БЛОК ДВИГАТЕЛЯ (для моделей с DPF) ПРОВЕРКА
-
ПРОВЕРЬТЕ ПОДШИПНИК ШЕСТЕРНИ НАСОСА ВЫСОКОГО ДАВЛЕНИЯ
-
Проверьте, не изношен ли подшипник и не имеет ли он повреждений.
При необходимости замените шестерню насоса высокого давления.
-
-
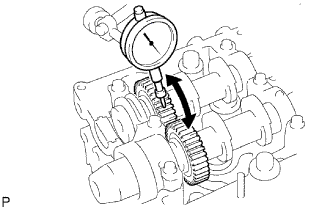
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ № 1
-
С помощью нутромера измерьте диаметр отверстия в промежуточной шестерне.
Номинальный внутренний диаметр промежуточной шестерни 44,000 - 44,025 мм (1,7323 - 1,733 дюйма) -
Используя микрометр, измерьте диаметр вала промежуточной шестерни.
Номинальный диаметр вала промежуточной шестерни 43,955 - 43,990 мм (1,7305 - 1,7319 дюйма) -
Вычтите диаметр оси промежуточной шестерни из диаметра отверстия в промежуточной шестерне.
Номинальный масляный зазор 0,01 - 0,07 мм (0,0004 - 0,0028 дюйма) Максимально допустимый масляный зазор 0,20 мм (0,0079 дюйма) Если масляный зазор превышает максимально допустимый, замените шестерню и вал.
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КОЛЛЕКТОР
-
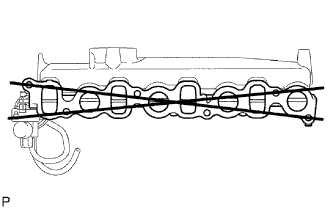
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления поверхности впускного коллектора, соприкасающейся с головкой блока цилиндров.
Максимально допустимая величина коробления 0,4 мм (0,0157 дюйма) Если коробление превышает максимально допустимую величину, замените впускной коллектор.
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КОЛЛЕКТОР
-
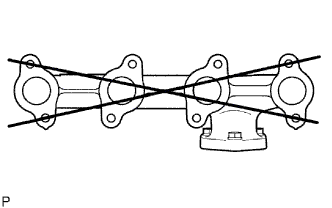
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления поверхности выпускного коллектора, соприкасающейся с головкой блока цилиндров.
Максимально допустимая величина коробления 0,4 мм (0,0157 дюйма) Если коробление превышает максимально допустимую величину, замените выпускной коллектор.
-
-
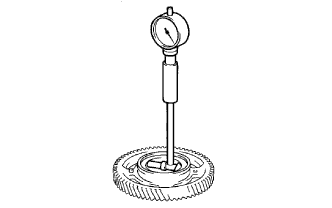
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
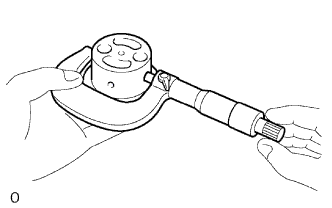
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 46,83 - 46,93 мм (1,8437 - 1,8476 дюйма) Минимально допустимая высота рабочей части кулачка 46,68 мм (1,8378 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
-
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки распредвала под подшипник распредвала.
Номинальный диаметр 27,969 - 27,985 мм (1,1011 - 1,1018 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор.
-
-
Индикатором часового типа измерьте боковой зазор.
-
Установите 2 распредвала.
-
Индикатором часового типа измерьте боковой зазор.
Номинальный зазор 0,035 - 0,089 мм (0,0014 - 0,0035 дюйма) Максимальное значение боковой зазор 0,189 мм (0,0074 дюйма) Если боковой зазор превышает максимально допустимый, замените 2 распредвала.
-
Снимите 2 распредвала.
-
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте радиальное биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота кулачка 46,87 - 46,97 мм (1,8453 - 1,8492 дюйма) Минимально допустимая высота рабочей части кулачка 46,72 мм (1,8394 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте диаметр шейки распредвала.
-
С помощью микрометра измерьте диаметр шейки распредвала под подшипник распредвала.
Номинальный диаметр 27,969 - 27,985 мм (1,1011 - 1,1018 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипников и шейки.
-
Проверьте, нет ли следов растрескивания или зарубок на подшипниках.
Если подшипники повреждены, замените крышки подшипников и головку блока цилиндров в сборе.
-
Установите распредвал в головку блока цилиндров.
