БЛОК ЦИЛИНДРОВ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
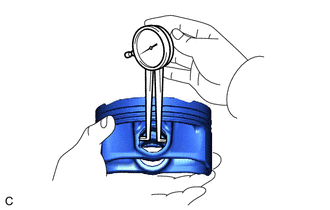
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
Установите крышку шатуна.
Нажмите здесь Click here
-
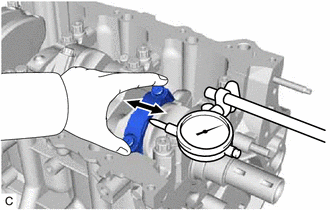
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,15-0,40 мм (0,00591-0,0157 дюйма) Максимально допустимый осевой зазор 0,50 мм (0,0197 дюйма) Tech Tips
Если осевой зазор превышает максимально допустимую величину, замените шатун. При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
Очистите шатунную шейку и подшипник шатуна.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике шатуна следов точечной коррозии и царапин.
-
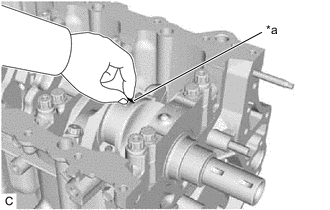
*a Сминаемый пластичный калибр Plastigage Поместите на шатунную шейку полоску сминаемого пластичного калибра (Plastigage).
-
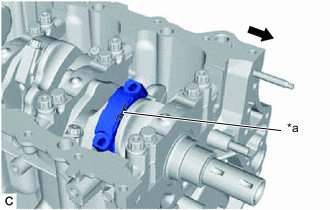
*a Метка передней стороны 
Передняя сторона двигателя Убедитесь, что метка внешней стороны на крышке шатуна обращена вперед.
-
Установите крышку шатуна и закрепите ее 2 болтами.
Нажмите здесь Click here
Note
Не поворачивайте коленчатый вал.
-
Выверните 2 болта и снимите крышку шатуна.
Нажмите здесь Click here
-
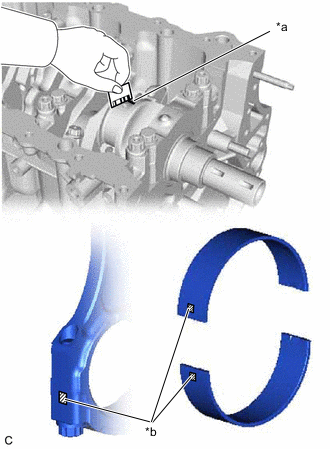
*a Сминаемый пластичный калибр Plastigage *b Метка 1, 2, 3 или 4 Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,045 - 0,067 мм (0,00177 - 0,00264 дюйма) Максимальный допустимый масляный зазор 0,070 мм (0,00276 дюйма) Tech Tips
-
Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости проверьте коленчатый вал.
-
В случае замены подшипника шатуна подберите новый подшипник с таким же номером, который указан на крышке шатуна. Существуют 4 стандартных типоразмера подшипников шатуна, маркируемые "1", "2", "3" и "4", соответственно.
Номинальный диаметр шатуна Метка Номинальное значение 1 56,000 - 56,006 мм (2,20472 - 2,20496 дюйма) 2 56,007 - 56,012 мм (2,20500 - 2,20519 дюйма) 3 56,013 - 56,018 мм (2,20523 - 2,20543 дюйма) 4 56,019 - 56,024 мм (2,20547 - 2,20566 дюйма) Номинальная толщина центральной стенки шатунного подшипника Метка Номинальное значение 1 1,482 - 1,485 мм (0,05835 - 0,05846 дюйма) 2 1,486 - 1,488 мм (0,05850 - 0,05858 дюйма) 3 1,489 - 1,491 мм (0,05862 - 0,05870 дюйма) 4 1,492-1,494 мм (0,05874-0,05882 дюйма) Номинальный диаметр шатунной шейки коленчатого вала 52,992 - 53,000 мм (2,08630 - 2,08661 дюйма) Note
Полностью удалите сминаемый пластичный калибр Plastigage после измерений.
