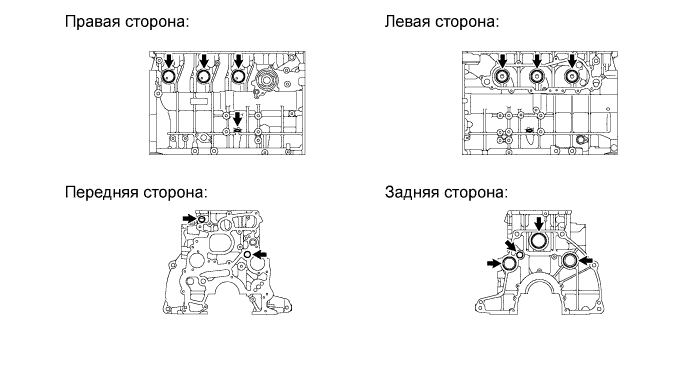
СНИМИТЕ ПРОБКУ
-
Снимите 13 пробок, показанных на рисунке.
-