-
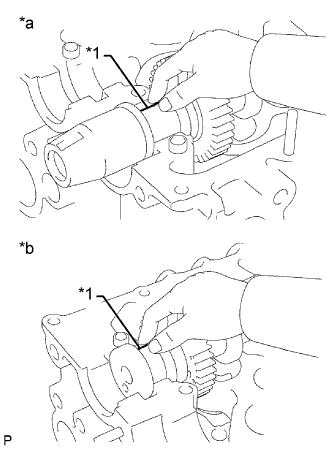
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage *a Со стороны впуска *b Со стороны выпуска Положите полоски сминаемого пластичного калибра Plastigage на все шейки распредвала.
-
Установите крышки подшипников.
Note
Не поворачивайте распредвал.
-
Снимите крышки подшипников.
-
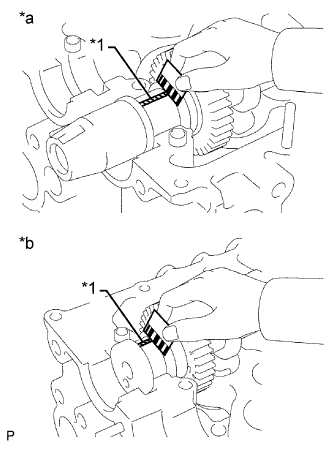
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage *a Со стороны впуска *b Со стороны выпуска Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025-0,062 мм (0,0010-0,0024 дюйма) Максимальный допустимый масляный зазор 0,1 мм (0,0039 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвал.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
Установите распредвал.
-
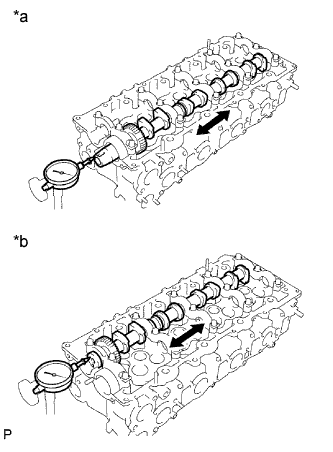
Обозначения на рисунке *a Со стороны впуска *b Со стороны выпуска Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,035 - 0,185 мм (0,0014 - 0,073 дюйма) Максимально допустимый осевой зазор 0,25 мм (0,0098 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените крышки подшипников и головку блока цилиндров в сборе.
-
Снимите распредвал.
-
-
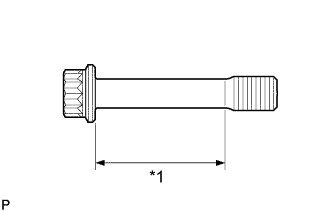
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
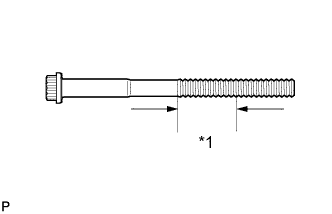
Обозначения на рисунке *1 Диапазон измерений С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
Номинальный наружный диаметр 11,8-12,0 мм (0,465-0,472 дюйма) Минимально допустимый наружный диаметр 11,6 мм (0,457 дюйма) Tech Tips
Если при осмотре не удалось найти чрезмерно тонкие участки, проверьте центральную часть болта (см. рисунок) и найдите место с наименьшим диаметром.
Если диаметр меньше минимально допустимого, замените установочный болт головки блока цилиндров.
-
-
ПРОВЕРЬТЕ МАСЛОВПУСКНОЕ ОТВЕРСТИЕ БЛОКА ЦИЛИНДРОВ
-
Проверьте масловпускное отверстие на наличие повреждений и засоров.
При необходимости замените масловпускное отверстие блока цилиндров.
-
-
ПРОВЕРЬТЕ ОБРАТНЫЙ МАСЛЯНЫЙ КЛАПАН В СБОРЕ
-
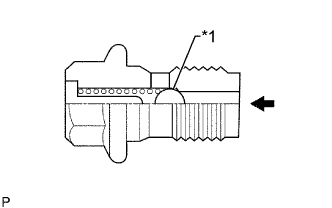
Обозначения на рисунке *1 Шарик 
Нажмите Нажмите на шарик обратного масляного клапана деревянным прутком и проверьте, не заедает ли он.
Если шарик обратного масляного клапана залип, замените обратный масляный клапан в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
Проверьте штуцер подачи масла № 1 на наличие повреждений и засоров.
При необходимости замените масляную форсунку № 1.
-
-
ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
-
С помощью скребка для прокладок удалите остатки материала прокладки с верхней поверхности блока цилиндров.