-
-
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
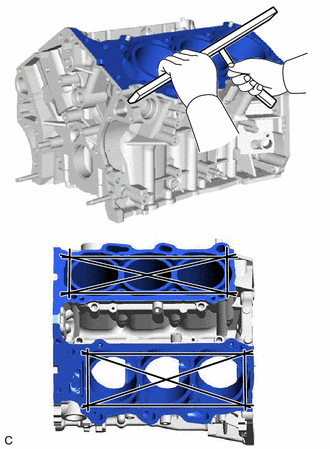
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхностей, контактирующих с прокладкой головки блока цилиндров.
Максимальное коробление 0,07 мм (0,00276 дюйма) Tech Tips
Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
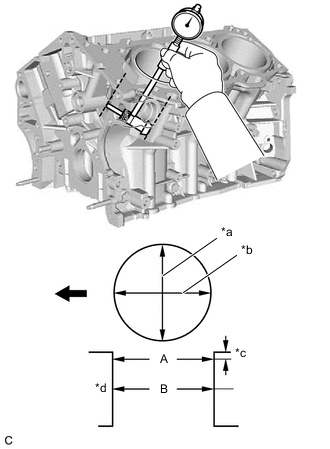
*a Направление тяги *b Осевое направление *c 10 мм (0,394 дюйма) *d Центр Передняя сторона двигателя С помощью нутромера измерьте диаметр отверстия под цилиндр в точках (A) и (B) как в осевом, так и в радиальном направлении.
Диаметр для справки (новые детали) 94,000 - 94,012 мм (3,70078 - 3,70125 дюйма) Максимальный диаметр 94,130 мм (3,70590 дюйма) Tech Tips
Если усредненный по 4 измерениям диаметр превышает максимальную величину, замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ПОРШЕНЬ
-
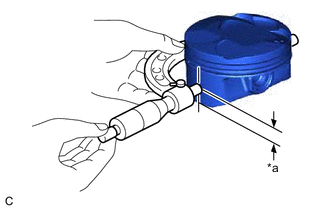
*a Расстояние Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его нижнего края.
Расстояние 9,2 мм (0,362 дюйма) Диаметр для справки (новые детали) 93,962 - 93,992 мм (3,69928 - 3,70047 дюйма) Минимально допустимый диаметр 93,830 мм (3,69409 дюйма) Tech Tips
Если диаметр поршня меньше минимально допустимой величины, замените поршень вместе с поршневым пальцем.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Масляный зазор для справки (новые детали) 0,008 - 0,050 мм (0,000315 - 0,00197 дюйма) Максимальный допустимый масляный зазор 0,075 мм (0,00295 дюйма) Tech Tips
Если масляный зазор превышает максимально допустимую величину, замените все поршни. При необходимости замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
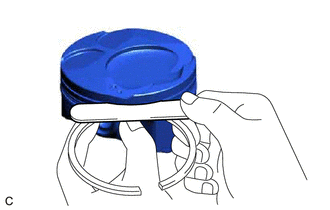
С помощью комплекта плоских щупов измерьте зазор между новым комплектом поршневых колец и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020-0,070 мм (0,000787-0,00276 дюйма) Компрессионное кольцо № 2 0,020 - 0,060 мм (0,000787 - 0,00236 дюйма) Маслосъемное кольцо 0,070 - 0,150 мм (0,00276 - 0,00591 дюйма) Tech Tips
Если зазор не соответствует указанному значению, замените поршень.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
-
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Метка Заданные условия А 21,998 - 22,001 мм (0,86606 - 0,86618 дюйма) B 22,002–22,004 мм (0,86622–0,86630 дюйма) C 22,005 - 22,007 мм (0,86634 - 0,86642 дюйма) -
*a 5,0 мм (0,197 дюйма) *b 28 мм (1,10 дюйма) Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Метка Заданные условия А 21,997 - 22,000 мм (0,86602 - 0,86614 дюйма) B 22,001 - 22,003 мм (0,86618 - 0,86626 дюйма) C 22,004–22,006 мм (0,86630–0,86638 дюйма) -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор -0,002 - 0,004 мм (-0,0000787 - 0,000157 дюйма) Максимальный допустимый масляный зазор 0,015 мм (0,000591 дюйма) Tech Tips
Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
-
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малого конца шатуна.
