БЛОК ЦИЛИНДРОВ РАЗБОРКА
ПОРЯДОК ВЫПОЛНЕНИЯ
СНИМИТЕ ВЕНТИЛЯЦИОННЫЙ КОЖУХ № 1
Tip:Существуют 2 способа установки вентиляционного кожуха № 1.
Количество используемых болтов, гаек и шпилек зависит от способа установки.
-
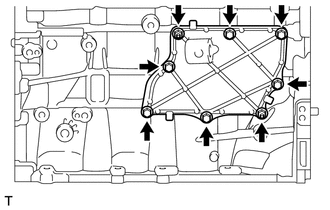
Для типа A:
Выверните 6 болтов и отверните 2 гайки.
-
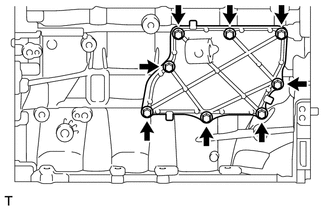
Для типа B:
Выверните 8 болтов.
-
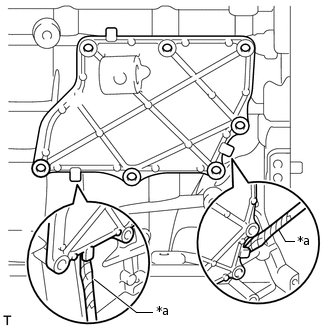
*a
Защитная клейкая лента
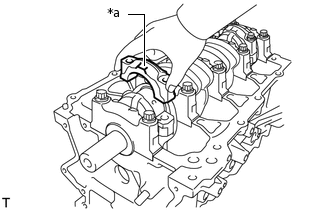
Снимите вентиляционный кожух № 1, вставив отвертку между вентиляционным кожухом № 1 и блоком цилиндров, как показано на рисунке.
Note:Соблюдайте осторожность, чтобы не повредить сопрягающиеся поверхности блока цилиндров и вентиляционного кожуха № 1.
Tip:Конец отвертки перед использованием следует изолировать защитной клейкой лентой.
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
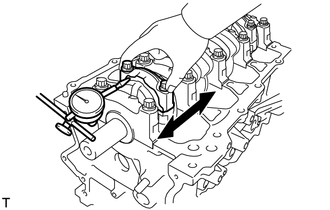
С помощью индикатора часового типа измерьте осевой зазор при перемещении крышки шатуна назад и вперед.
Номинальный осевой зазор
0,160 - 0,342 мм (0,00630 - 0,0135 дюйма)
Максимально допустимый осевой зазор
0,342 мм (0,0135 дюйма)
Если осевой зазор превышает максимально допустимую величину, замените шатуны в сборе. При необходимости замените коленчатый вал.
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
*a
Метка
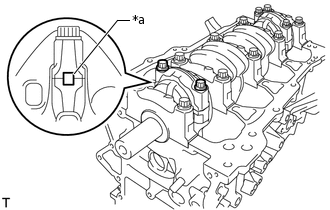
Убедитесь в том, что сборные метки шатуна и крышки совмещены. Это обеспечит правильность повторной сборки.
Tip:Сборочные метки на шатунах и крышках шатунов предназначены для обеспечения правильности сборки.
-
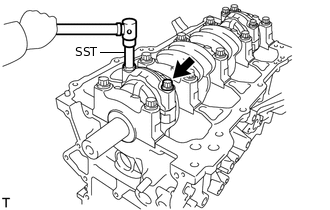
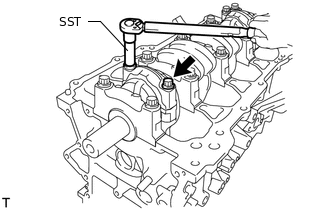
С помощью SST одинаково ослабьте 2 болта шатуна.
