БЛОК ЦИЛИНДРОВ ПРОВЕРКА
ПОРЯДОК ВЫПОЛНЕНИЯ
ПРОВЕРЬТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
Убедитесь в отсутствии трещин, царапин и других повреждений.
Проверьте важные части на наличие дефектов методом цветной дефектоскопии.
Убедитесь, что на поверхностях присоединения прокладок нет следов утечек газа и воды.
Проверьте каналы для масла на наличие засорений.
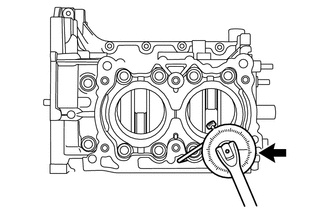
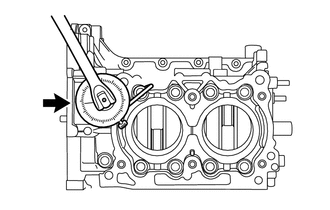
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности, контактирующей с головкой блока цилиндров.
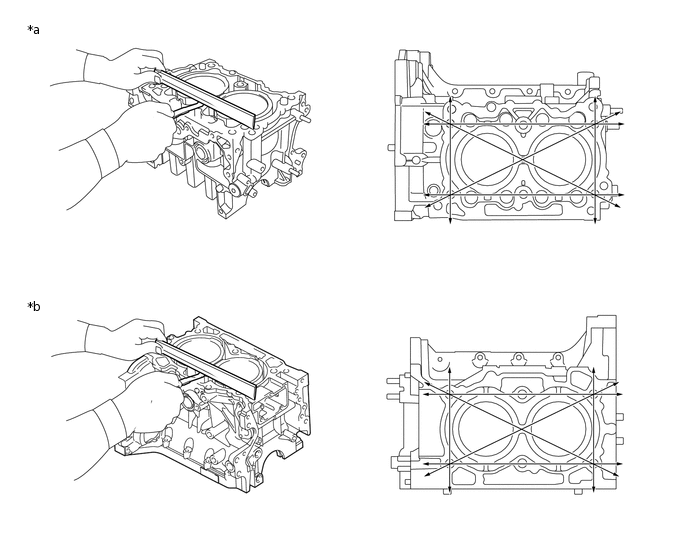
Table 1. Обозначения на рисунке *a
для ряда 1
*b
для ряда 2
Максимально допустимая величина коробления
0,025 мм (0,00098 дюйма)
Если коробление превышает максимально допустимую величину, подправьте поверхность, отшлифовав ее, или замените блок цилиндров.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Минимально допустимая высота блока цилиндров
204,9 мм (8,067 дюйма)
Номинальная высота блока цилиндров
205,0 мм (8,071 дюйма)
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
С помощью нутромера измерьте диаметр цилиндра в местах, показанных на рисунке, и проверьте конусность и овальность.
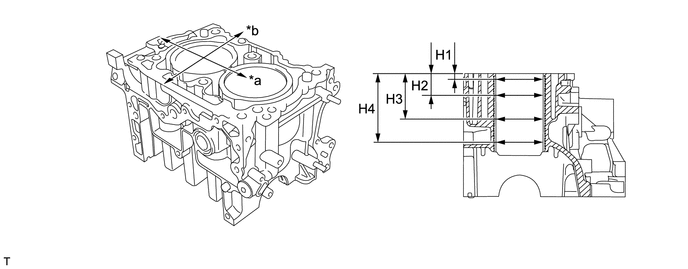
Table 2. Обозначения на рисунке *a
Направление поршневого пальца
*b
Направление тяги
Table 3. Номинальное значение/Номинальный режим Сторона отверстия цилиндра A
86,005 - 86,015 мм (3,38602 - 3,38641 дюйма)
Сторона отверстия цилиндра B
85,995 - 86,005 мм (3,38562 - 3,38602 дюйма)
Table 4. Максимальное значение Конусность
0,030 мм (0,00118 дюйма)
Овальность
0,030 мм (0,00118 дюйма)
Table 5. Расположение H1
10,0 мм (0,394 дюйма)
H2
45,0 мм (1,772 дюйма)
H3
80,0 мм (3,150 дюйма)
H4
105,0 мм (4,134 дюйма)
Если результат не соответствует требованиям, выполните расточку и притирку или замените блок цилиндров и поршень в комплекте.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Измерьте внутренний диаметр каждого цилиндра в осевом направлении и направлении поршневого пальца на высоте, показанной на рисунке.
-
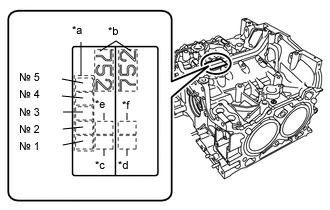
Диаметр цилиндра штампуется на верхней поверхности блока цилиндров.
