CYLINDER BLOCK INSPECTION
PROCEDURE
CLEAN CYLINDER BLOCK SUB-ASSEMBLY
Using a gasket scraper, remove all the gasket material from the top surface of the cylinder block.
Using a soft brush and solvent, thoroughly clean the cylinder block.
Note:If the cylinder is washed at high temperatures, the cylinder liner sticks out beyond the cylinder block. Always wash the cylinder block at a temperature of 45°C (113°F) or less.
INSPECT CYLINDER BLOCK FOR WARPAGE
-
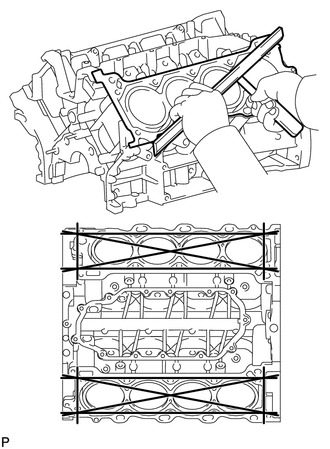
Using a precision straightedge and feeler gauge, measure the warpage of the surfaces which contact the cylinder head gaskets.
Maximum warpage
0.07 mm (0.00276 in.)
If the warpage is more than the maximum, replace the cylinder block sub-assembly.
-
Visually check the cylinder for vertical scratches. If deep scratches are present, rebore all 8 cylinders.
If necessary, replace the cylinder block sub-assembly.
-
INSPECT CYLINDER BORE
-
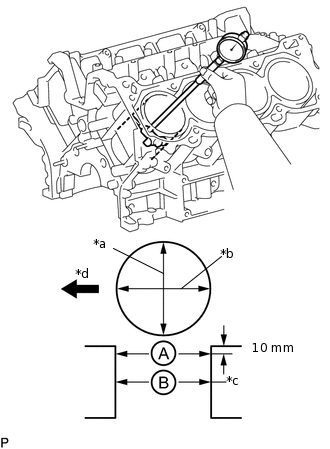
*a
Thrust Direction
*b
Axial Direction
*c
Center
*d
Engine Front
Using a cylinder gauge, measure the cylinder bore diameter at positions A and B in the thrust and axial directions.
Measurement position (A)
10 mm (0.394 in.)
Standard diameter
94.000 to 94.012 mm (3.700 to 3.701 in.)
Maximum diameter
94.200 mm (3.709 in.)
If the diameter is more than the maximum, replace the cylinder block sub-assembly.
-
INSPECT RING GROOVE CLEARANCE
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
Standard Ring Groove Clearance
Item
Specified Condition
No. 1 compression ring
0.020 to 0.070 mm (0.000787 to 0.00276 in.)
No. 2 compression ring
0.020 to 0.060 mm (0.000787 to 0.00236 in.)
Oil ring
0.070 to 0.145 mm (0.00276 to 0.00571 in.)
If the clearance is not as specified, replace the piston with pin sub-assembly.
INSPECT PISTON RING END GAP
Insert the piston ring into the cylinder bore.
Using a piston, push the piston ring a little beyond the bottom of the ring travel, 60 mm (2.36 in.) from the top of the cylinder block.
Using a feeler gauge, measure the end gap.
Standard End Gap
Item
Specified Condition
No. 1 compression ring
0.23 to 0.33 mm (0.00906 to 0.0130 in.)
No. 2 compression ring
0.40 to 0.50 mm (0.0157 to 0.0197 in.)
Oil ring (Side rail)
0.10 to 0.40 mm (0.00394 to 0.0157 in.)
Maximum End Gap
Item
Specified Condition
No. 1 compression ring
0.42 mm (0.0165 in.)
No. 2 compression ring
0.55 mm (0.0217 in.)
Oil ring (Side rail)
0.45 mm (0.0177 in.)
If the end gap is more than the maximum, replace the piston ring. If the end gap is more than the maximum even with a new piston ring, rebore all 8 cylinders or replace the cylinder block sub-assembly.
