CYLINDER BLOCK DISASSEMBLY
PROCEDURE
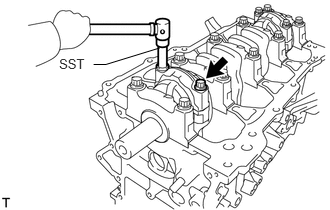
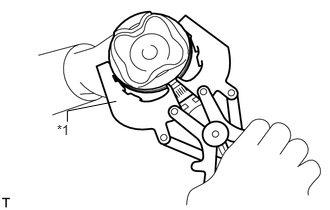
REMOVE NO. 1 VENTILATION CASE
-
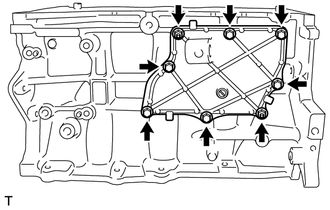
Remove the 6 bolts and 2 nuts.
-
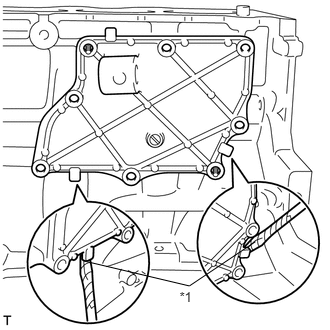
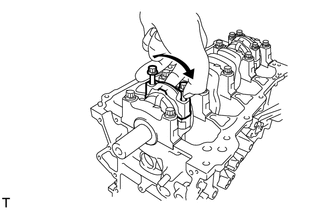
Remove the ventilation case by prying between the ventilation case and cylinder block with a screwdriver as shown in the illustration.
Table 1. Text in Illustration *1
Protective Tape
Tip:Tape the screwdriver tip before use.
Note:Be careful not to damage the contact surfaces of the cylinder block and No. 1 ventilation case.
-
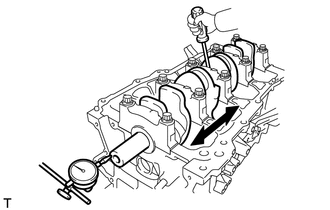
INSPECT CONNECTING ROD THRUST CLEARANCE
-
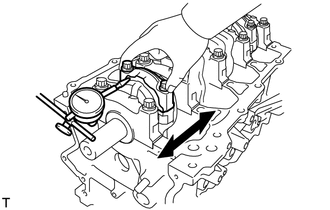
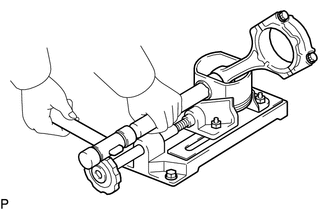
Using a dial indicator, measure the thrust clearance while moving the connecting rod back and forth.
Standard thrust clearance
0.160 to 0.342 mm (0.00630 to 0.0135 in.)
Maximum thrust clearance
0.342 mm (0.0135 in.)
If the thrust clearance is more than the maximum, replace the connecting rod assemblies as necessary. If necessary, replace the crankshaft.
-
INSPECT CONNECTING ROD OIL CLEARANCE
-
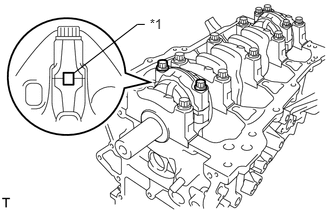
Check that the matchmarks on the connecting rod and cap are aligned to ensure correct reassembly.
Table 2. Text in Illustration *1
Matchmark
Tip:The matchmarks on the connecting rods and caps are provided to ensure correct reassembly.
-
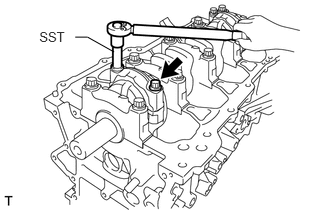
Using SST, uniformly loosen and remove the 2 bolts.
09205-16011
-
Using the 2 removed connecting rod cap bolts, remove the connecting rod cap and lower bearing by wiggling the connecting rod cap right and left.
Tip:Keep the lower bearing inserted in the connecting rod cap.
Clean the crank pin and bearing.
Check the crank pin and bearing for pitting and scratches.
If the crank pin or bearing is damaged, replace the bearings. If necessary, replace the crankshaft.
-
Lay a strip of Plastigage on the crank pin.
Table 3. Text in Illustration *1
Plastigage
-
Check that the front mark of the connecting rod cap is facing forward and install the connecting rod cap.
Table 4. Text in Illustration *1
Front Mark
Apply a light coat of engine oil to the threads and under the heads of the connecting rod cap bolts.