Table 6. Обозначения на рисунке *a
Метка размера коренной шейки
*b
Комбинированная метка блоков цилиндров (для ряда 1 / ряда 2)
*c
Метка диаметра цилиндра № 1
*d
Метка диаметра цилиндра № 2
*e
Метка диаметра цилиндра № 3
*f
Метка диаметра цилиндра № 4
ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ
-
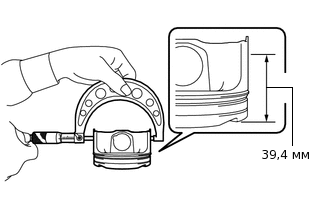
С помощью микрометра измерьте диаметр поршня под прямыми углами к отверстию поршневого пальца, а также на расстоянии 39,4 мм (1,551 дюйма) от головки поршня.
Table 7. Стандартная Марка A
85,985 - 85,995 мм (3,38523 - 3,38562 дюйма)
Марка B
85,975 - 85,985 мм (3,38484 - 3,38523 дюйма)
С размером на 0,25 мм (0,0098 дюйма) больше номинальной
86,225 - 86,245 мм (3,39468 - 3,39547 дюйма)
0,50 мм (0,0197 дюйма) больше номинальной
86,475 - 86,495 мм (3,40452 - 3,40531 дюйма)
Если результат не соответствует заданному, замените поршень.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Измерьте наружный диаметр каждого поршня в осевом направлении на высоте, показанной на рисунке.
Поршни стандартного размера разделяются на 2 марки: "A" и "B". Эти марки следует использовать как ориентиры при выборе номинального диаметра поршня.
В случае замены поршня проверьте масляный зазор поршня и подберите подходящий диаметр поршня.
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор
0,010 - 0,030 мм (0,00039 - 0,00118 дюйма)
Tip:Масляный зазор = максимальный диаметр цилиндра - диаметр поршня
Если результат не соответствует требованиям, выполните расточку и притирку или замените блок цилиндров и поршень в комплекте.
ОТРЕМОНТИРУЙТЕ ГИЛЬЗУ ЦИЛИНДРА
Если внутренний диаметр, конусность, овальность или масляный зазор поршня находится за пределами номинального диапазона, либо на гильзе цилиндра имеются какие-либо следы повреждения, расточите гильзу, чтобы заменить поршень на поршень увеличенного размера.
Максимально допустимый диаметр гильзы цилиндра
86,505 мм (3,40570 дюйма)
Если после расточки и притирки внутренний диаметр гильзы цилиндра превышает максимально допустимую величину, замените блок цилиндров и поршень в комплекте.
Tip:Если какая-либо из гильз цилиндров нуждается в расточке, необходимо произвести расточку всех остальных цилиндров и заменить поршни на поршни увеличенного размера.
Непосредственно после расточки внутренний диаметр гильзы цилиндра может отличаться от фактической величины из-за высокой температуры. Поэтому прежде чем измерять внутренний диаметр гильзы цилиндра, подождите, пока она охладится до нормальной температуры 20°C (68°F).
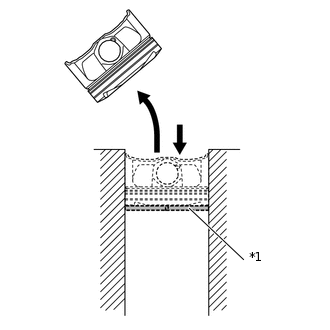
ПРОВЕРЬТЕ ПОРШЕНЬ ВМЕСТЕ С ПАЛЬЦЕМ
Проверьте поршень и поршневой палец на износ и наличие трещин.
Проверьте пружинное стопорное кольцо отверстия под поршневой палец на износ и деформацию.
Проверьте, не повреждена ли канавка поршневого кольца.
-
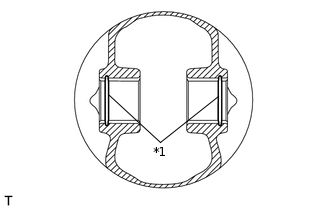
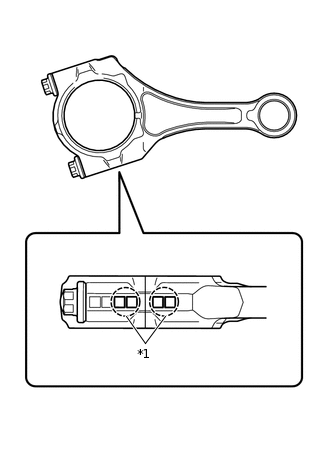
Проверьте канавку пружинного стопорного кольца отверстия под поршневой палец на наличие заусенцев.