CLEAN PISTON WITH PIN SUB-ASSEMBLY
Clean the piston.
Using a gasket scraper, remove the carbon from the top of the piston.
Using a groove cleaning tool or broken ring, clean the piston ring grooves.
Using solvent and a brush, thoroughly clean the piston.
Note:Do not use a wire brush.
INSPECT PISTON WITH PIN SUB-ASSEMBLY
-
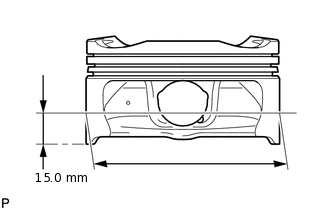
Using a micrometer, measure the piston diameter at a position that is 15.0 mm (0.591 in.) from the bottom of the piston (refer to the illustration).
Standard diameter
93.980 to 93.990 mm (3.7000 to 3.7004 in.)
Minimum diameter
93.815 mm (3.6935 in.)
If the diameter is less than the minimum, replace the piston with pin sub-assembly.
-
INSPECT PISTON OIL CLEARANCE
Measure the cylinder bore diameter in the thrust direction.
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
Standard oil clearance
0.010 to 0.032 mm (0.000394 to 0.001260 in.)
Maximum oil clearance
0.385 mm (0.0152 in.)
If the oil clearance is more than the maximum, replace all 8 pistons. If necessary, replace the cylinder block sub-assembly.
INSPECT PISTON PIN OIL CLEARANCE
Tip:There is only 1 type of supply part for piston with pin sub-assembly.
-
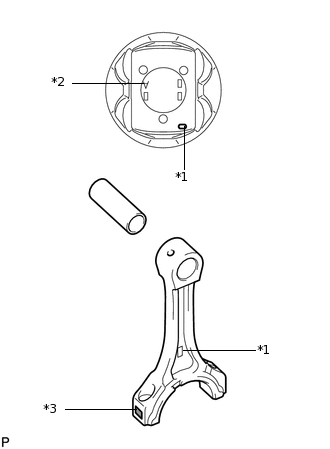
*1
Front Mark
*2
Position Pin Hole Inside Diameter Mark
*3
Connecting Rod Bush Inside Diameter Mark
Check each mark on the piston and connecting rod.
-
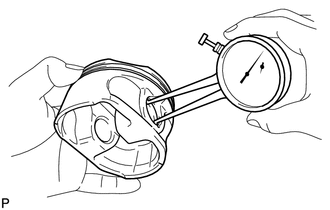
Using a caliper gauge, measure the inside diameter of the piston pin hole.
Standard Piston Pin Hole Inside Diameter
Item
Specified Condition
Mark A
21.998 to 22.001 mm (0.86606 to 0.86618 in.)
Mark B
22.001 to 22.004 mm (0.86618 to 0.86630 in.)
Mark C
22.004 to 22.007 mm (0.86630 to 0.86642 in.)
-
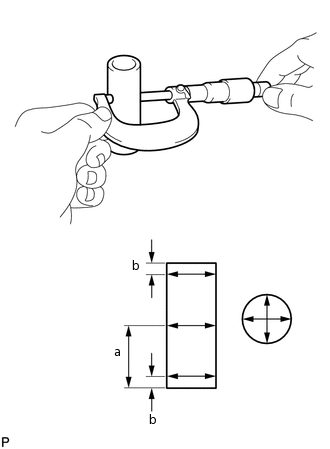
Using a micrometer, measure the piston pin diameter.
Measurement Position
Measurement Position
Piston Pin Position
a
28 mm (1.102 in.) from edge
b
5 mm (0.197 in.) from edge
Standard Piston Pin Diameter
Item
Specified Condition
Mark A
21.998 to 22.001 mm (0.86606 to 0.86618 in.)
Mark B
22.001 to 22.004 mm (0.86618 to 0.86630 in.)
Mark C
22.004 to 22.007 mm (0.86630 to 0.86642 in.)
Using a caliper gauge, measure the inside diameter of the connecting rod bush.
