CYLINDER HEAD REPLACEMENT

PROCEDURE
-
REPLACE INTAKE VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to between 80 and 100°C (176 and 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
-
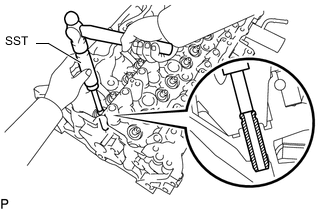
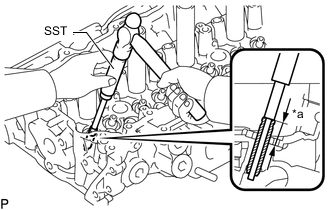
Using SST and a hammer, tap out the intake valve guide bush.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the intake valve guide bush bore diameter of the cylinder head sub-assembly.
Standard Intake Valve Guide Bush Bore Diameter 10.285 to 10.306 mm (0.405 to 0.406 in.) If the bush bore diameter of the cylinder head sub-assembly is between 10.335 to 10.356 mm (0.407 to 0.408 in.), proceed to the next step.
If the bush bore diameter of the cylinder head sub-assembly is more 10.356 mm (0.408 in.), replace the cylinder head sub-assembly.
-
Select a new intake valve guide bush (STD or O/S 0.05) and measure its diameter.
-
Machine the bush bore of the cylinder head sub-assembly to the diameter of the selected intake valve guide bush.
Bush Diameter Bush Size Specified Condition STD 10.333 to 10.344 mm (0.40681 to 0.40724 in.) O/S 0.05 10.383 to 10.394 mm (0.40878 to 0.40921 in.) Standard Bush Length 41.3 to 41.7 mm (1.63 to 1.64 in.) -
Heat the cylinder head sub-assembly to between 80 and 100°C (176 and 212°F).
-
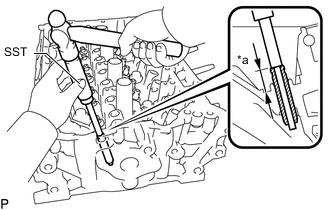
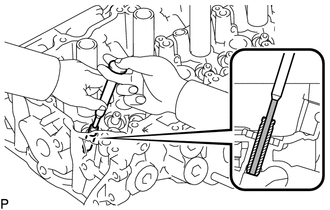
*a Protrusion Height Using SST and a hammer, tap in the selected intake valve guide bush.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard Protrusion Height 14.85 to 15.10 mm (0.585 to 0.594 in.) -
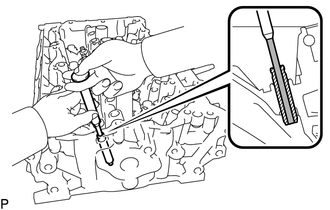
Using a sharp 5.5 mm reamer, ream the intake valve guide bush to obtain the standard oil clearance.
Standard Oil Clearance 0.025 to 0.060 mm (0.000984 to 0.00236 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to between 80 and 100°C (176 and 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
-
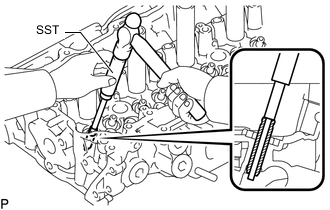
Using SST and a hammer, tap out the exhaust valve guide bush.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the exhaust valve guide bush bore diameter of the cylinder head sub-assembly.
Standard Exhaust Valve Guide Bush Bore Diameter 10.285 to 10.306 mm (0.405 to 0.406 in.) If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is between 10.335 to 10.356 mm (0.407 to 0.408 in.), proceed to the next step.
If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is more 10.356 mm (0.408 in.), replace the cylinder head sub-assembly.
-
Select a new exhaust valve guide bush (STD or O/S 0.05) and measure its diameter.
-
Machine the exhaust valve guide bush bore of the cylinder head sub-assembly to the diameter of the selected exhaust valve guide bush.
Bush Diameter Bush Size Specified Condition STD 10.333 to 10.344 mm (0.40681 in 0.40724 in.) O/S 0.05 10.383 to 10.394 mm (0.40878 to 0.40921 in.) Standard Bush Length 46.8 to 47.2 mm (1.84 to 1.86 in.) -
Heat the cylinder head sub-assembly to between 80 and 100°C (176 to 212°F).
-
*a Protrusion Height Using SST and a hammer, tap in the selected exhaust valve guide bush.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard Protrusion Height 19.25 to 19.50 mm (0.758 to 0.768 in.) -
Using a sharp 5.5 mm reamer, ream the exhaust valve guide bush to obtain the standard oil clearance.
Standard Oil Clearance 0.030 to 0.065 mm (0.00118 to 0.00256 in.)
-
-
REPLACE SPARK PLUG TUBE
Note
When using a new cylinder head sub-assembly, the spark plug tubes must be replaced.
-
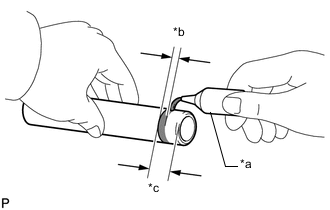
*a Adhesive *b Application Width *c Distance Apply adhesive to a new spark plug tube as shown in the illustration.
Adhesive Toyota Genuine Adhesive 1324, Three Bond 1324 or equivalent. Standard Application Width 1.0 to 3.0 mm (0.0394 to 0.118 in.) Distance 1.0 to 7.0 mm (0.0394 to 0.276 in.) Note
-
Install the spark plug tube within 3 minutes of applying adhesive.
-
Be careful not to deform the spark plug tube.
-
Do not expose the spark plug tube to engine oil for at least 1 hour after installing it.
-
-
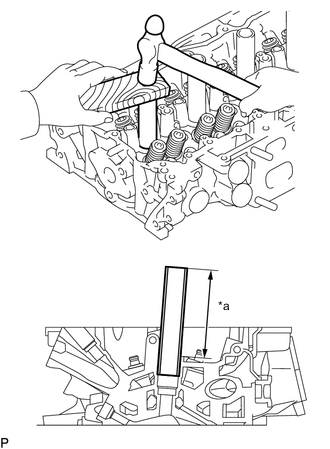
*a Protrusion Height Using a wooden block and hammer, tap in the spark plug tube to the specified protrusion height.
Standard Protrusion Height 112 mm (4.41 in.) Note
To avoid tapping in the spark plug tube too far, measure the protrusion height while tapping it.
-
-
REPLACE RING PIN
Tech Tips
It is not necessary to remove the ring pins unless they are being replaced.
-
Remove the 2 ring pins.
-
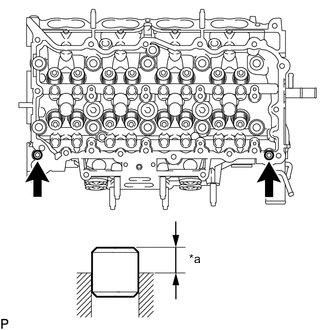
*a Protrusion Height Using a plastic hammer, tap in 2 new ring pins to the cylinder head sub-assembly.
Standard Protrusion Height 6.5 to 7.5 mm (0.256 to 0.295 in.)
-