БЛОК ДВИГАТЕЛЯ ЗАМЕНА
-
ЗАМЕНИТЕ САЛЬНИК КРЫШКИ ЦЕПНОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-

Поместите крышку цепного привода газораспределительного механизма на деревянные бруски.
-
Обернув конец отвертки изолентой, снимите сальник.
-
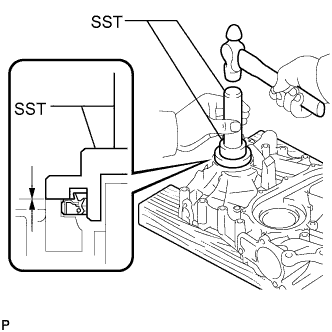
При помощи SST и молотка запрессуйте новый сальник так, чтобы его поверхность была заподлицо с краем крышки цепного привода газораспределительного механизма.
- SST
- 09223-75010
- 09950-70010 ( 09951-07150 )
Note
-
Не допускайте попадания на кромку посторонних материалов.
-
Не стучите по сальнику, направляя удары под углом.
Tech Tips
При установке шкива коленчатого вала проверьте форму шкива. Пригодный шкив имеет канавку (см. стр. Click here).
-
Нанесите тонкий слой универсальной консистентной смазки на кромку нового сальника.
-
-
ЗАМЕНИТЕ ЗАДНИЙ САЛЬНИК КОЛЕНЧАТОГО ВАЛА
-

Поместите стопор сальника на деревянные бруски.
-
С помощью отвертки с обернутым изолентой концом и молотка выбейте сальник.
-
Поместите стопор сальника на деревянные бруски.
-
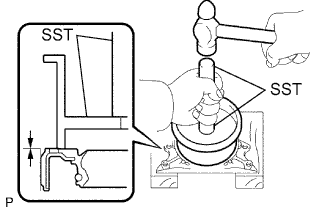
С помощью специального инструмента и молотка запрессуйте сальник так, чтобы его поверхность оказалась заподлицо с краем стопора сальника.
- SST
- 09223-15030
- 09950-70010 ( 09951-07150 )
Note
-
Не допускайте попадания на кромку посторонних материалов.
-
Не стучите по сальнику, направляя удары под углом.
-
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
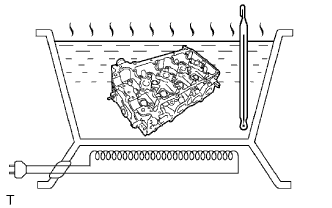
Нагрейте головку блока цилиндров до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
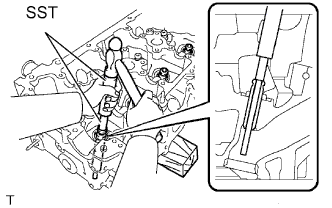
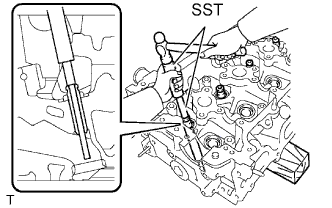
С помощью SST и молотка выбейте направляющую втулку.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
-
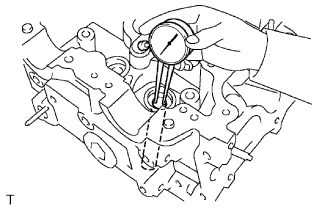
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия для втулки в головке блока цилиндров.
Номинальный диаметр цилиндра 10,285-10,306 мм (0,4049-0,4057 дюйма) -
Выберите новую направляющую втулку (номинальный или ремонтный 0,05).
Диаметр гнезда втулки Размер втулки 10,285 - 10,306 мм (0,4049 - 0,4057 дюйма) Используйте номинальный 10,335 - 10,356 мм (0,4069 - 0,4077 дюйма) Используйте ремонтный 0,05 Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,306 мм (0,4057 дюйма), проточите отверстие до 10,335-10,356 мм (0,4069-0,4077 дюйма), чтобы установить направляющую втулку клапана (ремонтный 0,05).
Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,356 мм (0,4077 дюйма), замените головку блока цилиндров.
-
Нагрейте головку блока цилиндров до температуры 80 – 100°C (176 – 212°F).
-
Поместите головку блока цилиндров на деревянные бруски.