-
Мягкой кистью и растворителем тщательно очистите блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
Проверьте коробление.
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности блока цилиндров, которая соприкасается с головкой блока цилиндров.
Максимально допустимая величина коробления 0,1 мм (0,0039 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
-
Визуально проверьте цилиндры на наличие вертикальных царапин.
При наличии глубоких царапин расточите все 4 цилиндра. При необходимости замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
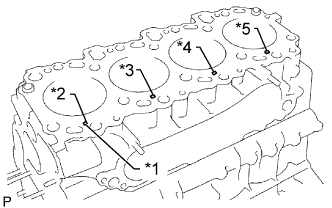
Обозначения на рисунке *1 Метка 1, 2 или 3 *2 № 1 *3 № 2 *4 № 3 *5 № 4 Проверьте диаметр отверстия под цилиндр.
Tech Tips
Существует 3 стандартных диаметра отверстий под цилиндр с маркировкой "1", "2" и "3". Маркировка проштампована на блоке цилиндров.
-
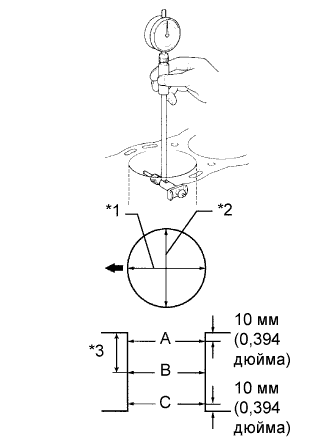
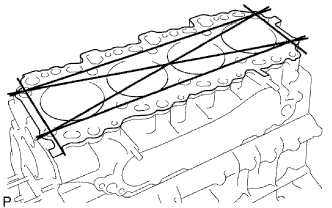
Обозначения на рисунке *1 Осевое направление *2 Направление тяги *3 Центр Передняя сторона 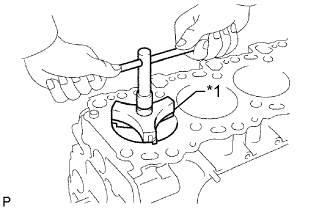
Обозначения на рисунке *1 Инструмент для снятия уступа С помощью нутромера измерьте диаметр цилиндра в точках А, В и С в осевом направлении и направлении тяги.
Номинальный диаметр Параметр / Устройство Номинальное значение Метка STD 1 92,00 - 92,01 мм (3,6220 - 3,6224 дюйма) Метка STD 2 92,01 - 92,02 мм (3,6224 - 3,6228 дюйма) Метка STD 3 92,02 - 92,03 мм (3,6228 - 3,6232 дюйма) O/S 0,50 92,50 - 92,53 мм (3,6417 - 3,6429 дюйма) Максимальный диаметр Параметр / Устройство Номинальное значение Номинальное значение 92,23 мм (3,6311 дюйма) O/S 0,50 92,73 мм (3,6508 дюйма) Если диаметр превышает максимально допустимый, расточите все 4 цилиндра. При необходимости замените блок цилиндров в сборе.
Если износ составляет менее 0,2 мм (0,0078 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.
-
-
-
ОЧИСТИТЕ ПОРШЕНЬ
-
С помощью инструмента для очистки канавок или сломанного кольца очистите канавки поршневых колец.
-
Используя растворитель и щетку, тщательно очистите поршень.
Note
Не используйте проволочную щетку.
-
-
УСТАНОВИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
Tech Tips
При замене поршня (со поршневым пальцем) запасной частью для выбора доступно несколько диаметров поршней и только один диаметр поршневого пальца.
-
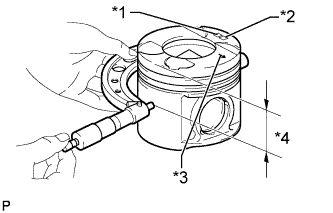
Обозначения на рисунке *1 Метка размера *2 Метка внутреннего диаметра отверстия для поршневого пальца *3 Передняя метка (стрелка) *4 Расстояние Микрометром измерьте диаметр поршня в следующих условиях: 1) под прямым углом к осевой линии поршня; 2) на указанном расстоянии от головки поршня.