09205-16011
-
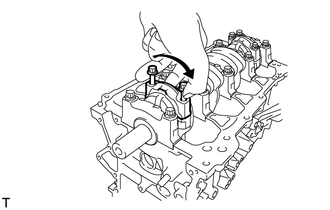
С помощью 2 снятых болтов шатуна снимите крышку шатуна и подшипник шатуна, покачивая крышку шатуна вправо и влево.
Tip:Не извлекайте подшипник шатуна из крышки шатуна.
Очистите шатунную шейку и подшипник шатуна.
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике шатуна следов точечной коррозии и царапин.
Если шатунная шейка или подшипник шатуна повреждены, замените подшипники шатуна. При необходимости замените коленчатый вал.
-
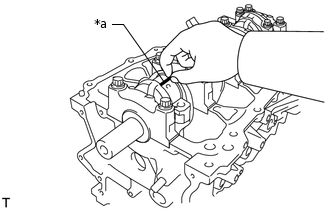
*a
Сминаемый пластмассовый калибр Plastigage
Поместите на шатунную шейку полоску сминаемого пластичного калибра (Plastigage).
-
*a
Метка передней стороны
Убедившись, что метка внешней стороны крышки шатуна обращена вперед, установите крышку шатуна.
Нанесите тонкий слой моторного масла на резьбы и под головки болтов шатунов.
Вверните болты шатунов.
Note:Болты шатунов затягиваются в 2 последовательных этапа.
-
Шаг 1:
С помощью SST установите и поочередно в несколько приемов затяните болты крышки шатуна.
09205-16011
20 Н*м
204 кгс*см
15 фунт-сила-футов
Note:Не поворачивайте коленчатый вал.
Пометьте краской переднюю сторону каждого болта шатуна.
Шаг 2:
Затяните болты шатунов, повернув их на 90°.
Note:Не поворачивайте коленчатый вал.
Убедитесь, что метки развернуты на 90° относительно исходного положения.
Выверните болт шатуна и снимите крышку шатуна.
Tip:Не извлекайте подшипник коленчатого вала из крышки шатуна.
-
*a
Сминаемый пластмассовый калибр Plastigage
*b
Метка 1, 2 или 3
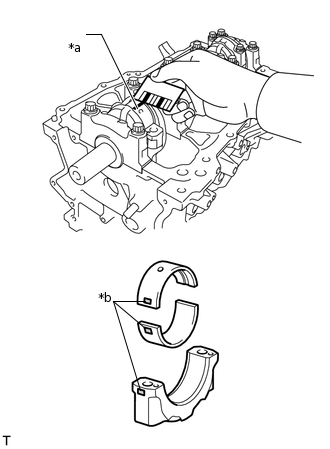
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор
0,014-0,038 мм (0,000551-0,00150 дюйма)
Максимально допустимый масляный зазор
0,070 мм (0,00276 дюйма)
Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости проверьте коленчатый вал.
Note:Полностью удалите сминаемый пластичный калибр после завершения измерений.
Tip:В случае замены подшипника шатуна используйте подшипник, номер которого совпадает с номером, указанным на соответствующей крышке шатуна. Номинальная толщина каждого подшипника шатуна указывается меткой 1, 2 или 3 на его поверхности.
Номинальный внутренний диаметр большого конца шатуна
Параметр / Устройство
Номинальное значение
Метка 1
50,000 - 50,008 мм (1,96850 - 1,96882 дюйма)
Метка 2
50,009 - 50,016 мм (1,96885 - 1,96913 дюйма)
Метка 3
50,017 - 50,024 мм (1,96917 - 1,96945 дюйма)
Номинальная толщина подшипника шатуна
Параметр
Номинальное значение
Метка 1
1,489 - 1,493 мм (0,05862 - 0,05878 дюйма)
Метка 2
1,494 - 1,497 мм (0,05882 - 0,05894 дюйма)
Метка 3
1,498 - 1,501 мм (0,05898 - 0,05909 дюйма)
Номинальный диаметр шатунной шейки
46,992 - 47,000 мм (1,85008 - 1,85039 дюйма)
Выполните описанную выше проверку для каждого цилиндра.
