ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА
ПОРЯДОК ВЫПОЛНЕНИЯ
ПРОВЕРЬТЕ КОРОБЛЕНИЕ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
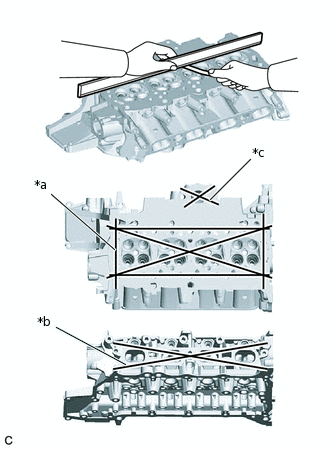
*a
Нижняя сторона
*b
Сторона впускного коллектора
*c
Сторона турбонагнетателя в сборе
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления поверхностей, контактирующих с блоком цилиндров в сборе, турбонагнетателем в сборе и впускным коллектором.
Максимальное коробление
Параметр / Устройство
Номинальное значение
Нижняя сторона
0,05 мм (0,00197 дюйма)
Со стороны впускного коллектора
0,10 мм (0,00394 дюйма)
Сторона турбонагнетателя
0,05 мм (0,00197 дюйма)
Tip:Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
УБЕДИТЕСЬ В ОТСУТСТВИИ ТРЕЩИН НА ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ
-
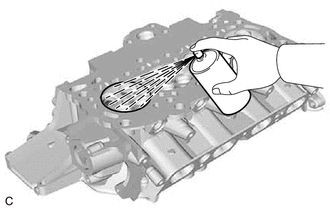
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и нижнюю поверхность головки блока цилиндров в сборе на наличие трещин.
Tip:При наличии трещин замените головку блока цилиндров в сборе.
-
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
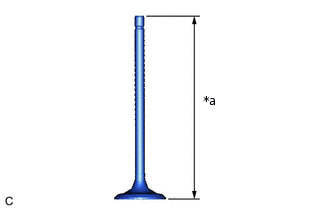
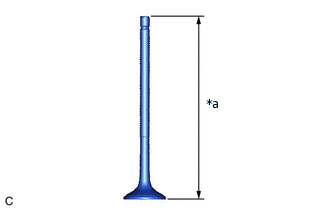
*a
Полная длина
С помощью штангенциркуля измерьте полную длину впускного клапана.
Номинальная общая длина
103,35 мм (4,07 дюйма)
Минимально допустимая общая длина
103,10 мм (4,06 дюйма)
Tip:Если общая длина меньше минимально допустимой величины, замените впускной клапан.
-
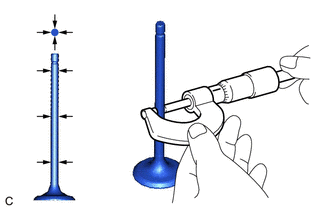
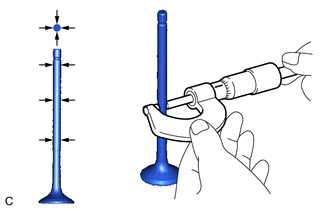
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана
5,470-5,485 мм (0,215-0,216 дюйма)
Tip:Если диаметр штока клапана не соответствует требуемому, проверьте масляный зазор направляющей втулки впускного клапана.
Нажмите здесьЩелкните по следующей ссылке
-
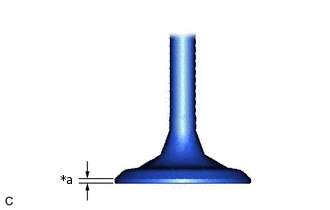
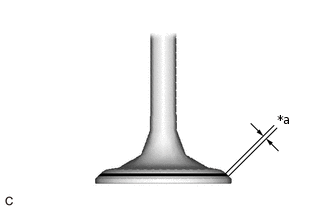
*a
Предельно допустимая толщина:
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки
1,0 мм (0,0394 дюйма)
Минимальная толщина кромки
0,5 мм (0,0197 дюйма)
Tip:Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
*a
Полная длина
С помощью штангенциркуля измерьте полную длину выпускного клапана.