Install the connecting rod cap bolts.
Note:The connecting rod cap bolts should be tightened in 2 progressive steps.
-
Step 1:
Using SST, install and alternately tighten the bolts of the connecting rod cap in several steps.
09205-16011
20 N*m
204 kgf*cm
15 ft.*lbf
Note:Do not turn the crankshaft.
-
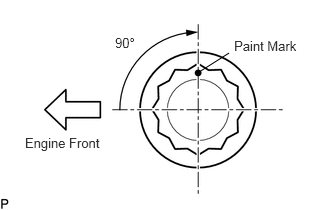
Step 2:
Mark the front of the connecting rod cap bolts with paint.
Tighten the cap bolts 90° as shown in the illustration.
Note:Do not turn the crankshaft.
Remove the 2 bolts and connecting rod cap.
Tip:Keep the lower bearing inserted in the connecting rod cap.
-
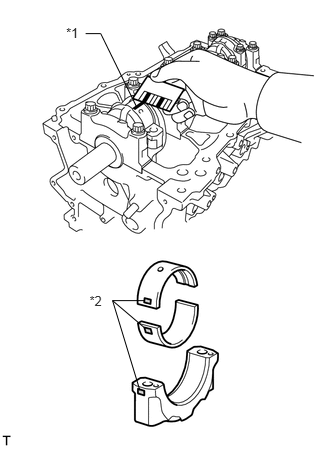
Measure the Plastigage at its widest point.
Table 5. Text in Illustration *1
Plastigage
*2
1, 2 or 3 Mark
Standard oil clearance
0.014 to 0.038 mm (0.000551 to 0.00150 in.)
Maximum oil clearance
0.070 mm (0.00276 in.)
If the oil clearance is more than the maximum, replace the connecting rod bearings. If necessary, inspect the crankshaft.
Note:Remove the Plastigage completely after the measurement.
Tip:If replacing a bearing, replace it with one that has the same number as its respective connecting rod cap. Each bearing standard thickness is indicated by a 1, 2, or 3 mark on its surface.
Standard Connecting Rod Large End Bore Diameter
Mark
Specified Condition
Mark 1
47.000 to 47.008 mm (1.85039 to 1.85070 in.)
Mark 2
47.009 to 47.016 mm (1.85074 to 1.85102 in.)
Mark 3
47.017 to 47.024 mm (1.85106 to 1.85133 in.)
Standard Connecting Rod Bearing Thickness
Mark
Specified Condition
Mark 1
1.489 to 1.493 mm (0.05862 to 0.05878 in.)
Mark 2
1.494 to 1.497 mm (0.05882 to 0.05894 in.)
Mark 3
1.498 to 1.501 mm (0.05898 to 0.05909 in.)
Standard crankshaft pin diameter
43.992 to 44.000 mm (1.7320 to 1.7323 in.)
Perform the inspection above for each cylinder.
-
REMOVE PISTON SUB-ASSEMBLY WITH CONNECTING ROD
-
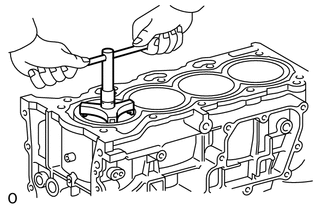
Using a ridge reamer, remove all the carbon from the top of the cylinder.
Push the piston, connecting rod and upper bearing through the top of the cylinder block.
Tip:Keep the bearing, connecting rod and cap together.
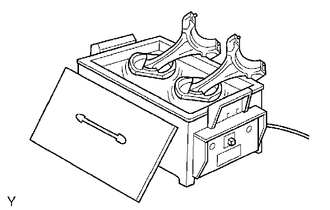
Arrange the piston and connecting rod assemblies in the correct order.
Be sure to arrange the removed piston and connecting rod assemblies in such a way that they can be reinstalled exactly as before.
-
REMOVE CONNECTING ROD BEARING
Remove the connecting rod bearings.
Tip:Arrange the removed parts in the correct order.
REMOVE PISTON RING SET
-
Using a piston ring expander, remove the No. 1 compression ring and No. 2 compression ring.
Table 6. Text in Illustration *1
Piston Ring Expander
Remove the 2 side rails and oil ring expander by hand.
Tip:Arrange the removed parts in the correct order.
-
REMOVE PISTON
-
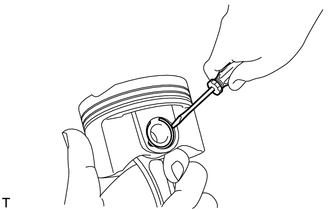
Using a screwdriver, pry out the 2 snap rings.
