БЛОК ЦИЛИНДРОВ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
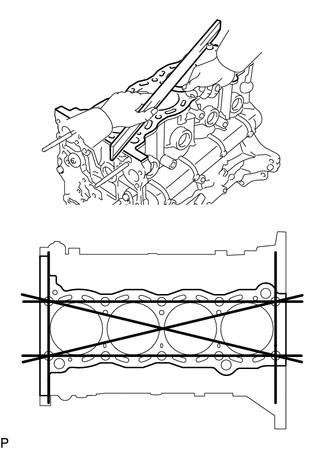
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с прокладкой головки блока цилиндров.
Максимально допустимая величина коробления 0,05 мм (0,00197 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров.
-
Визуально проверьте цилиндры на наличие вертикальных царапин.
При наличии глубоких царапин расточите все 4 цилиндра. При необходимости замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
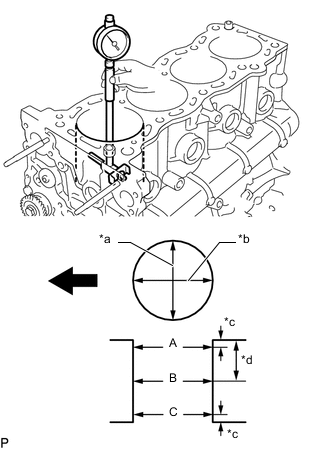
*a Направление тяги *b Осевое направление *c 10 мм (0,394 дюйма) *d 70 мм (2,75 дюйма) 
Передняя сторона С помощью нутромера измерьте диаметр цилиндра в точках А, В и С в осевом направлении и направлении тяги.
Справочное значение (новые детали) 94,990 - 95,003 мм (3,7398 - 3,7403 дюйма) Максимальный диаметр 95,190 мм (3,7476 дюйма) Если диаметр превышает максимально допустимый, расточите все 4 цилиндра. При необходимости замените блок цилиндров.
-
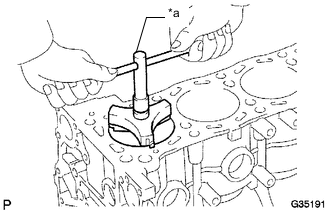
*a Инструмент для снятия уступа Проверьте уступ цилиндра.
Если износ составляет менее 0,2 мм (0,00787 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.
-
-
ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ
-
С помощью скребка для прокладок удалите остатки материала прокладки с верхней поверхности блока цилиндров.
-
Мягкой кистью и растворителем тщательно очистите блок цилиндров.
-
-
ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ
-
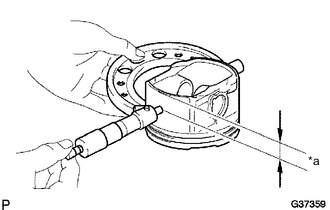
*a Расстояние Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его конца.
Расстояние 13,8 мм (0,543 дюйма) Справочное значение (новые детали) 94,971 - 94,981 мм (3,7390 - 3,7394 дюйма)
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Справочное значение (новые детали) 0,009 - 0,048 мм (0,000354 - 0,00189 дюйма) Если масляный зазор превышает номинальный, замените все поршни и расточите все цилиндры. При необходимости замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020-0,070 мм (0,000787-0,00276 дюйма) Компрессионное кольцо № 2 0,020 - 0,060 мм (0,000787 - 0,00236 дюйма) Маслосъемное кольцо 0,060 - 0,120 мм (0,00236 - 0,00472 дюйма) Если зазор канавки не соответствует требованиям, замените поршень вместе с пальцем.
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстояние 110 мм (4,33 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,30 - 0,35 мм (0,0118 - 0,0138 дюйма) Компрессионное кольцо № 2 0,59 - 0,71 мм (0,0232 - 0,0280 дюйма) Маслосъемное кольцо 0,10 - 0,35 мм (0,00394 - 0,0138 дюйма) Максимальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,90 мм (0,0354 дюйма) Компрессионное кольцо № 2 1,36 мм (0,0535 дюйма) Маслосъемное кольцо 0,75 мм (0,0295 дюйма) Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо. Если зазор разреза меньше номинального даже после установки нового поршневого кольца, расточите все 4 цилиндра или замените блок цилиндров.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
Tech Tips
Для поршня с пальцем в сборе существует только 1 тип поставляемой детали.