Номинальная общая длина
104,50 мм (4,11 дюйма)
Минимально допустимая общая длина
104,25 мм (4,10 дюйма)
Tip:Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
-
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана
5,465 - 5,480 мм (0,215 - 0,216 дюйма)
Tip:Если диаметр штока клапана не соответствует требуемому, проверьте масляный зазор направляющей втулки выпускного клапана.
Нажмите здесьЩелкните по следующей ссылке
-
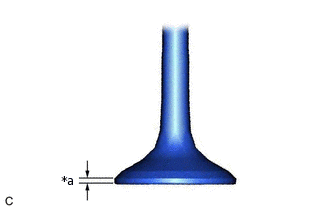
*a
Предельно допустимая толщина:
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки
1,2 мм (0,0472 дюйма)
Минимальная толщина кромки
0,7 мм (0,0276 дюйма)
Tip:Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
-
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
-
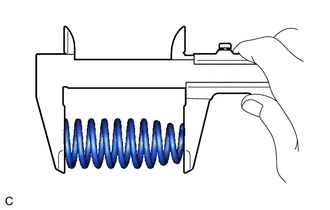
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
Номинальная длина в свободном состоянии
Параметр / Устройство
Номинальное значение
На впуске
55,95 мм (2,20 дюйма)
На выпуске
59,67 мм (2,35 дюйма)
-
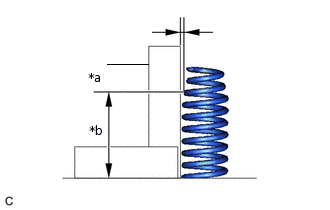
*a
Стальной угольник
*b
Со стороны впускных каналов: 39,35 мм (1,55 дюйма)
Со стороны выпускных каналов: 42,57 мм (1,68 дюйма)
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимальный угол (для справки)
2°
Tip:Если угол превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
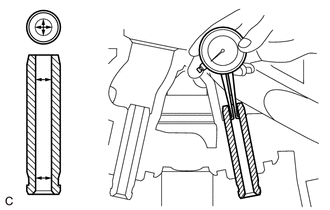
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
Номинальный внутренний диаметр направляющей втулки клапана
5,510 - 5,530 мм (0,217 - 0,218 дюйма)
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки клапана.
Номинальный масляный зазор
Параметр / Устройство
Номинальное значение
На впуске
0,025-0,060 мм (0,000984-0,00236 дюйма)
На выпуске
0,030–0,065 мм (0,00118–0,00256 дюйма)
Максимальный допустимый масляный зазор
Наименование
Номинальное значение
На впуске
0,080 мм (0,00315 дюйма)
На выпуске
0,085 мм (0,00335 дюйма)
Tip:Масляный зазор = внутренний диаметр – диаметр штока клапана
Если масляный зазор превышает максимально допустимую величину, замените клапан и направляющую втулку клапана.
-
ПРОВЕРЬТЕ СЕДЛА КЛАПАНОВ
Нанесите тонкий слой берлинской лазури на торец клапана.
-
*a
Ширина
Слегка вдавите клапан в седло клапана.
Note:Не вращайте клапан, прижимая его.
Проверьте тарелку клапана и седло клапана в порядке, описанном ниже.
Если берлинская лазурь видна по всему периметру конуса клапана (в пределах 360°), конус клапана концентричен.
Tip:Если рабочая фаска на тарелке клапана не концентрична, замените клапан.
Если берлинская лазурь распределена по всему седлу клапана, направляющая и седло клапана концентричны.
Tip:Если рабочая фаска на тарелке клапана не концентрична, повторно обработайте поверхность седла клапана.
Нажмите здесьЩелкните по следующей ссылке
Проверьте ширину зоны контакта седла клапана и тарелки клапана.
Номинальная ширина
Параметр / Устройство
Номинальное значение
На впуске
1,0 - 1,4 мм (0,0394 - 0,0551 дюйма)
На выпуске
1,0 - 1,4 мм (0,0394 - 0,0551 дюйма)