Расстояние 63,5 мм (2,50 дюйма) Номинальный диаметр поршня Параметр / Устройство Номинальное значение Метка STD 1 91,92 - 91,93 мм (3,6189 - 3,6193 дюйма) Метка STD 2 91,93 - 91,94 мм (3,6193 - 3,6197 дюйма) Метка STD 3 91,94 - 91,95 мм (3,6197 - 3,6201 дюйма) O/S 0,50 92,42 - 92,45 мм (3,6386 - 3,6398 дюйма) Номинальный внутренний диаметр отверстия под поршневой палец Параметр / Устройство Заданные условия Метка A 34,007 - 34,011 мм (1,3389 - 1,3390 дюйма) Метка B 34,011 - 34,015 мм (1,3390 - 1,3392 дюйма) Метка C 34,015 - 34,019 мм (1,3392 - 1,3393 дюйма) -
Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Параметр / Устройство Заданные условия Метка A 33,996 - 34,000 мм (1,3384 - 1,3386 дюйма) Метка B 34,000 - 34,004 мм (1,3386 - 1,3387 дюйма) Метка C 34,004 - 34,008 мм (1,3387 - 1,3389 дюйма) -
Вычтите из измеренного внутреннего диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор 0,003 - 0,011 мм (0,00012 - 0,00043 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень с пальцем в сборе.
-
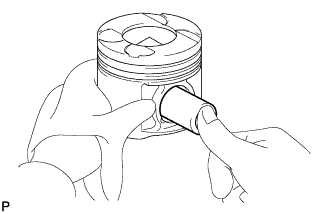
Проверьте посадку поршневого пальца.
-
Проверьте, чтобы при 80°C (176°F) поршневой палец можно было вставить в отверстие для поршневого пальца, надавив на него большим пальцем..
Если палец удается установить при более низкой температуре, замените поршень в комплекте с пальцем.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
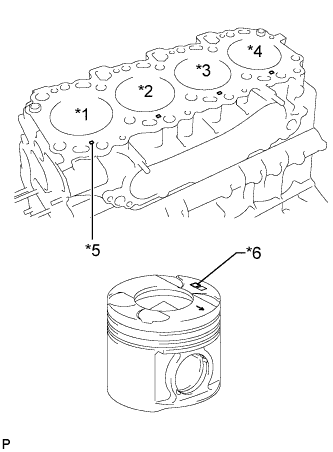
Обозначения на рисунке *1 № 1 *2 № 2 *3 № 3 *4 № 4 *5 Метка 1, 2 или 3 *6 Метка размера Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор 0,07 - 0,09 мм (0,0028 - 0,0035 дюйма) Максимальный допустимый масляный зазор 0,16 мм (0,0063 дюйма) Если масляный зазор превышает максимально допустимый, замените все 4 поршней и расточите все 4 цилиндра.
При необходимости замените блок цилиндров в сборе.
Tech Tips
При замене блока цилиндров используйте поршень с таким же номером, что и диаметр цилиндра, указанный на новом блоке цилиндров.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки Параметр / Устройство Номинальное значение Поршневое кольцо № 1 0,060 - 0,100 мм (0,0024 - 0,0039 дюйма) Поршневое кольцо № 2 0,050 - 0,095 мм (0,0020 - 0,0037 дюйма) Маслосъемное кольцо 0,030 - 0,075 мм (0,0012 - 0,0027 дюйма) Если результат не соответствует заданному, замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 120 мм (4,72 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Номинальное значение Поршневое кольцо № 1 0,24 - 0,34 мм (0,00945 - 0,0139 дюйма) Поршневое кольцо № 2 0,47–0,62 мм (0,0185–0,0244 дюйма) Маслосъемное кольцо 0,20-0,40 мм (0,00787-0,0157 дюйма) Максимальный зазор разреза Параметр / Устройство Номинальное значение Поршневое кольцо № 1 1,21 мм (0,0476 дюйма) Поршневое кольцо № 2 1,44 мм (0,0567 дюйма) Маслосъемное кольцо 1,22 мм (0,0480 дюйма) Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо.
Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, расточите все 4 цилиндров или замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
-
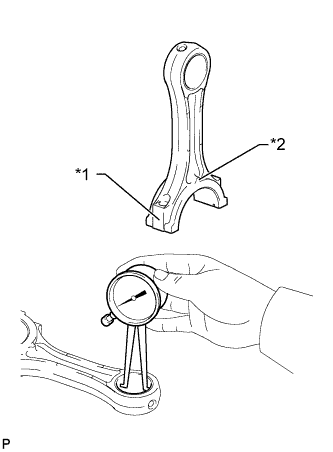
Обозначения на рисунке *1 Метка внутреннего диаметра втулки шатуна A, B или C *2 Метка передней стороны С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
Номинальный внутренний диаметр втулки Параметр / Устройство Заданные условия Метка A 34,012 - 34,016 мм (1,3390 - 1,3392 дюйма) Метка B 34,016 - 34,020 мм (1,3392 - 1,3394 дюйма) Метка C 34,020 - 34,024 мм (1,3394 - 1,3395 дюйма) -
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
Номинальный масляный зазор 0,012 - 0,020 мм (0,00047 - 0,00088 дюйма) Максимальный допустимый масляный зазор 0,03 мм (0,01 дюйма) Если масляный зазор превышает максимально допустимое значение, замените шатун в сборе.