Table 8. Обозначения на рисунке *1
Канавка стопорного кольца поршневого пальца
В случае обнаружения заусенцев удалите их из канавки.
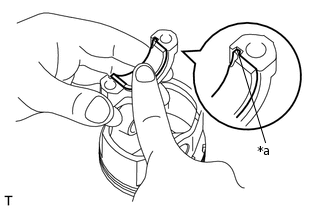
Проверьте, проталкивается ли поршневой палец в отверстие под поршневой палец большим пальцем.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
ПРОВЕРЬТЕ МАЛУЮ ОКОНЕЧНУЮ ВТУЛКУ ШАТУНА
Проверьте, не повреждена ли втулка малой головки шатуна.
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
-
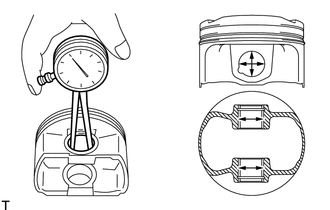
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Измерьте внутренний диаметр отверстия под поршневой палец в 4 местах, показанных на рисунке, и определите максимальное значение.
Запишите измеренное значение.
-
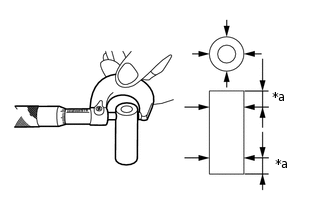
Микрометром измерьте внешний диаметр поршневого пальца.
Table 9. Обозначения на рисунке *a
10,0 мм (0,394 дюйма)
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Измерьте наружный диаметр поршневого пальца в 4 местах, показанных на рисунке, и определите минимальное значение.
Запишите измеренное значение.
-
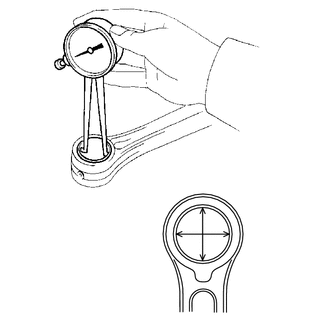
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малой головки шатуна.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Измерьте внутренний диаметр втулки в 4 местах, показанных на рисунке, и определите минимальное значение.
Запишите измеренное значение.
Рассчитайте зазор между отверстием под поршневой палец и поршневым пальцем.
Номинальный масляный зазор
0,004 - 0,008 мм (0,00016 - 0,00031 дюйма)
Если зазор между отверстием под поршневой палец и поршневым пальцем превышает максимально допустимую величину, замените поршень и поршневой палец в комплекте.
Tip:Масляный зазор = внутренний диаметр отверстия под поршневой палец - наружный диаметр поршневого пальца
Рассчитайте зазор между поршневым пальцем и втулкой малой головки шатуна.
Номинальный масляный зазор
0,006 - 0,026 мм (0,00024 - 0,00102 дюйма)
Если зазор между поршневым пальцем и втулкой малой головки шатуна превышает максимально допустимую величину, замените шатун и поршневой палец в комплекте.
Tip:Масляный зазор = внутренний диаметр малой головки шатуна - наружный диаметр поршневого пальца
-
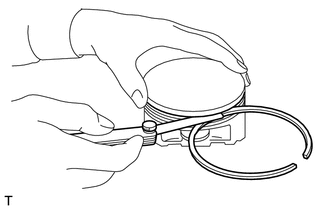
ПРОВЕРЬТЕ ПОРШНЕВОЕ КОЛЬЦО
Убедитесь, что поршневое кольцо не сломано и не повреждено.
Если поршневое кольцо сломано или повреждено, замените его новым.
Tip:Подберите поршневое кольцо с таким же размером, как у поршня, который будет использоваться.
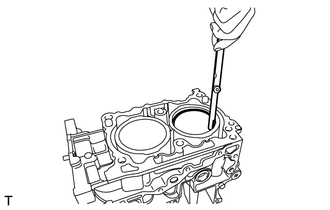
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Используя поршень, вставьте поршневое кольцо в цилиндр.
Tip:Проталкивайте поршневое кольцо до тех пор, пока весь поршень не будет вставлен в цилиндр.
Table 10. Обозначения на рисунке *1
Поршневое кольцо
-
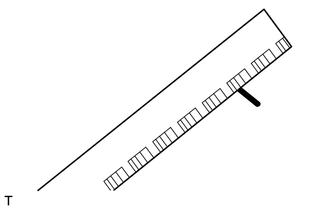
С помощью комплекта плоских щупов измерьте зазор разреза.