Номинальный внутренний диаметр втулки Метка Заданные условия А 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) B 22,009 - 22,011 мм (0,86649 - 0,86657 дюйма) C 22,012 - 22,014 мм (0,86661 - 0,86669 дюйма) -
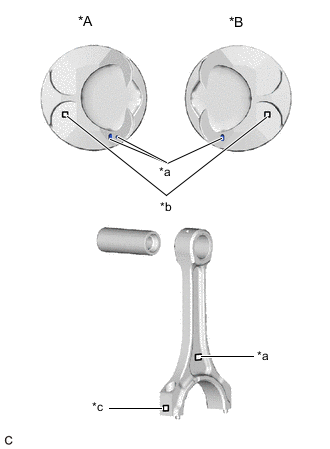
*A для ряда 1 *B для ряда 2 *a Метка передней стороны *b Метка внутреннего диаметра отверстия для поршневого пальца *c Метка внутреннего диаметра втулки шатуна Вычтите из измеренного диаметра поршневого пальца измеренный диаметр внутренний диаметр втулки.
Номинальный масляный зазор 0,005-0,011 мм (0,000197-0,000433 дюйма) Максимальный допустимый масляный зазор 0,030 мм (0,00118 дюйма) Tech Tips
-
Если масляный зазор превышает максимально допустимый, замените втулку малого конца шатуна.
-
При необходимости замените шатун и поршень с поршневым пальцем.
-
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
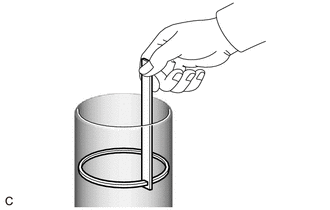
Вставьте поршневое кольцо в цилиндр.
-
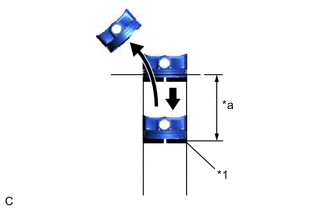
*1 Поршневое кольцо *a 110 мм С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстояние 110 мм (4,33 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,22 - 0,27 мм (0,00866 - 0,0106 дюйма) Компрессионное кольцо № 2 0,70 - 0,75 мм (0,0276 - 0,0295 дюйма) Расширитель маслосъемного кольца 0,10 - 0,35 мм (0,00394 - 0,0138 дюйма) Максимальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,50 мм (0,0197 дюйма) Компрессионное кольцо № 2 0,85 мм (0,0335 дюйма) Расширитель маслосъемного кольца 0,45 мм (0,0177 дюйма) Tech Tips
Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо. Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Установите крышки подшипников коленчатого вала.
Нажмите здесь Click here
-
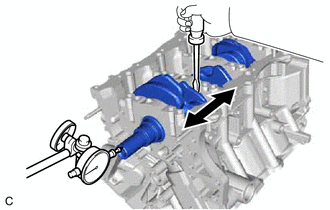
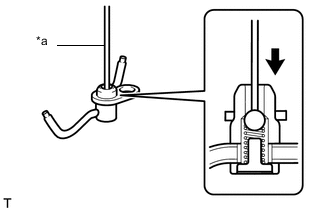
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,04-0,24 мм (0,00157-0,00945 дюйма) Максимально допустимый осевой зазор 0,30 мм (0,0118 дюйма) Номинальная толщина упорной шайбы 2,43-2,48 мм (0,0957-0,0976 дюйма) Tech Tips
Если осевой зазор превышает максимально допустимую величину, замените набор упорных шайб коленчатого вала. При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
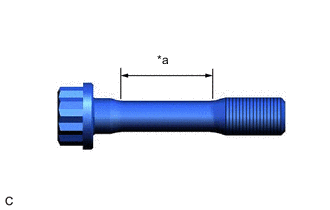
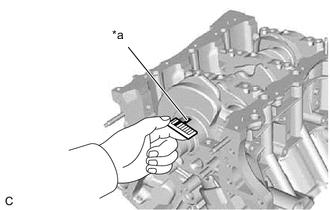
*a Участок измерения С помощью штангенциркуля измерьте диаметр болта шатуна в нескольких точках в пределах зоны, отмеченной на рисунке.