-
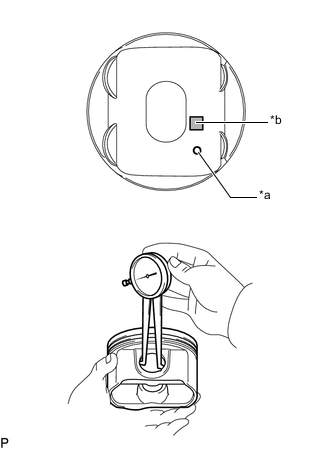
*a Метка внешней стороны *b Метка внутреннего диаметра отверстия для поршневого пальца С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Параметр / Устройство Заданные условия А 22,001 - 22,004 мм (0,86618 - 0,86630 дюйма) B 22,005 - 22,007 мм (0,86634 - 0,86642 дюйма) C 22,008 - 22,010 мм (0,86645 - 0,86653 дюйма) Если диаметр не соответствует требованиям, замените поршень вместе с пальцем.
-
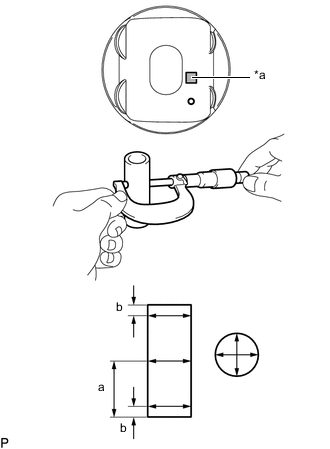
*a Метка внутреннего диаметра отверстия для поршневого пальца Микрометром измерьте диаметр поршневого пальца.
Точка измерения Точка измерения Положение поршневого пальца a 28 мм (1,10 дюйма) b 5 мм (0,197 дюйма) Номинальный диаметр поршневого пальца Параметр / Устройство Заданные условия А 21,997 - 22,000 мм (0,86602 - 0,86614 дюйма) B 22,001 - 22,003 мм (0,86618 - 0,86626 дюйма) C 22,004–22,006 мм (0,86630–0,86638 дюйма) -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор 0,001-0,007 мм (0,0000394-0,000276 дюйма) Максимальный допустимый масляный зазор 0,010 мм (0,000394 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
-
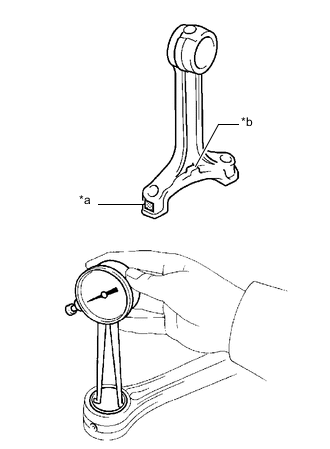
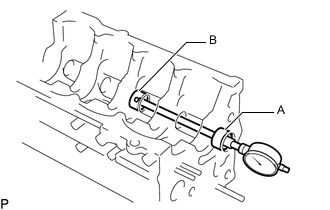
*a Метка внутреннего диаметра втулки шатуна *b Метка внешней стороны С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малого конца шатуна.
Номинальный внутренний диаметр втулки Параметр / Устройство Заданные условия А 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) B 22,009 - 22,011 мм (0,86649 - 0,86657 дюйма) C 22,012 - 22,014 мм (0,86661 - 0,86669 дюйма) Если диаметр не соответствует заданному, замените втулку малого конца шатуна.
-
Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки малого конца шатуна.
Номинальный масляный зазор 0,005-0,011 мм (0,000197-0,000433 дюйма) Максимальный допустимый масляный зазор 0,025 мм (0,000984 дюйма) Если масляный зазор превышает максимально допустимый, замените втулку малого конца шатуна. При необходимости замените шатун и поршневой палец в комплекте.
-
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
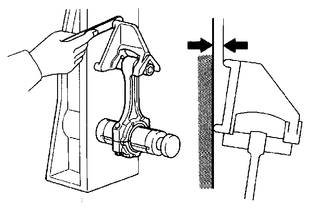
Проверьте наличие изгибов.
