INTAKE SYSTEM
-
CONSTRUCTION
-
The intake manifold is made of lightweight plastic.
-
A rotary type intake air control valve, which has less intake air resistance, is provided in the intake manifold. The intake air control valve opens and closes to change the effective length of the intake manifold in 2 stages.
-
On the models for Brazil and Korea, a tumble control valve is provided in the intake manifold. This valve closes in order to create a tumble current in the combustion chamber.
-
On the models for Brazil and Korea, a DC motor type actuator for the tumble control system is provided in the intake manifold. Based on the signals sent by the ECM, the actuator opens and closes the tumble control valve.
-
A vacuum type actuator for the ACIS and a VSV for ACIS are provided in the intake manifold.
-
The actuator opens and closes the intake air control valve by the vacuum pressure controlled by the VSV.
-
The VSV controls the vacuum applied to the actuator by way of the signal (ACIS) that is output by the ECM.
-
The ACIS actuator is laser-welded onto the intake air chamber.
-
-
A mesh type gasket is used between the throttle body assembly and the intake manifold to improve the flow of air within the intake manifold.
-
To achieve a compact configuration, the vacuum tank for the ACIS is located in the dead space of the intake manifold. Equipped with a check valve, the vacuum tank stores the vacuum applied to the actuator in order to keep the intake air control valve fully closed even in low-vacuum conditions.
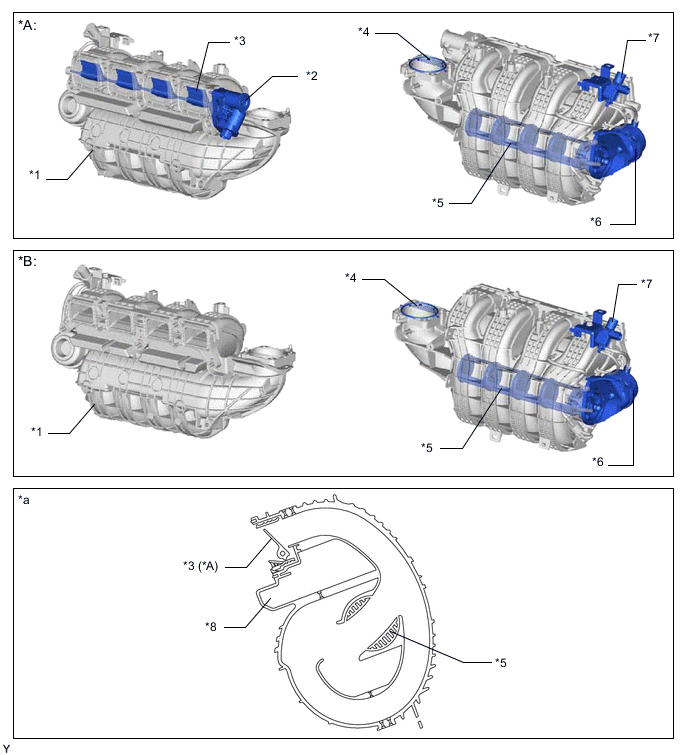
*A Models for Brazil and Korea *B Except Models for Brazil and Korea *1 Intake Manifold *2 Actuator (for Tumble Control) *3 Tumble Control Valve *4 Throttle Body Gasket *5 Intake Air Control Valve *6 Actuator (for ACIS) *7 VSV (for ACIS) *8 Vacuum Tank *a Intake Manifold Cross Section - - Tech Tips
Laser-welding: In laser-welding, a laser-absorbing material (for the intake manifold) is joined to a laser-transmitting material (for the ACIS actuator). Laser beams are then irradiated from the laser-transmitting side. The beams penetrate the laser-transmitting material to heat and melt the surface of the laser-absorbing material. Then, the heat of the laser-absorbing material melts the laser-transmitting material and causes both materials to become welded.
-