Номинальный диаметр от 7,2 до 7,3 мм (от 0,283 до 0,287 дюйма) Минимально допустимый диаметр 7,0 мм (0,276 дюйма) Tech Tips
-
Диаметр следует измерить в нескольких точках.
-
Если диаметр меньше минимально допустимого, замените болт шатуна. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените болт шатуна.
-
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
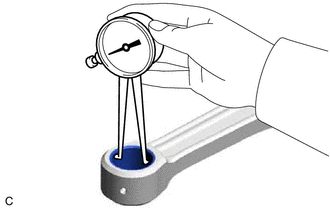
Проверьте коленчатый вал на биение.
-
Очистите шейку коленчатого вала.
-
Установите коленчатый вал на V-образные призмы.
-
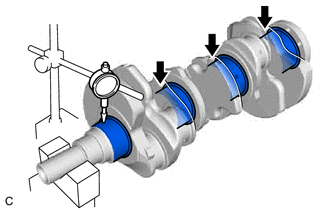
С помощью индикатора часового типа измерьте биение в центре каждой шейки.
Максимально допустимое биение 0,06 мм (0,00236 дюйма) Tech Tips
Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
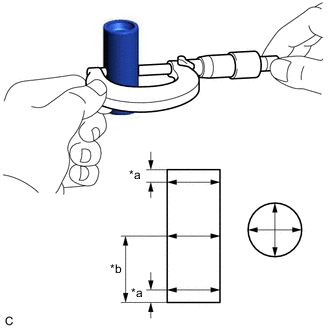
Проверьте коренные шейки.
-
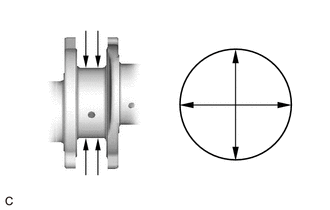
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр шейки 60,988 - 61,000 мм (2,40110 - 2,40157 дюйма) Tech Tips
Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,000787 дюйма) Tech Tips
Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифты коленчатого вала.
-
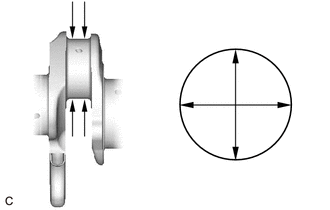
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр шатунной шейки 52,992 - 53,000 мм (2,08630 - 2,08661 дюйма) Tech Tips
Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,000787 дюйма) Tech Tips
Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Убедитесь в отсутствии на подшипнике и шейке коленчатого вала следов точечной коррозии и царапин.
-
Установите подшипники коленчатого вала.
Нажмите здесь Click here
-
Установите набор упорных шайб коленчатого вала.
Нажмите здесь Click here
-
Установите коленчатый вал в блок цилиндров.
-
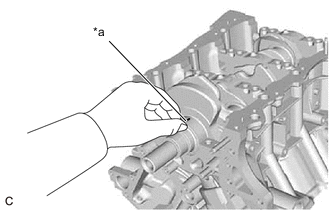
*a Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Проверьте метки и номера на внешней стороне, после чего установите крышки подшипников коленчатого вала на блок цилиндров.
Tech Tips
На крышке каждого подшипника коленчатого вала промаркирован номер, указывающий установочную позицию.
-
Установите крышки подшипников коленчатого вала.
Нажмите здесь Click here
Note
Не поворачивайте коленчатый вал.
-
Снимите крышки подшипников коленчатого вала.