-
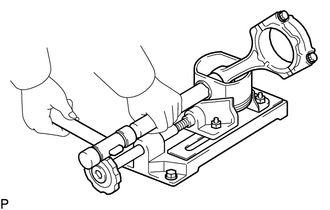
СНИМИТЕ ПОРШЕНЬ С ШАТУНОМ В СБОРЕ
-
С помощью инструмента для снятия уступа полностью снимите нагар с верхней части цилиндра.
Вставьте поршень с шатуном и подшипником шатуна через верхнюю часть блока цилиндров.
Tip:Храните подшипник шатуна, шатун и крышку шатуна вместе.
Поршни и шатуны следует располагать в правильном порядке.
Разложите снятые поршни и шатуны так, чтобы их можно было легко установить на свои места.
-
СНИМИТЕ ПОДШИПНИК ШАТУНА
Снимите подшипники шатунов.
Tip:Разложите снятые детали в надлежащем порядке.
СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ
-

С помощью съемника поршневых колец снимите компрессионные кольца № 1 и № 2.
Для типа X:
Вручную снимите маслосъемное кольцо и расширитель маслосъемного кольца.
Tip:Разложите снятые детали в надлежащем порядке.
Для типа Y:
Вручную снимите 2 боковых направляющих и расширитель маслосъемного кольца.
Tip:Разложите снятые детали в надлежащем порядке.
-
СНИМИТЕ СТОПОРНОЕ КОЛЬЦО ОТВЕРСТИЯ ДЛЯ ПОРШНЕВОГО ПАЛЬЦА
-

С помощью отвертки снимите 2 пружинных стопорных кольца отверстия под поршневой палец с передней стороны.
-
СНИМИТЕ ПОРШЕНЬ
Постепенно нагрейте каждый поршень до температуры примерно 80-90°C (176-194°F).
-
С помощью молотка с пластмассовой поверхностью и латунного стержня осторожно выбейте поршневой палец. Затем снимите шатун.
Tip:Поршень и поршневой палец представляют собой подобранный комплект.
Раскладывайте поршни, поршневые пальцы, поршневые кольца, шатуны и подшипники шатунов в надлежащем порядке.
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
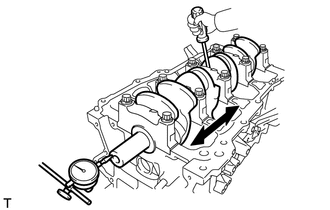
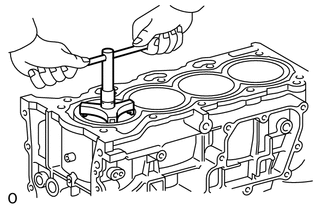
С помощью индикатора часового типа измерьте осевой зазор коленчатого вала, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор
0,04 - 0,14 мм (0,00157 - 0,00551 дюйма)
Максимально допустимый осевой зазор
0,18 мм (0,00709 дюйма)
Если осевой зазор коленчатого вала превышает максимально допустимую величину, замените комплект верхних упорных шайб коленчатого вала. При необходимости замените коленчатый вал.
Tip:Толщина верхних упорных шайб коленчатого вала: 2,43–2,48 мм (0,0957–0,0976 дюйма).
-
СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ
-
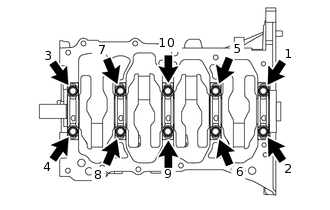
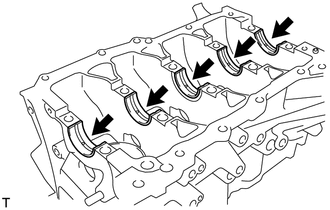
Равномерно ослабьте затяжку и выверните 10 болтов крышек подшипников в последовательности, показанной на рисунке.