Максимально допустимый изгиб 0,03 мм (0,00118 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
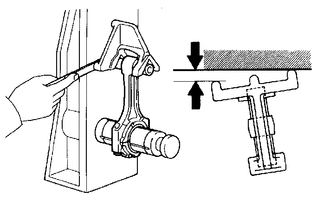
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Проверьте радиальное биение.
-
Установите коленчатый вал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
Проверьте коренные шейки.
-
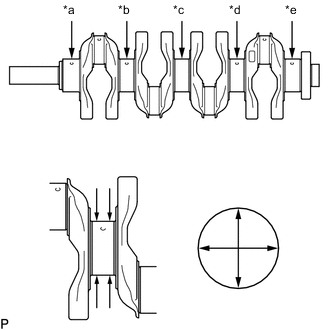
*a № 1 *b № 2 *c № 3 *d № 4 *e № 5 Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Шейка № 3 59,981 - 59,994 мм (2,3615 - 2,3620 дюйма) Кроме шейки № 3 59,987 - 60,000 мм (2,3617 - 2,3622 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,005 мм (0,000197 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифты коленчатого вала.
-
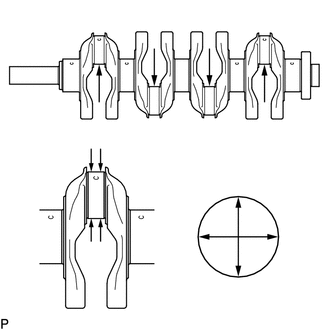
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр 52,989 - 53,002 мм (2,086 - 2,087 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,003 мм (0,000118 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
Tech Tips
-
Держите вместе нижние подшипники коленчатого вала и крышки подшипника коленчатого вала.
-
Разложите упорные шайбы в нужном порядке.
-
Держите вместе верхние подшипники коленчатого вала и верхние упорные шайбы с блока цилиндров.
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии повреждений на шейке или подшипнике замените подшипник.
-
Установите подшипники и упорные шайбы коленчатого вала.
-
Установите коленчатый вал в блок цилиндров.
-
*a Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Установите 5 крышек подшипников коленчатого вала и закрепите их 10 болтами.
Нажмите здесь Click here
Note
Не поворачивайте коленчатый вал.
-
Выверните 10 болтов и снимите 5 крышек подшипников коленчатого вала.
Нажмите здесь Click here
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
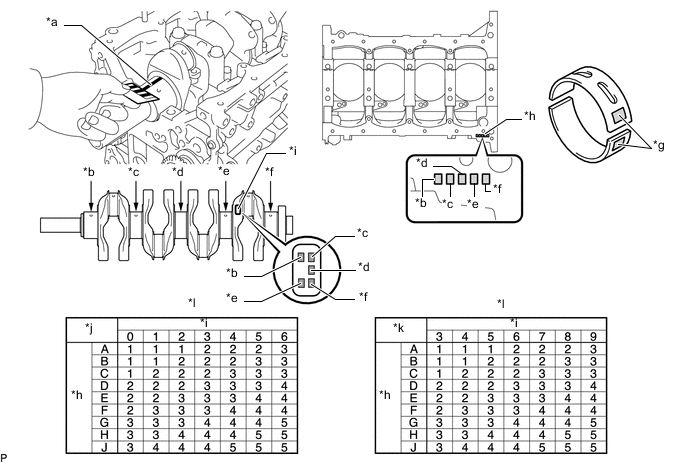
*a Сминаемый пластмассовый калибр Plastigage *b Шейка № 1 *c Шейка № 2 *d Шейка № 3 *e Шейка № 4 *f Шейка № 5 *g Код подшипника коленчатого вала *h Код шейки блока цилиндров *i Код шейки коленчатого вала *j #1J, #2J, #4J, #5J *k #3J *l Таблица кодов подшипников Номинальный масляный зазор Параметр / Устройство Заданные условия Шейка № 3 0,030 - 0,044 мм (0,00118 - 0,00173 дюйма) Остальные шейки 0,024-0,038 мм (0,000945-0,00150 дюйма) Максимальный допустимый масляный зазор 0,10 мм (0,00394 дюйма)
-
Если масляный зазор превышает максимально допустимую величину, замените подшипник коленчатого вала.
-
При замене блока цилиндров измерьте номинальный зазор подшипника.