При необходимости замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
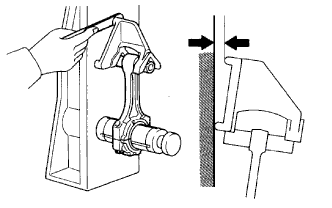
Проверьте изгиб шатуна.
Максимально допустимый изгиб 0,03 мм (0,0012 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
Проверьте скручивание шатуна.
Максимально допустимое скручивание 0,15 мм (0,0059 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
-
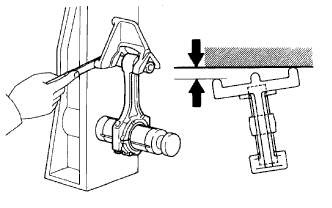
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
Обозначения на рисунке *1 Часть, испытывающая напряжение С помощью штангенциркуля измерьте диаметр напряженной части болта.
Номинальный диаметр 8,5 - 8,6 мм (0,3346 - 0,3385 дюйма) Минимально допустимый диаметр 8,3 мм (0,3268 дюйма) Если диаметр меньше минимально допустимого, замените болт шатуна.
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Проверьте радиальное биение.
-
Установите коленчатый вал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,0012 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
Проверьте коренные шейки и шатунные шейки.
-
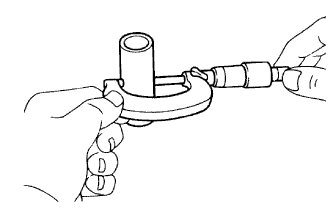
Микрометром измерьте диаметр каждой коренной шейки и каждой шатунной шейки.
Номинальный диаметр коренной шейки Параметр / Устройство Номинальное значение Метка 1 69,994 - 70,000 мм (2,7557 - 2,7559 дюйма) Метка 2 69,988 - 69,994 мм (2,7554 - 2,7557 дюйма) Метка 3 69,982 - 69,988 мм (2,7552 - 2,7554 дюйма) U/S 0,25 69,745 - 69,755 мм (2,7459 - 2,7463 дюйма) U/S 0,50 69,495 - 69,505 мм (2,7360 - 2,7364 дюйма) Номинальный диаметр шатунной шейки Параметр / Устройство Номинальное значение Метка 1 58,994-59,000 мм (2,3226-2,3228 дюйма) Метка 2 58,988-58,994 мм (2,3224-2,3226 дюйма) Метка 3 58,982-58,988 мм (2,3221-2,3224 дюйма) U/S 0,25 58,745 - 58,755 мм (2,3128 - 2,3132 дюйма) U/S 0,50 58,495 - 58,505 мм (2,3029 - 2,3033 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор шатуна (см. стр. Click here) и масляный зазор коленчатого вала (см. стр. Click here). При необходимости отшлифуйте или замените коленчатый вал.
-
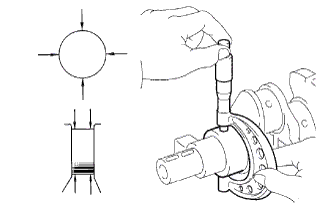
Для каждой коренной и для каждой шатунной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,0008 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
При необходимости отшлифуйте и притрите коренные шейки и/или шатунные шейки.
-
Отшлифуйте и притрите коренные шейки и/или шатунные шейки до окончательного уменьшенного диаметра (см. процедуры выше).
-
Установите новые подшипники уменьшенного размера коренных шеек и/или шатунных шеек.
-
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
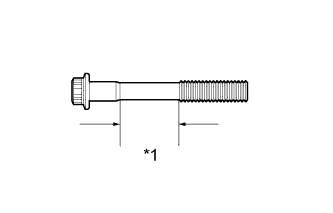
Обозначения на рисунке *1 Диапазон измерений С помощью штангенциркуля измерьте диаметр установочного болта крышки подшипника коленчатого вала в зоне измерения.
Номинальный диаметр 13,5 - 14,0 мм (0,5315 - 0,5512 дюйма) Минимально допустимый диаметр 12,6 мм (0,4961 дюйма) Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
-