-
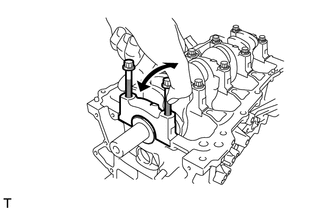
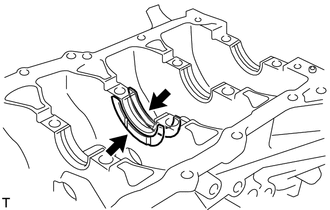
Используя 2 вывернутых болта крышек подшипников коленчатого вала, снимите 5 крышек подшипников коленчатого вала и 5 подшипников коленчатого вала.
Note:Вверните болты в крышку подшипника коленчатого вала по одному. Освободите крышку подшипника коленчатого вала, осторожно подняв ее и приложив усилие спереди и сзади блока цилиндров, как показано на рисунке. Соблюдайте осторожность, чтобы не повредить контактные поверхности крышки подшипника коленчатого вала и блока цилиндров в сборе.
Tip:Не разъединяйте подшипник коленчатого вала и крышку подшипника коленчатого вала.
Разложите крышки подшипников коленчатого вала по порядку.
Поднимите коленчатый вал.
Проверьте, нет ли на шейках и подшипниках коленчатого вала царапин и следов точечной коррозии.
При наличии повреждений на шейке или подшипнике коленчатого вала замените подшипники коленчатого вала. При необходимости замените коленчатый вал.
-
СНИМИТЕ ВЕРХНЮЮ УПОРНУЮ ШАЙБУ КОЛЕНЧАТОГО ВАЛА
-
Снимите с блока цилиндров 2 верхние упорные шайбы коленчатого вала.
-
СНИМИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
-
Извлеките 5 подшипников коленчатого вала из блока цилиндров.
Tip:Разложите подшипники коленчатого вала в надлежащем порядке.
-
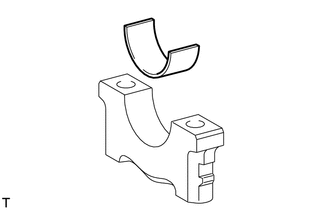
Извлеките 5 подшипников коленчатого вала из 5 крышек подшипников коленчатого вала.
Tip:Разложите снятые детали в надлежащем порядке.
-
СНИМИТЕ ШПОНКУ ВЕДУЩЕГО ЗУБЧАТОГО КОЛЕСА ПРИВОДА ГАЗОРАСПРЕДЕЛЕНИЯ
С помощью отвертки снимите 2 шпонки ведущего зубчатого колеса коленчатого вала с коленчатого вала.
СНИМИТЕ МАСЛЯНУЮ ФОРСУНКУ № 1
-
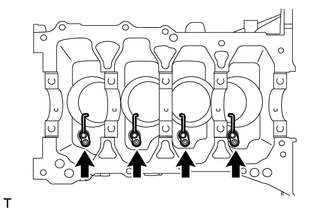
С помощью торцевого шестигранного ключа на 5 мм выверните 4 болта и снимите 4 масляные форсунки № 1 в сборе.
-
СНИМИТЕ КОНИЧЕСКУЮ РЕЗЬБОВУЮ ЗАГЛУШКУ № 1
-
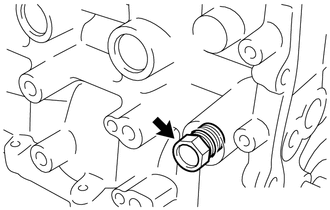
Снимите коническую резьбовую заглушку № 1 с блока цилиндров.
-
ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
Note:Если промывка цилиндра будет осуществляться при высокой температуре, гильза цилиндра выйдет из блока цилиндров. Поэтому промывать блок цилиндров следует при температуре не выше 45°C (113°F).
СНИМИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ
Note:Если резьбовая шпилька деформирована или повреждена ее резьба, замените резьбовую шпильку.