-
Уточните коды шейки блока цилиндров и шейки коленчатого вала и определите размер подшипника, используя таблицу подбора подшипников коленчатого вала.
-
(Пример) (кроме шейки № 3): Если код шейки блока цилиндров — "D", а код шейки коленчатого вала — "4", то в таблице кодов подшипников необходимо выбрать код подшипника "3".
Диаметр отверстия под коренную шейку в блоке цилиндров Параметр / Устройство Заданные условия Метка A 64,004 - 64,006 мм (2,51984 - 2,51992 дюйма) Метка B 64,007 - 64,008 мм (2,51996 - 2,51999 дюйма) Метка C 64,009 - 64,010 мм (2,52003 - 2,52007 дюйма) Метка D 64,011 - 64,012 мм (2,52011 - 2,52015 дюйма) Метка E 64,013 - 64,014 мм (2,52019 - 2,52023 дюйма) Метка F 64,015 - 64,016 мм (2,52027 - 2,52031 дюйма) Метка G 64,017 - 64,018 мм (2,52035 - 2,52039 дюйма) Метка H 64,019 - 64,020 мм (2,52043 - 2,52047 дюйма) Метка J 64,021 - 64,022 мм (2,52051 - 2,52055 дюйма) Диаметр отверстия шейки коленчатого вала Параметр / Устройство Номинальное значение (остальные шейки) Номинальное значение (шейка № 3) Метка 0 59,999 - 60,000 мм (2,36216 - 2,36220 дюйма) - Метка 1 59,997 - 59,998 мм (2,36208 - 2,36212 дюйма) - Метка 2 59,995 - 59,996 мм (2,36200 - 2,36204 дюйма) - Метка 3 59,993 - 59,994 мм (2,36192 - 2,36196 дюйма) 59,993 - 59,994 мм (2,36192 - 2,36196 дюйма) Метка 4 59,991 - 59,992 мм (2,36185 - 2,36189 дюйма) 59,991 - 59,992 мм (2,36185 - 2,36189 дюйма) Метка 5 59,989 - 59,990 мм (2,36177 - 2,36181 дюйма) 59,989 - 59,990 мм (2,36177 - 2,36181 дюйма) Метка 6 59,987 - 59,988 мм (2,36169 - 2,36173 дюйма) 59,987 - 59,988 мм (2,36169 - 2,36173 дюйма) Метка 7 - 59,985 - 59,986 мм (2,36161 - 2,36165 дюйма) Метка 8 - 59,983 - 59,984 мм (2,36153 - 2,36157 дюйма) Метка 9 - 59,981 - 59,982 мм (2,36145 - 2,36149 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Заданные условия Метка 1 1,987 - 1,990 мм (0,07823 - 0,07835 дюйма) Метка 2 1,991 - 1,993 мм (0,07839 - 0,07846 дюйма) Метка 3 1,994 - 1,996 мм (0,07850 - 0,07858 дюйма) Метка 4 1,997 - 1,999 мм (0,07862 - 0,07870 дюйма) Метка 5 2,000 - 2,002 мм (0,07874 - 0,07882 дюйма) -
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
-
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1
-
Проверьте диаметр шеек.
-
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
Номинальный диаметр коренной шейки Параметр / Устройство Заданные условия А 37,969 - 37,985 мм (1,4948 - 1,4955 дюйма) B 37,449 - 37,465 мм (1,4744 - 1,4750 дюйма)
-
-
Проверьте диаметр подшипников.
-
С помощью нутромера измерьте внутренний диаметр подшипников уравновешивающего вала.
Номинальный внутренний диаметр подшипника Параметр / Устройство Заданные условия А 38,025 - 38,045 мм (1,4970 - 1,4978 дюйма) B 37,525 - 37,545 мм (1,4774 - 1,4781 дюйма)
-
-
Проверьте масляный зазор.
-
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
Номинальный масляный зазор Параметр / Устройство Заданные условия А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма) Максимальный допустимый масляный зазор 0,15 мм (0,00591 дюйма) Если масляный зазор превышает максимально допустимую величину, замените блок цилиндров и уравновешивающий вал.
-
-
-
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2
-
Проверьте диаметр шеек.