Standard Bush Inside Diameter
Item
Specified Condition
Mark A
22.005 to 22.008 mm (0.86634 to 0.86645 in.)
Mark B
22.008 to 22.011 mm (0.86645 to 0.86657 in.)
Mark C
22.011 to 22.014 mm (0.86657 to 0.86669 in.)
Subtract the piston pin diameter measurement from the piston pin hole diameter measurement.
Standard oil clearance
-0.002 to 0.004 mm (-0.0000787 to 0.000157 in.)
Maximum oil clearance
0.015 mm (0.000591 in.)
If the oil clearance is more than the maximum, replace the piston with pin sub-assembly.
Subtract the piston pin diameter measurement from the bush inside diameter measurement.
Standard oil clearance
0.005 to 0.011 mm (0.000197 to 0.000433 in.)
Maximum oil clearance
0.03 mm (0.00118 in.)
If the oil clearance is more than the maximum, replace the connecting rod sub-assembly. If necessary, replace the piston with pin sub-assembly.
-
INSPECT CONNECTING ROD SUB-ASSEMBLY
-
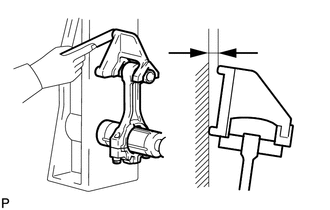
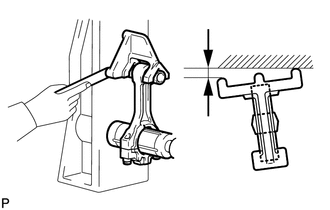
Using a rod aligner and feeler gauge, check the connecting rod alignment.
Check for bend.
Maximum bend
0.05 mm (0.00197 in.) per 100 mm (3.94 in.)
If the bend is more than the maximum, replace the connecting rod sub-assembly.
-
Check for twist.
Maximum twist
0.15 mm (0.00591 in.) per 100 mm (3.94 in.)
If the twist is more than the maximum, replace the connecting rod sub-assembly.
-
INSPECT CRANKSHAFT
Using a dial indicator, measure the runout at the center journal.
Maximum circle runout
0.06 mm (0.00236 in.)
If the circle runout is more than the maximum, replace the crankshaft.
-
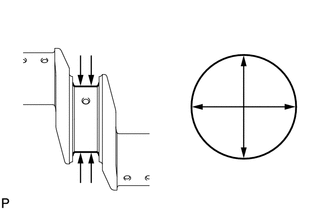
Using a micrometer, measure the diameter of each main journal.
Standard diameter
66.988 to 67.000 mm (2.6373 to 2.6378 in.)
If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
Check each main journal for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round
0.02 mm (0.000787 in.)
If the taper and out-of-round is more than the maximum, replace the crankshaft.
-
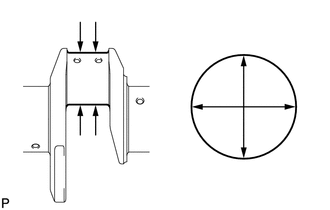
Using a micrometer, measure the diameter of each crank pin.
Standard diameter
52.982 to 53.000 mm (2.0859 to 2.0866 in.)
If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
Check each crank pin for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round
0.02 mm (0.000787 in.)
If the taper and out-of-round is more than the maximum, replace the crankshaft.
INSPECT CRANKSHAFT OIL CLEARANCE
Check each main journal and bearing for pitting and scratches.
If the journal or bearing is damaged, replace the bearing.
Install the crankshaft bearings and upper crankshaft thrust washers.
Clean each main journal and bearing.
Place the crankshaft on the cylinder block.
-
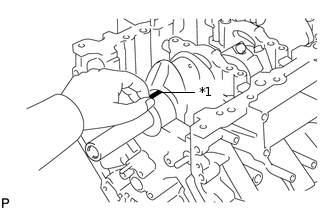
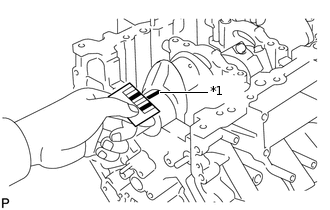
*1
Plastigage
Lay a strip of Plastigage across each journal.
