БЛОК ДВИГАТЕЛЯ РЕМОНТ
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
Note
Не допускайте попадания на кромку посторонних материалов.
-

Нанесите на торец клапана тонкий слой берлинской лазури или свинцовых белил.
-
Слегка вдавите клапан в седло клапана.
-
Проверьте седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь видна по всему периметру конуса клапана (в пределах 360°), конус клапана концентричен. В противном случае замените клапан.
-
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла клапана совпадают. В противном следует повторно прошлифовать поверхность седла клапана.
-
Убедитесь в том, что седло контактирует с серединой торца клапана на ширине от 1,0 до 1,4 мм (0,039 - 0,055 дюйма).
-
-
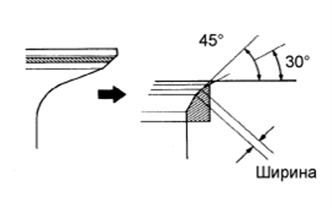
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 30° и 45°.
-

Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 60° и 45°.
-
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Проверьте положение притирки клапана.
-
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
Note
Не допускайте попадания на кромку посторонних материалов.
-
Нанесите на торец клапана тонкий слой берлинской лазури или свинцовых белил.
-
Слегка вдавите клапан в седло клапана.
-
Проверьте седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь видна по всему периметру конуса клапана (в пределах 360°), конус клапана концентричен. В противном случае замените клапан.
-
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла клапана совпадают. В противном следует повторно прошлифовать поверхность седла клапана.
-
Убедитесь в том, что седло контактирует с серединой торца клапана на ширине от 1,0 до 1,4 мм (0,039 - 0,055 дюйма).
-
-
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 30° и 45°.
-
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 60° и 45°.
-
Вручную со шлифовальной пастой притрите клапан с седлом клапана.
-
Проверьте положение притирки клапана.
-
-
ОТВЕРСТИЕ ЦИЛИНДРА
Tech Tips
-
Расточите все 4 цилиндра под наружный диаметр поршня ремонтного размера.
-
Замените все поршневые кольца кольцами, отвечающими поршням ремонтного размера.
-

Подготовьте 4 новых поршня ремонтного размера.
Ремонтный диаметр поршня 0,50 95,441 - 95,451 мм (3,7575 - 3,7579 дюйма) -
С помощью микрометра измерьте диаметр поршня под прямыми углами к осевой линии поршня на указанном расстоянии от конца поршня.
Номинальное расстояние 11,4 мм (0,449 дюйма) -
Рассчитайте требуемую величину расточки каждого цилиндра:
Размер расточки = P + C - H P = диаметр поршня C = зазор поршня: 0,019 - 0,052 мм (0,0007 - 0,0020 дюйма) H = допуск на притирку: 0,02 мм (0,0008 дюйма) или менее -
Расточите и притрите цилиндры в соответствии с рассчитанными размерами.
Максимальная притирка 0,02 мм (0,0008 дюйма) Note
Чрезмерная притирка вызовет нарушение созданной округлой формы.
-