-
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
Номинальный диаметр коренной шейки Параметр / Устройство Заданные условия А 37,969 - 37,985 мм (1,4948 - 1,4955 дюйма) B 37,449 - 37,465 мм (1,4744 - 1,4750 дюйма)
-
-
Проверьте диаметр подшипников.
-
С помощью нутромера измерьте внутренний диаметр подшипников уравновешивающего вала.
Номинальный внутренний диаметр подшипника Параметр / Устройство Заданные условия А 38,025 - 38,045 мм (1,4970 - 1,4978 дюйма) B 37,525 - 37,545 мм (1,4774 - 1,4781 дюйма)
-
-
Проверьте масляный зазор.
-
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
Номинальный масляный зазор Параметр / Устройство Заданные условия А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма) Максимальный допустимый масляный зазор 0,15 мм (0,00591 дюйма) Если масляный зазор превышает максимально допустимую величину, замените блок цилиндров и уравновешивающий вал.
-
-
-
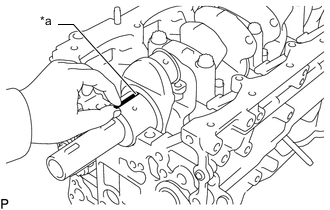
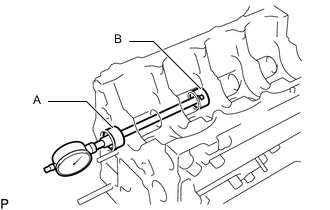
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
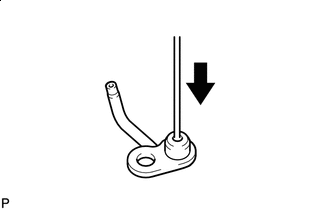
Нажмите Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если обратный клапан заедает, замените масляную форсунку № 1 в сборе.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
-
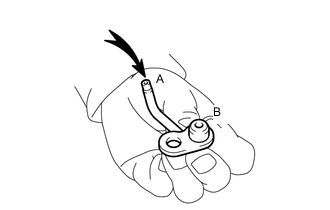
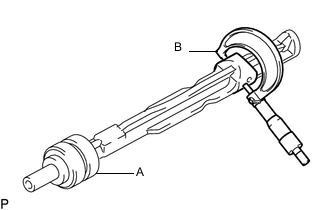
Воздух Подайте воздух в патрубок A. Убедитесь в отсутствии утечки воздуха через патрубок B.
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
Воздух 
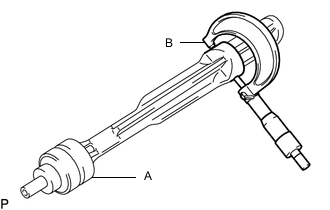
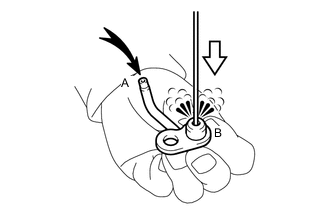
Нажмите Нажмите на обратный клапан, одновременно подавая воздух в патрубок А. Убедитесь, что воздух проходит через патрубок В.
Если воздух не выходит через отверстие B, очистите или замените масляную форсунку № 1.
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
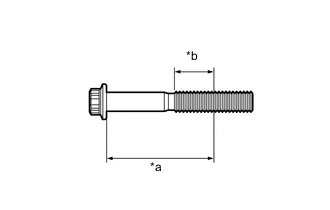
*a Расстояние *b Диапазон измерений С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
Расстояние 64 мм (2,52 дюйма) Номинальный диаметр 10,76 - 10,97 мм (0,424 - 0,432 дюйма) Минимально допустимый диаметр 10,66 мм (0,420 дюйма) Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
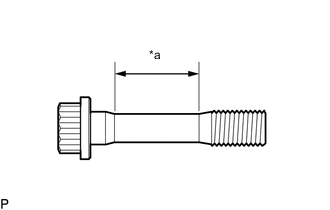
*a Часть, испытывающая напряжение С помощью штангенциркуля измерьте диаметр напряженной части болта.
Номинальный диаметр от 7,2 до 7,3 мм (от 0,283 до 0,287 дюйма) Минимально допустимый диаметр 7,0 мм (0,276 дюйма) Если диаметр меньше минимально допустимого, замените болт шатуна.
-