Table 11. Максимальный зазор разреза № 1
0,25 - 0,30 мм (0,00984 - 0,01181 дюйма)
№ 2
0,60 - 0,70 мм (0,02362 - 0,02756 дюйма)
Маслосъемное кольцо
0,10 - 0,35 мм (0,00394 - 0,01378 дюйма)
Если зазор разреза превышает максимально допустимую величину, замените поршневое кольцо новым.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Подберите поршневое кольцо с таким же размером, как у поршня, который будет использоваться.
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между поршневым кольцом и стенкой канавки кольца.
Table 12. Максимально допустимый зазор № 1
0,030–0,080 мм (0,00118–0,00315 дюйма)
№ 2
0,030-0,070 мм (0,00118-0,00276 дюйма)
Если зазор превышает указанный максимально допустимый, замените поршневое кольцо новым.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Прежде чем измерять зазор, очистите канавку поршневого кольца и поршневое кольцо.
При замене поршня используйте поршневое кольцо такого же размера.
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
Убедитесь, что упорные поверхности малой и большой головок не повреждены.
Проверьте подшипник шатуна в сборе на наличие задиров, отслоений, заедания, оплавления, следов износа и т.д.
-
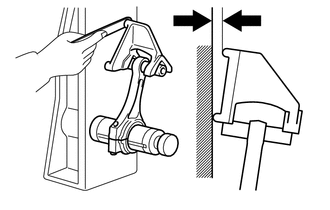
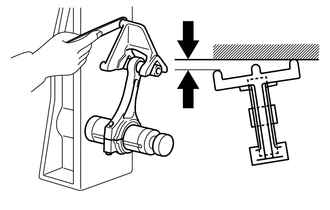
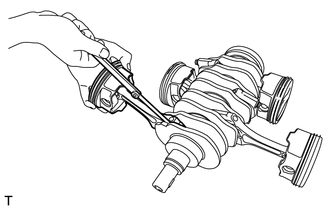
С помощью устройства для проверки кривизны шатуна и комплекта плоских щупов проверьте изгиб шатуна в сборе.
Максимально допустимый изгиб
0,10 мм (0,0039 дюйма) на 100 мм (3,937 дюйма) по длине
Если изгиб превышает максимально допустимую величину, замените шатун в сборе новым.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
-
С помощью устройства для проверки кривизны шатуна и комплекта плоских щупов проверьте скручивание шатуна в сборе.
Максимально допустимое скручивание
0,10 мм (0,0039 дюйма) на 100 мм (3,937 дюйма) по длине
Если скручивание превышает максимально допустимую величину, замените шатун в сборе новым.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
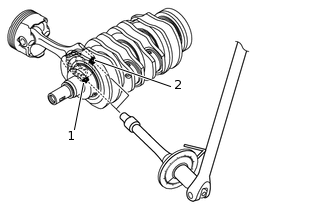
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
Очистите шатунные подшипники и шатунные шейки, и нанесите моторное масло на шатунные шейки. <*1>
-
Выровняйте захват и закрепите подшипник шатуна на шатуне.
Table 13. Обозначения на рисунке *a
Захват
-
Проверьте сборочные метки и установите шатун, крышку шатуна и болты крышки шатуна.
Table 14. Обозначения на рисунке *1
Сборочная метка
-
Tip:
Измерения следует выполнять при температуре 20°C (68°F).
Каждый шатун имеет свою собственную крышку. Проверьте их сборочные метки и убедитесь, что детали собраны правильно.
Нанесите моторное масло на резьбу болтов крышки шатуна.
-
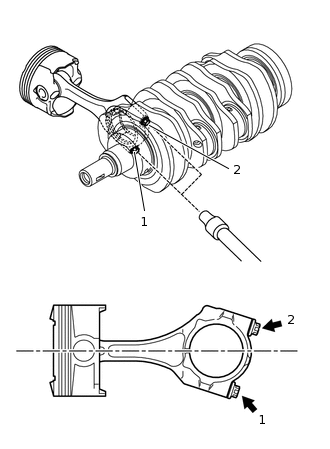
С помощью торцевого ключа с головкой "TORX" E14 затяните 2 болта крышки шатуна в порядке, показанном на рисунке.
10 Н*м
102 кгс*см
7 фунт-сила-футов
Note:Надежно зафиксируйте коленчатый вал во время работы.
Соблюдайте осторожность, чтобы не повредить коленчатый вал при его закреплении.
Затяните 2 болта крышки шатуна в таком же порядке, как выше. <*2>
25 Н*м
255 кгс*см
18 фунт-сила-футов
Note:Надежно зафиксируйте коленчатый вал во время работы.
Соблюдайте осторожность, чтобы не повредить коленчатый вал при его закреплении.