-
Gradually heat each piston to approximately 80 to 90°C (176 to 194°F).
-
Using a plastic-faced hammer and brass bar, lightly tap out the piston pin and remove the connecting rod.
Tip:The piston and pin are a matched set.
Arrange the pistons, pins, rings, connecting rods and bearings in the correct order.
-
INSPECT CRANKSHAFT THRUST CLEARANCE
-
Using a dial indicator, measure the thrust clearance while prying the crankshaft back and forth with a screwdriver.
Standard thrust clearance
0.04 to 0.14 mm (0.00157 to 0.00551 in.)
Maximum thrust clearance
0.18 mm (0.00709 in.)
If the thrust clearance is more than the maximum, replace the thrust washers as a set. If necessary, replace the crankshaft.
Tip:The thrust washer thickness is 2.43 to 2.48 mm (0.0957 to 0.0976 in.).
-
REMOVE CRANKSHAFT
-
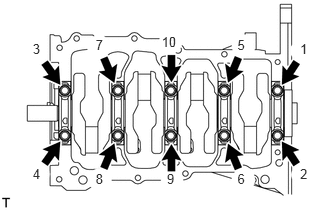
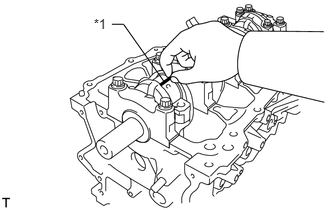
Uniformly loosen and remove the 10 crankshaft bearing cap bolts in the sequence shown in the illustration.
-
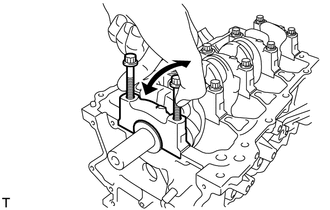
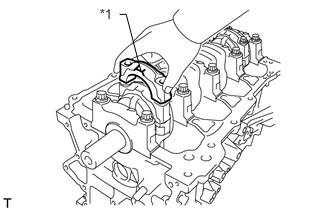
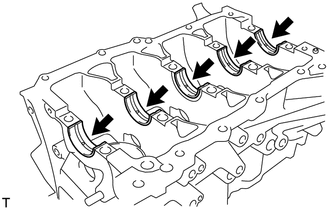
Use the removed crankshaft bearing cap bolts to remove the 5 crankshaft bearing caps and 5 lower bearings.
Tip:Keep each lower bearing and crankshaft bearing cap together as a set.
Arrange the crankshaft bearing caps in the correct order.
Note:Insert the bolts into the caps in turn. Ease the cap out by gently pulling up and applying force toward the front and back sides of the cylinder block, as shown in the illustration. Take care not to damage the contact surfaces of the cap and cylinder block.
Lift out the crankshaft.
Check each crankshaft journal and bearing for pitting and scratches.
If the journal or bearing is damaged, replace the bearings. If necessary, replace the crankshaft.
-
REMOVE UPPER CRANKSHAFT THRUST WASHER
-
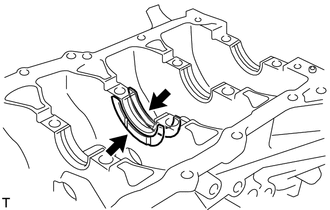
Remove the 2 upper crankshaft thrust washers from the cylinder block.
-
REMOVE CRANKSHAFT BEARING
-
Remove the 5 upper crankshaft bearings from the cylinder block.
Tip:Arrange the bearings in the correct order.
-
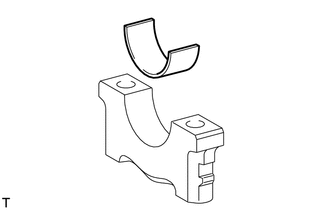
Remove the 5 lower crankshaft bearings from the 5 crankshaft bearing caps.
Tip:Arrange the bearings in the correct order.
-
REMOVE NO. 1 OIL NOZZLE SUB-ASSEMBLY
-
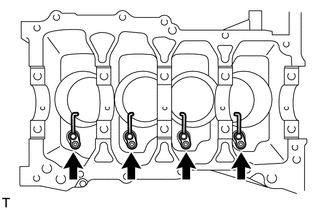
Using a 5 mm socket hexagon wrench, remove the 4 bolts and 4 oil nozzles.
-
CLEAN CYLINDER BLOCK
Note:If the cylinder is washed at high temperatures, the cylinder liner will stick out beyond the cylinder block. Always wash the cylinder block at a temperature of 45°C (113°F) or less.
REMOVE STUD BOLT
Note:If a stud bolt is deformed or its threads are damaged, replace it.