-
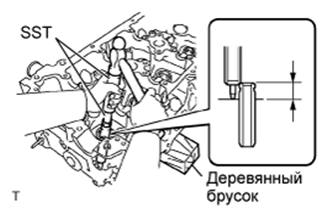
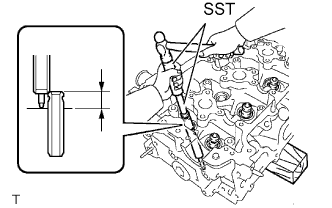
С помощью SST и молотка вбейте новую направляющую втулку клапана до достижения заданной высоты выступания.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
Высота выступания 9,8 - 10,2 мм (0,3858 - 0,4016 дюйма) -
Острой разверткой 5,5 мм разверните отверстие в направляющей втулке клапана, чтобы обеспечить номинальный зазор.
Номинальный масляный зазор 0,025 - 0,060 мм (0,0010 - 0,0023 дюйма)
-
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
Нагрейте головку блока цилиндров до температуры 80 – 100°C (176 – 212°F).
-
Установите головку блока цилиндров на деревянные бруски.
-
С помощью SST и молотка выбейте направляющую втулку.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
-
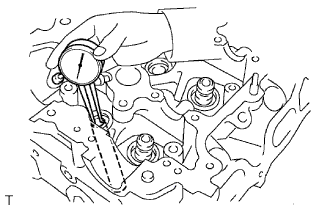
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия для втулки в головке блока цилиндров.
Номинальный диаметр цилиндра 10,285-10,306 мм (0,4049-0,4057 дюйма) -
Выберите новую направляющую втулку (номинальный или ремонтный 0,05).
Диаметр гнезда втулки Размер втулки 10,285 - 10,306 мм (0,4049 - 0,4057 дюйма) Используйте STD 10,335 - 10,356 мм (0,4069 - 0,4077 дюйма) Используйте O/S 0,05 Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,306 мм (0,4057 дюйма), проточите отверстие до 10,335-10,356 мм (0,4069-0,4077 дюйма), чтобы установить направляющую втулку клапана (ремонтный 0,05).
Если диаметр отверстия для втулки в головке блока цилиндров превышает 10,356 мм (0,4077 дюйма), замените головку блока цилиндров.
-
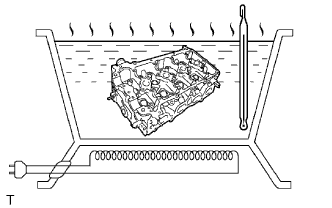
Нагрейте головку блока цилиндров до температуры 80 – 100°C (176 – 212°F).
-
Установите головку блока цилиндров на деревянные бруски.
-
С помощью SST и молотка вбейте новую направляющую втулку клапана до достижения заданной высоты выступания.
- SST
- 09201-01055
- 09950-70010 ( 09951-07100 )
Высота выступания 7,6 - 8,0 мм (0,2992 - 0,3150 дюйма) -
Острой разверткой 5,5 мм разверните отверстие в направляющей втулке клапана, чтобы обеспечить номинальный зазор.
Номинальный масляный зазор 0,030-0,065 мм (0,0012-0,0026 дюйма)
-
-
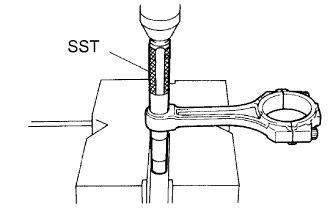
ЗАМЕНИТЕ МАЛУЮ ОКОНЕЧНУЮ ВТУЛКУ ШАТУНА
-
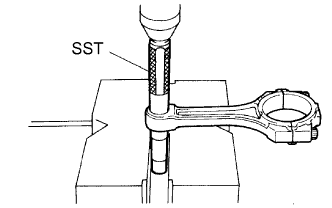
С помощью SST и пресса выпрессуйте втулку.
- SST
- 09222-30010
-
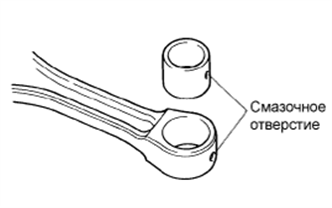
Совместите отверстия для заливки масла в новой втулке и шатуне.
-
С помощью SST и пресса запрессуйте втулку.
- SST
- 09222-30010
-
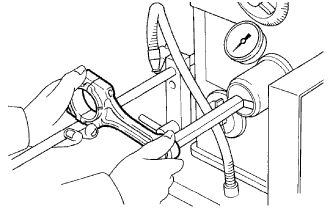
С помощью устройства для шлифовки отверстий малого диаметра обработайте втулку, чтобы получить номинальный требуемый зазор между втулкой и поршневым пальцем.
-
Проверьте посадку поршневого пальца при обычной комнатной температуре.
-
Покройте поршневой палец слоем моторного масла и вставьте в шатун, нажав на него большим пальцем.
-
-