< в работ с*1> в сборе<Установите *2>, № 2, № и № 3 4 поршня с шатунами.
-
С помощью торцевого ключа с головкой "TORX" E14 и прибора для измерения углов затяните болты крышек шатунов для поршней с № 1 по № 4 с шатунами еще на 92,5°.
Note:Надежно зафиксируйте коленчатый вал во время работы.
Соблюдайте осторожность, чтобы не повредить коленчатый вал при его закреплении.
-
С помощью комплекта плоских щупов измерьте осевой зазор для каждого шатуна.
Номинальный осевой зазор
0,070 - 0,330 мм (0,00276 - 0,01299 дюйма)
Если зазор находится вне пределов номинального диапазона, замените шатун.
Tip:Измерьте осевой зазор для каждого шатуна в нескольких местах и замените шатун при наличии неравномерного износа.
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
Очистите шатунные подшипники и шатунные шейки, и нанесите моторное масло на шатунные шейки. <*1>
Установите подшипник шатуна на шатун и крышку подшипника шатуна.
-
Наложите полоску сминаемого пластичного калибра (Plastigage) поперек шатунной шейки и установите шатун и крышку шатуна с 2 болтами крышки шатуна, предварительно проверив сборочные метки.
Table 15. Обозначения на рисунке *1
Сборочная метка
Tip:Измерения следует выполнять при температуре 20°C (68°F).
Каждый шатун имеет свою собственную крышку. Проверьте их сборочные метки и убедитесь, что детали собраны правильно.
Нанесите моторное масло на резьбу болтов крышки шатуна.
-
С помощью торцевого ключа с головкой "TORX" E14 затяните 2 болта крышки шатуна в порядке, показанном на рисунке.
10 Н*м
102 кгс*см
7 фунт-сила-футов
Note:Не поворачивайте коленчатый вал.
Надежно зафиксируйте коленчатый вал во время работы.
Соблюдайте осторожность, чтобы не повредить коленчатый вал при его закреплении.
Затяните 2 болта крышки шатуна в таком же порядке, как выше. <*2>
25 Н*м
255 кгс*см
18 фунт-сила-футов
Note:Не поворачивайте коленчатый вал.
Надежно зафиксируйте коленчатый вал во время работы.
Соблюдайте осторожность, чтобы не повредить коленчатый вал при его закреплении.
< в работ с*1> в сборе<Установите *2>, № 2, № и № 3 4 поршня с шатунами.
-
С помощью торцевого ключа с головкой "TORX" E14 и прибора для измерения углов затяните болты крышек шатунов для поршней с № 1 по № 4 с шатунами еще на 92,5°.
-
Снимите крышку шатуна и измерьте размер сминаемого пластичного калибра в самом широком месте.
Номинальный масляный зазор
0,025 - 0,055 мм (0,00098 - 0,00217 дюйма)
Note:Полностью удалите сминаемый пластичный калибр (Plastigage) по окончании проверки.
Если масляный зазор превышает максимально допустимую величину, замените подшипники.
Tip:В случае замены шатунного подшипника измерьте наружный диаметр шатунной шейки с помощью микрометра и подберите шатунный подшипник подходящего размера.
Table 16. Стандартн. Подшипник
Размер подшипника (толщина в центре)
Наружный диаметр шатунной шейки
Номинальное значение/Номинальный режим
1,492 - 1,508 мм (0,05874 - 0,05937 дюйма)
49,976 - 50,000 мм (1,96756 - 1,96850 дюйма)
На 0,03 мм (0,0012 дюйма) меньше номинальной
1,511 - 1,515 мм (0,05949 - 0,05965 дюйма)
49,946 - 49,970 мм (1,96637 - 1,96732 дюйма)
0,05 мм (0,0020 дюйма) меньше номинальной
1,521 - 1,525 мм (0,05988 - 0,06004 дюйма)
49,926 - 49,950 мм (1,96559 - 1,96653 дюйма)
0,25 мм (0,0098 дюйма) меньше номинальной
1,621 - 1,625 мм (0,06382 - 0,06398 дюйма)
49,726 - 49,750 мм (1,95771 - 1,95866 дюйма)
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
Проверьте важные части на наличие дефектов методом цветной дефектоскопии.