Нажмите здесь Click here
-
*a Сминаемый пластмассовый калибр Plastigage Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейки № 1 и № 4 0,019 - 0,029 мм (0,000748 - 0,00114 дюйма) Шейки № 2 и № 3 0,025 - 0,035 мм (0,000984 - 0,00138 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Шейки № 1 и № 4 0,050 мм (0,00197 дюйма) Шейки № 2 и № 3 0,060 мм (0,00236 дюйма) Note
Полностью удалите сминаемый пластичный калибр Plastigage после измерений.
Tech Tips
Если масляный зазор превышает максимально допустимую величину, замените подшипники коленчатого вала. При необходимости замените коленчатый вал.
-
В случае замены подшипника коленчатого вала новый подшипник должен иметь такой же номер, что был у прежнего. Если номер подшипника коленчатого вала определить не удается, вычислите надлежащий номер, сложив номера, указанные на блоке цилиндров и коленчатом валу. Затем обратитесь к следующей таблице, чтобы выбрать подходящий номер подшипника коленчатого вала. Существует 5 стандартных типоразмеров подшипников коленчатого вала, имеющих маркировку, соответственно, "1", "2", "3", "4" или "5".
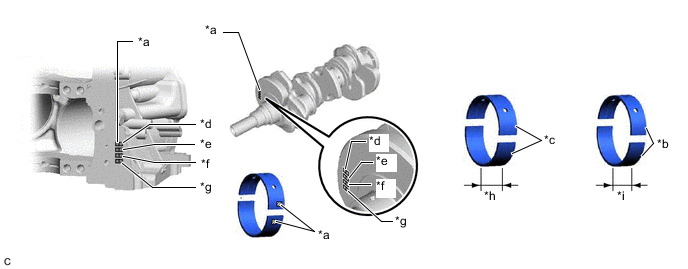
*a Метка с номером *b Подшипники коленчатого вала № 2 и № 3 *c Подшипники коленчатого вала № 1 и № 4 *d № 1 *e № 2 *f № 3 *g № 4 *h 20,9 мм (0,823 дюйма) *i 17,9 мм (0,705 дюйма) - - Подшипники коленчатого вала Блок цилиндров + коленчатый вал Верхний подшипник коленчатого вала, подлежащий использованию Нижний подшипник коленчатого вала, подлежащий использованию 0 - 3 "1" "1" 4 - 6 "1" "2" 7 - 9 "2" "2" 10 - 12 "2" "3" 13 - 15 "3" "3" 16 - 18 "3" "4" 19 - 21 "4" "4" 22 - 24 "4" "5" 25 - 28 "5" "5" Tech Tips
ПРИМЕР: Блок цилиндров "12" + коленчатый вал "06" = Сумма 18 (используйте верхний подшипник "3" и нижний подшипник "4")
Диаметр коренной шейки коленчатого вала Метка Диаметр "00" 60,999 - 61,000 мм (2,40153 - 2,40157 дюйма) "01" 60,998 - 60,999 мм (2,40149 - 2,40153 дюйма) "02" 60,997 - 60,998 мм (2,40145 - 2,40149 дюйма) "03" 60,996 - 60,997 мм (2,40141 - 2,40145 дюйма) "04" 60,995 - 60,996 мм (2,40137 - 2,40141 дюйма) "05" 60,994 - 60,995 мм (2,40133 - 2,40137 дюйма) "06" 60,993 - 60,994 мм (2,40129 - 2,40133 дюйма) "07" 60,992 - 60,993 мм (2,40126 - 2,40129 дюйма) "08" 60,991 - 60,992 мм (2,40122 - 2,40126 дюйма) "09" 60,990 - 60,991 мм (2,40118 - 2,40122 дюйма) "10" 60,989 - 60,990 мм (2,40114 - 2,40118 дюйма) "11" 60,988 - 60,989 мм (2,40110 - 2,40114 дюйма) Номинальная толщина центральной стенки верхнего подшипника коленчатого вала (шейки № 1 и № 4) Метка Заданные условия "1" 2,497 - 2,500 мм (0,09831 - 0,09843 дюйма) "2" 2,501 - 2,503 мм (0,09846 - 0,09854 дюйма) "3" 2,504 - 2,506 мм (0,09858 - 0,09866 дюйма) "4" 2,507 - 2,509 мм (0,09870 - 0,09878 дюйма) "5" 2,510 - 2,512 мм (0,09882 - 0,09890 дюйма) Номинальная толщина центральной стенки нижнего подшипника коленчатого вала (шейки № 1 и № 4) Метка Заданные условия "1" 2,478 - 2,481 мм (0,09756 - 0,09768 дюйма) "2" 2,482 - 2,484 мм (0,09772 - 0,09780 дюйма) "3" 2,485 - 2,487 мм (0,09783 - 0,09791 дюйма) "4" 2,488 - 2,490 мм (0,09795 - 0,09803 дюйма) "5" 2,491 - 2,493 мм (0,09807 - 0,09815 дюйма) Номинальная толщина центральной стенки верхнего подшипника коленчатого вала (шейки № 2 и № 3) Метка Заданные условия "1" 2,476 - 2,479 мм (0,09748 - 0,09760 дюйма) "2" 2,480 - 2,482 мм (0,09764 - 0,09772 дюйма) "3" 2,483 - 2,485 мм (0,09776 - 0,09783 дюйма) "4" 2,486 - 2,488 мм (0,09787 - 0,09795 дюйма) "5" 2,489 - 2,491 мм (0,09799 - 0,09807 дюйма) Номинальная толщина центральной стенки нижнего подшипника коленчатого вала (шейки № 2 и № 3) Метка Заданные условия "1" 2,493 - 2,496 мм (0,09815 - 0,09827 дюйма) "2" 2,497 - 2,499 мм (0,09831 - 0,09839 дюйма) "3" 2,500 - 2,502 мм (0,09843 - 0,09850 дюйма) "4" 2,503 - 2,505 мм (0,09854 - 0,09862 дюйма) "5" 2,506 - 2,508 мм (0,09866 - 0,09874 дюйма)
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
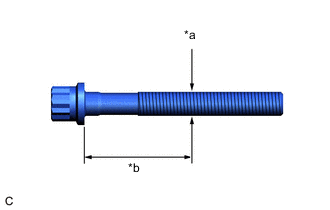
*a Точка измерения *b 40 мм С помощью штангенциркуля определите диаметр резьбы в точке измерения.
Номинальный диаметр 10,8 - 11,0 мм (0,425 - 0,433 дюйма) Минимально допустимый диаметр 10,7 мм (0,421 дюйма) Точка измерения (расстояние от седла) 40 мм (1,57 дюйма) Tech Tips
-
Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала новым. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените установочный болт крышки подшипника коленчатого вала.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
*a Колпачок Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Tech Tips
Если обратный клапан заедает, замените масляную форсунку № 1 в сборе.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Tech Tips
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
-
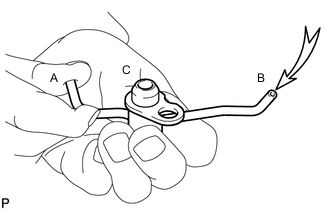
Закрыв канал (A), подайте воздух в канал (B). Убедитесь в отсутствии утечки воздуха через канал (C). Выполните проверку снова, закрыв канал (B) и подав воздух в канал (A).
Tech Tips
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
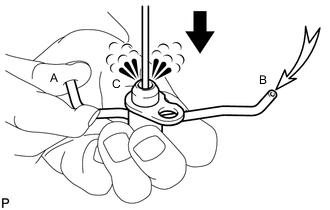
Нажмите на обратный клапан, перекрыв канал (A) и подавая воздух в канал (B). Убедитесь, что воздух проходит через (C). Выполните проверку снова, закрывая (B), нажав на обратный клапан и подав воздух в (A).
Tech Tips
Если воздух не выходит через отверстие (C), очистите или замените масляную форсунку № 1.
-