ПЕРЕДНЯЯ ЧАСТЬ БОКОВОГО ЗАЩИТНОГО БРУСА (для типа A) ЗАМЕНА УЗЛОВ
При снятых стыкуемых сменных частях бокового кронштейна радиатора и переднего фартука переднего крыла.
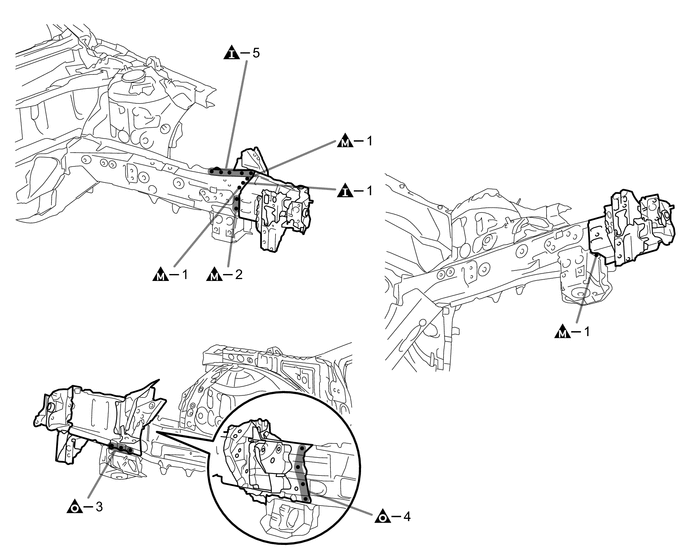
СНЯТИЕ
Значения символов

Точки сварки при снятии

Точки сварки при снятии

Точки сварки при снятии
Никогда не сваривайте встык и не производите ремонт с применением нагрева, поскольку тепло снижает прочность участков, где используется сверхвысокопрочная сталь (см. введение).
УСТАНОВКА
Значения символов

Точечная сварка

Сварка электрозаклепкой

Сварка электрозаклепкой

Сварка электрозаклепкой
Установите не закрепляя новые детали и измерьте необходимые размеры в соответствии со схемой измерений (См. размеры кузова.)
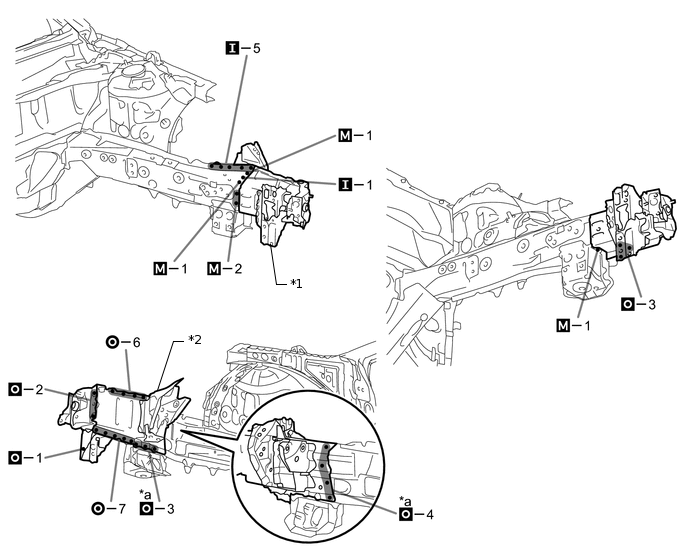
*1
КРОНШТЕЙН ПЕРЕДНЕГО БОКОВОГО ЗАЩИТНОГО БРУСА В СБОРЕ
*2
КРОНШТЕЙН ОПОРЫ КУЗОВА № 2 В СБОРЕ
*a
Точка сварки стали сверхвысокой прочности
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели).
При сваривании 2 панелей, в том числе из сверхвысокопрочной стали 980 МПа.
*a: Сварка электрозаклепками
Диаметр электрозаклепки
10 мм (0,39 дюйма)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
После нанесения верхнего слоя покрытия нанесите антикоррозийное средство на сварные точки несущих рабочую нагрузку швов замкнутого профиля с внутренней стороны панели.