-
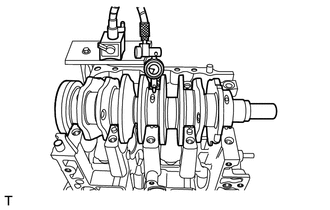
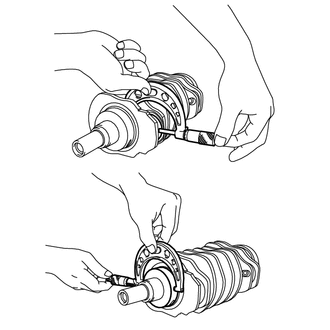
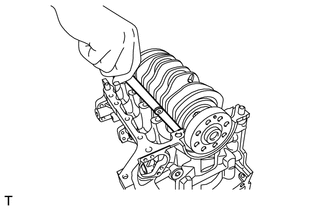
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение
0,035 мм (0,00138 дюйма)
Если радиальное биение превышает максимально допустимую величину, выполните правку коленчатого вала путем шлифования или замените его.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
При отсутствии подходящей V-образной призмы поместите коленчатый вал на блок цилиндров, используя только подшипники коленчатого вала № 1 и № 5 на блоке цилиндров. Затем измерьте биение коленчатого вала с помощью индикатора часового типа.
-
С помощью микрометра проверьте наружный диаметр шейки коленчатого вала, а также конусность и овальность шатунной шейки.
Table 17. Максимальные значения (шатунная шейка) Конусность
0,006 мм (0,00024 дюйма)
Овальность
0,005 мм (0,00020 дюйма)
Table 18. Максимальные значения (шейка коленчатого вала) Конусность
0,006 мм (0,00024 дюйма)
Овальность
0,005 мм (0,00020 дюйма)
Table 19. Минимально допустимый диаметр Штырь
49,726 мм (1,95771 дюйма)
Шейка
67,735 мм (2,66673 дюйма)
Если конусность или овальность превышает максимально допустимую величину, замените шатунный подшипник или подшипник коленчатого вала и выполните правку коленчатого вала путем шлифования или замените его в случае необходимости.
Tip:Измерения следует выполнять при температуре 20°C (68°F).
В случае замены шатунного подшипника или подшипника коленчатого вала подберите шатунный подшипник или подшипник коленчатого вала подходящего размера.
В случае правки коленчатого вала или шатунной шейки шлифованием обработайте деталь до надлежащих размеров, как показано в таблице ниже, в соответствии с подшипником уменьшенного размера, который будет использоваться.
Table 20. Номинальная Подшипник
Толщина шатунного подшипника (в центре)
Наружный диаметр шатунной шейки
Толщина подшипника коленчатого вала (в центре)
Диаметр шейки коленчатого вала
№ 1 - № 4
№ 5
Номинальное значение/Номинальный режим
1,492 - 1,508 мм (0,05874 - 0,05937 дюйма)
49,976 - 50,000 мм (1,96756 - 1,96850 дюйма)
2,498 - 2,513 мм (0,09835 - 0,09894 дюйма)
2,496 - 2,511 мм (0,09827 - 0,09886 дюйма)
67,985 - 68,003 мм (2,67657 - 2,67728 дюйма)
На 0,03 мм (0,0012 дюйма) меньше номинальной
1,511 - 1,515 мм (0,05949 - 0,05965 дюйма)
49,946 - 49,970 мм (1,96637 - 1,96734 дюйма)
2,519 - 2,522 мм (0,09917 - 0,09929 дюйма)
2,517 - 2,520 мм (0,09909 - 0,09921 дюйма)
67,955 - 67,979 мм (2,67539 - 2,67633 дюйма)
0,05 мм (0,0020 дюйма) меньше номинальной
1,521 - 1,525 мм (0,05988 - 0,06004 дюйма)
49,926 - 49,950 мм (1,96559 - 1,96653 дюйма)
2,529 - 2,532 мм (0,09957 - 0,09968 дюйма)
2,527 - 2,530 мм (0,09949 - 0,09961 дюйма)
67,935 - 67,959 мм (2,67460 - 2,67555 дюйма)
0,25 мм (0,0098 дюйма) меньше номинальной
1,621 - 1,625 мм (0,06382 - 0,06398 дюйма)
49,726 - 49,750 мм (1,95771 - 1,95866 дюйма)
2,629 - 2,632 мм (0,10350 - 0,10362 дюйма)
2,627 - 2,630 мм (0,10342 - 0,10354 дюйма)
67,735 - 67,759 мм (2,66673 - 2,66767 дюйма)
ПРОВЕРЬТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
Проверьте подшипник коленчатого вала на наличие задиров, отслоений, заедания, оплавления, следов износа и т.д.
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
С помощью комплекта плоских щупов проверьте осевой зазор коленчатого вала у подшипника коленчатого вала № 5.
Номинальный зазор
0,130 - 0,308 мм (0,00512 - 0,01213 дюйма)
Если осевой зазор находится вне номинального диапазона, замените подшипник коленчатого вала № 5.