Install the crankshaft bearing caps (Click here).
Note:Do not turn the crankshaft.
Remove the crankshaft bearing caps (Click here).
-
*1
Plastigage
Measure the Plastigage at its widest point.
Standard Oil Clearance
Item
Specified Condition
No. 1 and No. 5 journals
0.017 to 0.030 mm (0.000669 to 0.00118 in.)
Other journals
0.024 to 0.037 mm (0.000945 to 0.00146 in.)
Maximum Oil Clearance
Item
Specified Condition
No. 1 and No. 5 journals
0.050 mm (0.00197 in.)
Other journals
0.060 mm (0.00236 in.)
If the oil clearance is more than the maximum, replace the bearings. If necessary, replace the crankshaft.
Tip:If replacing a bearing, replace it with one that has the same number. If the number of the bearing cannot be determined, select the correct bearing by adding together the numbers imprinted on the cylinder block and crankshaft. Refer to the table below for the appropriate bearing number. There are 6 sizes of standard bearings. For the No. 1 and No. 5 position bearings, use bearings marked 4, 5, 6, 7, 8 and 9. For other bearings, use bearings marked 3, 4, 5, 6, 7 and 8.
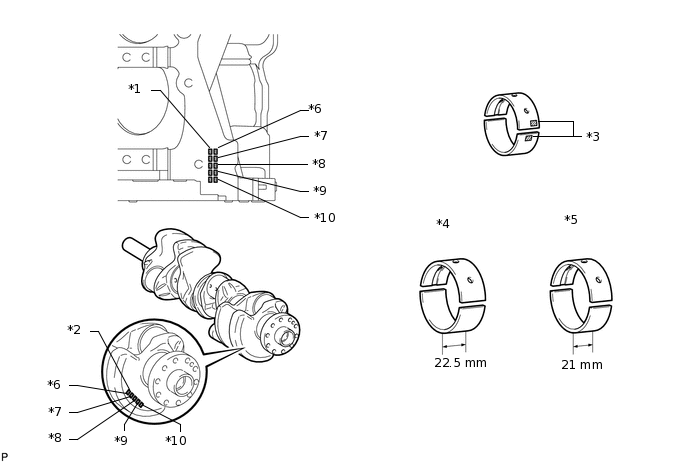
*1
Cylinder Block Number Mark (A)
*2
Crankshaft Number Mark (B)
*3
Journal Bearing Number Mark
*4
No. 1 and No. 5 Journal Bearings
*5
Journal Bearing Number Mark
*6
No. 1 Journal
*7
Journal Bearing Number Mark
*8
No. 3 Journal
*9
No. 4 Journal
*10
No. 5 Journal
Tip:(Cylinder block journal diameter - crankshaft journal diameter - 5) X 1000 = A + B
A = Cylinder block number mark
B = Crankshaft number mark
Standard Bearing Chart
Table 1. No. 1 and No. 5 Journals Item
Number Mark (A) + (B)
00 to 02
03 to 05
06 to 08
09 to 11
12 to 14
15 to 17
18 to 20
21 to 23
24 to 26
27 to 28
Use bearing
Upper
4
5
5
6
6
7
7
8
8
9
Lower
5
5
6
6
7
7
8
8
9
9
Other Journals
Item
Number Mark (A) + (B)
00 to 02
03 to 05
06 to 08
09 to 11
12 to 14
15 to 17
18 to 20
21 to 23
24 to 26
27 to 28
Use bearing
Upper
3
4
4
5
5
6
6
7
7
8
Lower
4
4
5
5
6
6
7
7
8
8
Example:
No. 1 and No. 5 journals
Cylinder block (A) "7" + Crankshaft (B) "6" = Total number 13 (Use upper bearing "6" and lower bearing "7")
Other journals
Cylinder block (A) "7" + Crankshaft (B) "6" = Total number 13 (Use upper bearing "5" and lower bearing "6")
Standard Cylinder Block Crankshaft Journal Bore Diameter (A)
Item
Specified Condition
Mark 00
72.000 mm (2.83464 in.)