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
Удалите остатки герметика с блока цилиндров.
Очистите подшипники коленчатого вала и шейки коленчатого вала.
-
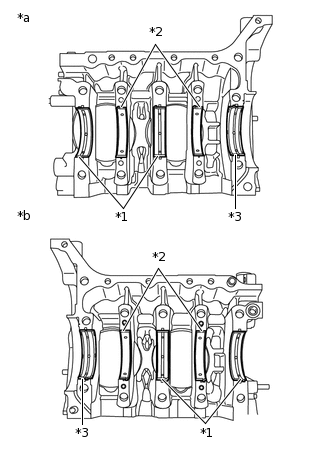
Закрепите подшипники коленчатого вала на блоке цилиндров.
Note:Соблюдайте осторожность, чтобы не повредить сопрягаемую поверхность блока цилиндров.
Подшипники № 1 и № 3 отличаются по форме от подшипников № 2 и № 4. Закрепляйте их надлежащим образом.
Table 21. Обозначения на рисунке *1
Подшипники коленчатого вала № 1 и № 3 (с канавками)
*2
Подшипники коленчатого вала № 2 и № 4 (без канавок)
*3
Подшипники коленчатого вала № 5
*a
для ряда 1
*b
для ряда 2
Установите коленчатый вал в блок цилиндров.
Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
Поместите блок цилиндров (для ряда 1) на блок цилиндров (для ряда 2).
Нанесите моторное масло на шайбы и резьбу болтов блока цилиндров.
Note:Во избежание попадания моторного масла в водяную рубашку не наносите большое количество масла.
-
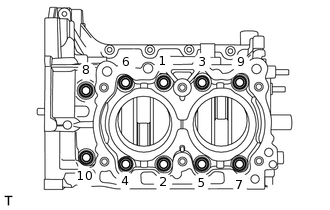
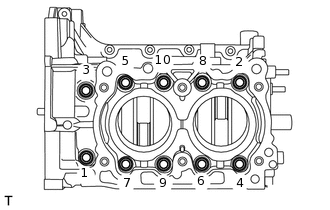
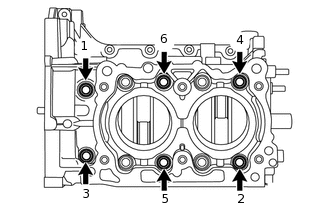
Используя торцевой ключ с головкой 12 мм, затяните 10 болтов в порядке, показанном на рисунке.
35 Н*м
357 кгс*см
26 фунт-сила-футов
Note:При затяжке болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
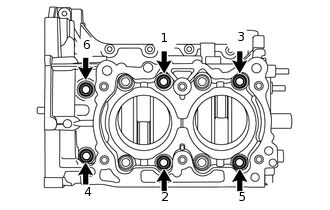
Используя торцевой ключ с головкой 12 мм, ослабьте 10 болтов на 180° в порядке, показанном на рисунке.
Note:При ослаблении болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
Используя торцевой ключ с головкой 12 мм, затяните 10 болтов в порядке, показанном на рисунке.
35 Н*м
357 кгс*см
26 фунт-сила-футов
Note:При затяжке болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
Используя торцевой ключ с головкой 12 мм, ослабьте 4 болта на 180° в порядке, показанном на рисунке.
Note:При ослаблении болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
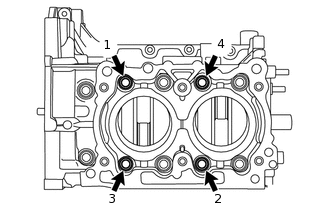
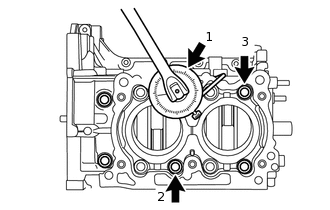
Используя торцевой ключ с головкой 12 мм, затяните 4 болта в порядке, показанном на рисунке.
17 Н*м
173 кгс*см
13 фунт-сила-футов
Note:При затяжке болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
Используя торцевой ключ с головкой 12 мм и прибор для измерения углов, затяните 4 болта еще на 60° в порядке, показанном на рисунке.
Note:При затяжке болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
Используя торцевой ключ с головкой 12 мм, ослабьте 6 болтов на 180° в порядке, показанном на рисунке.
Note:При ослаблении болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
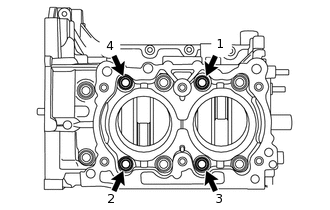
Используя торцевой ключ с головкой 12 мм, затяните 6 болтов в порядке, показанном на рисунке.