Mark 01
72.001 mm (2.83469 in.)
Mark 02
72.002 mm (2.83472 in.)
Mark 03
72.003 mm (2.83476 in.)
Mark 04
72.004 mm (2.83480 in.)
Mark 05
72.005 mm (2.83484 in.)
Mark 06
72.006 mm (2.83488 in.)
Mark 07
72.007 mm (2.83492 in.)
Mark 08
72.008 mm (2.83496 in.)
Mark 09
72.009 mm (2.83500 in.)
Mark 10
72.010 mm (2.83503 in.)
Mark 11
72.011 mm (2.83508 in.)
Mark 12
72.012 mm (2.83512 in.)
Mark 13
72.013 mm (2.83516 in.)
Mark 14
72.014 mm (2.83520 in.)
Mark 15
72.015 mm (2.83524 in.)
Mark 16
72.016 mm (2.83528 in.)
Standard Crankshaft Journal Diameter (B)
Item
Specified Condition
Mark 00
67.000 mm (2.63780 in.)
Mark 01
66.999 mm (2.63775 in.)
Mark 02
66.998 mm (2.63771 in.)
Mark 03
66.997 mm (2.63768 in.)
Mark 04
66.996 mm (2.63763 in.)
Mark 05
66.995 mm (2.63760 in.)
Mark 06
66.994 mm (2.63756 in.)
Mark 07
66.993 mm (2.63751 in.)
Mark 08
66.992 mm (2.63748 in.)
Mark 09
66.991 mm (2.63744 in.)
Mark 10
66.990 mm (2.63740 in.)
Mark 11
66.989 mm (2.63736 in.)
Mark 12
66.988 mm (2.63732 in.)
Standard Bearing Center Wall Thickness
Table 2. No. 1 and No. 5 Journals Upper Bearing
Lower Bearing
Item
Specified Condition
Item
Specified Condition
Mark 4
2.501 to 2.504 (0.0985 to 0.0986 in.)
Mark 5
2.488 to 2.491 (0.0980 to 0.0981 in.)
Mark 5
2.504 to 2.507 (0.0986 to 0.0987 in.)
Mark 6
2.491 to 2.494 (0.0981 to 0.0982 in.)
Mark 6
2.507 to 2.510 (0.0987 to 0.0988 in.)
Mark 7
2.494 to 2.497 (0.0982 to 0.0983 in.)
Mark 7
2.510 to 2.513 (0.0988 to 0.0989 in.)
Mark 8
2.497 to 2.500 (0.0983 to 0.0984 in.)
Mark 8
2.513 to 2.516 (0.0989 to 0.0991 in.)
Mark 9
2.500 to 2.503 (0.0984 to 0.0985 in.)
Mark 9
2.516 to 2.519 (0.0991 to 0.0992 in.)
-
-
Other Journals
Upper Bearing
Lower Bearing
Item
Specified Condition
Item
Specified Condition
Mark 3
2.482 to 2.485 (0.0977 to 0.0978 in.)
Mark 4
2.501 to 2.504 (0.0985 to 0.0986 in.)
Mark 4
2.485 to 2.488 (0.0978 to 0.0980 in.)
Mark 5
2.504 to 2.507 (0.0986 to 0.0987 in.)
Mark 5
2.488 to 2.491 (0.0980 to 0.0981 in.)
Mark 6
2.507 to 2.510 (0.0987 to 0.0988 in.)
Mark 6
2.491 to 2.494 (0.0981 to 0.0982 in.)
Mark 7
2.510 to 2.513 (0.0988 to 0.0989 in.)
Mark 7
2.494 to 2.497 (0.0982 to 0.0983 in.)
Mark 8
2.513 to 2.516 (0.0989 to 0.0991 in.)
Mark 8
2.497 to 2.500 (0.0983 to 0.0984 in.)
-
-
Completely remove the Plastigage.
Perform the inspection above for each journal.
INSPECT CONNECTING ROD BOLT
-
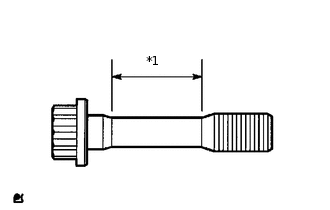
*1
Tension Portion
Using a vernier caliper, measure the tension portion diameter of the bolt.
Standard diameter
8.5 to 8.6 mm (0.335 to 0.339 in.)
Minimum diameter
8.3 mm (0.327 in.)
If the diameter is less than the minimum, replace the connecting rod bolt.
-
INSPECT CRANKSHAFT BEARING CAP SET BOLT
-
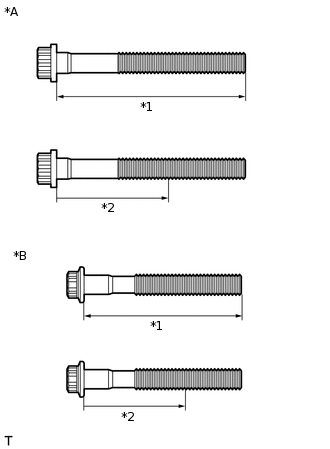
*A
Bolt A
*B
Bolt B
*1
Measurement Length
*2
Distance
Using a vernier caliper, measure the length of the crankshaft bearing cap bolt from the seat to the end.
Standard Bolt Length
Item
Specified Condition
Bolt A
90.3 to 91.7 mm (3.56 to 3.61 in.)
Bolt B
78.8 to 80.2 mm (3.10 to 3.16 in.)
Maximum Bolt Length
Item
Specified Condition
Bolt A
92.7 mm (3.65 in.)
Bolt B
81.2 mm (3.20 in.)
If the length is more than the maximum, replace the crankshaft bearing cap set bolt.
Using a vernier caliper, measure the diameter of the elongated threads around the point indicated in the illustration.
Distance
57.5 mm (2.26 in.)
Standard Diameter
Item
Specified Condition
Bolt A
10.5 to 11.0 mm (0.413 to 0.433 in.)
Bolt B
9.5 to 10.0 mm (0.374 to 0.394 in.)
Minimum Diameter
Item
Specified Condition
Bolt A
10.4 mm (0.409 in.)
Bolt B
9.4 mm (0.370 in.)
If the diameter is less than the minimum, replace the crankshaft bearing cap set bolt.
Tip:If a visual check reveals no excessively thin areas, check the area of the bolt around the point indicated in the illustration and find the area that has the smallest diameter.
-
INSPECT NO. 1 OIL NOZZLE SUB-ASSEMBLY
-
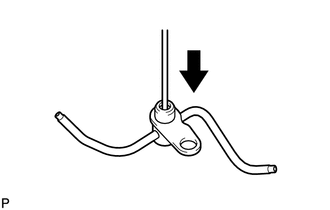
Push the check valve with a pin to check if it is stuck.
If stuck, replace the No. 1 oil nozzle.
Push the check valve with a pin to check if it moves smoothly.
If it does not move smoothly, clean or replace the No. 1 oil nozzle sub-assembly.
-
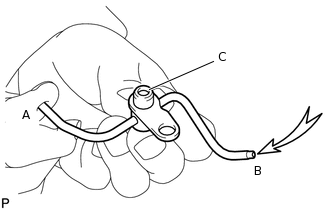
While covering A, blow air into B. Check that air does not leak through C. Perform the check again while covering B and blowing air into A.
If air leaks, clean or replace the No. 1 oil nozzle sub-assembly.
-
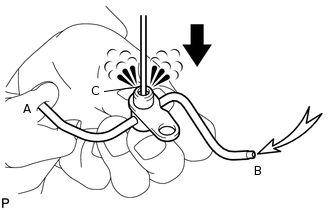
Push the check valve while covering A and blow air into B. Check that air passes through C. Perform the check again while covering B, pushing the check valve and blowing air into A.
If air does not pass through C, clean or replace the No. 1 oil nozzle sub-assembly.
-