17 Н*м
173 кгс*см
13 фунт-сила-футов
Note:При затяжке болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
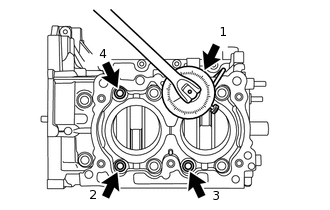
Используя торцевой ключ с головкой 12 мм и прибор для измерения углов, затяните 3 болтов еще на 60° в порядке, показанном на рисунке.
Note:При затяжке болтов зафиксируйте блок цилиндров (для ряда 2), не фиксируя блок цилиндров (для ряда 1), чтобы обеспечить точную стыковку блоков цилиндров.
-
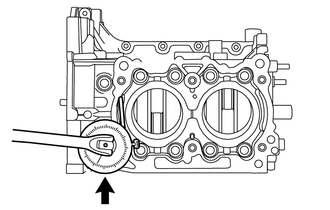
Используя торцевой ключ с головкой 12 мм и прибор для измерения углов, затяните болт, показанный на рисунке, еще на 80°.
-
Используя торцевой ключ с головкой 12 мм и прибор для измерения углов, затяните болт, показанный на рисунке, еще на 60°.
-
Используя торцевой ключ с головкой 12 мм и прибор для измерения углов, затяните болт, показанный на рисунке, еще на 80°.
-
Используя торцевой ключ с головкой 12 мм, ослабьте 10 болтов на 180° в порядке, показанном на рисунке.
Выверните 10 болтов и снимите блок цилиндров (для ряда 1).
Note:Незначительно поднимите блок цилиндров (для ряда 1) и убедитесь, что коленчатый вал остается на блоке цилиндров (для ряда 2). При неосторожном подъеме блока цилиндров (для ряда 1) в процессе отсоединения можно уронить коленчатый вал, так как он может быть прихвачен блоком цилиндров (для ряда 1).
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный зазор
0,013 - 0,031 мм (0,00051 - 0,00122 дюйма)
Если зазор не попадает в номинальный диапазон, замените подшипник коленчатого вала и выполните правку коленчатого вала путем шлифования или замените его в случае необходимости.
Note:Полностью удалите сминаемый пластичный калибр (Plastigage) по окончании проверки.
Tip:В случае замены шатунного подшипника или подшипника коленчатого вала подберите шатунный подшипник или подшипник коленчатого вала подходящего размера.
В случае правки коленчатого вала или шатунной шейки шлифованием обработайте деталь до надлежащих размеров, как показано в таблице ниже, в соответствии с подшипником уменьшенного размера, который будет использоваться.
Table 22. Номинальная Подшипник
Толщина шатунного подшипника (в центре)
Наружный диаметр шатунной шейки
Толщина подшипника коленчатого вала (в центре)
Диаметр шейки коленчатого вала
№ 1 - № 4
№ 5
Номинальное значение/Номинальный режим
1,492 - 1,508 мм (0,05874 - 0,05937 дюйма)
49,976 - 50,000 мм (1,96756 - 1,96850 дюйма)
2,498 - 2,513 мм (0,09835 - 0,09894 дюйма)
2,496 - 2,511 мм (0,09827 - 0,09886 дюйма)
67,985 - 68,003 мм (2,67657 - 2,67728 дюйма)
На 0,03 мм (0,0012 дюйма) меньше номинальной
1,511 - 1,515 мм (0,05949 - 0,05965 дюйма)
49,946 - 49,970 мм (1,96637 - 1,96734 дюйма)
2,519 - 2,522 мм (0,09917 - 0,09929 дюйма)
2,517 - 2,520 мм (0,09909 - 0,09921 дюйма)
67,955 - 67,979 мм (2,67539 - 2,67633 дюйма)
0,05 мм (0,0020 дюйма) меньше номинальной
1,521 - 1,525 мм (0,05988 - 0,06004 дюйма)
49,926 - 49,950 мм (1,96559 - 1,96653 дюйма)
2,529 - 2,532 мм (0,09957 - 0,09968 дюйма)
2,527 - 2,530 мм (0,09949 - 0,09961 дюйма)
67,935 - 67,959 мм (2,67460 - 2,67555 дюйма)
0,25 мм (0,0098 дюйма) меньше номинальной
1,621 - 1,625 мм (0,06382 - 0,06398 дюйма)
49,726 - 49,750 мм (1,95771 - 1,95866 дюйма)
2,629 - 2,632 мм (0,10350 - 0,10362 дюйма)
2,627 - 2,630 мм (0,10342 - 0,10354 дюйма)
67,735 - 67,759 мм (2,66673 - 2,66767 дюйма)