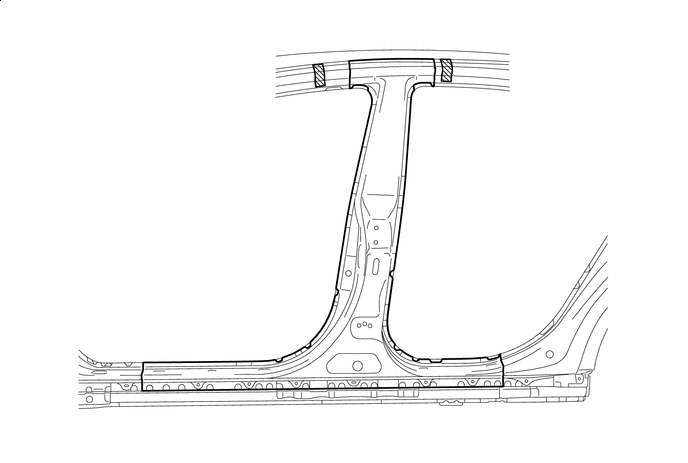
СРЕДНЯЯ СТОЙКА КУЗОВА (для типа A) ОТРЕЗАЕМЫЕ И СТЫКУЕМЫЕ СМЕННЫЕ ЧАСТИ
СНЯТИЕ
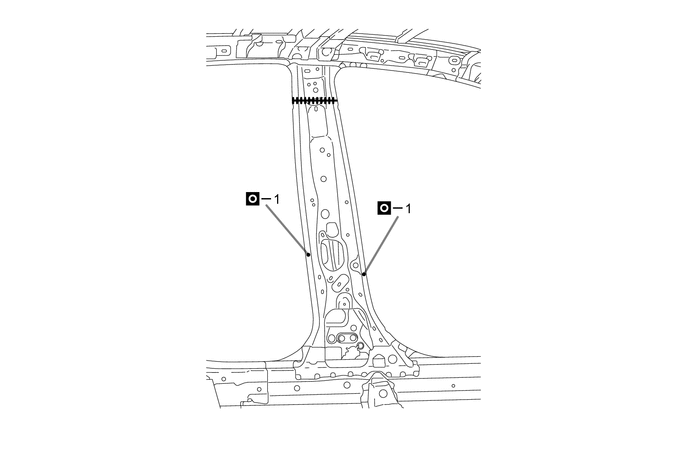
Значения символов

Точки сварки при снятии

Точки сварки при снятии

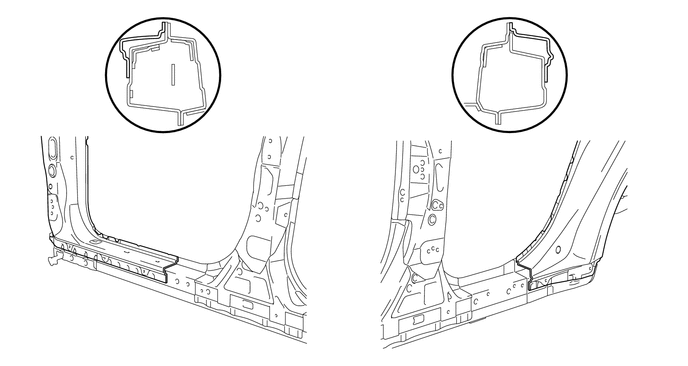
Обрежьте, например, с помощью шлифовальной машины

Место разрезания и соединения

Место разрезания на запасные части
Никогда не сваривайте встык и не производите ремонт с применением нагрева, поскольку тепло снижает прочность участков, где используется сверхвысокопрочная сталь (см. введение).
При резке соблюдайте осторожность, поскольку вспененный уплотнительный материал находится рядом с местом резки.

Вспененный уплотнительный материал
-
-
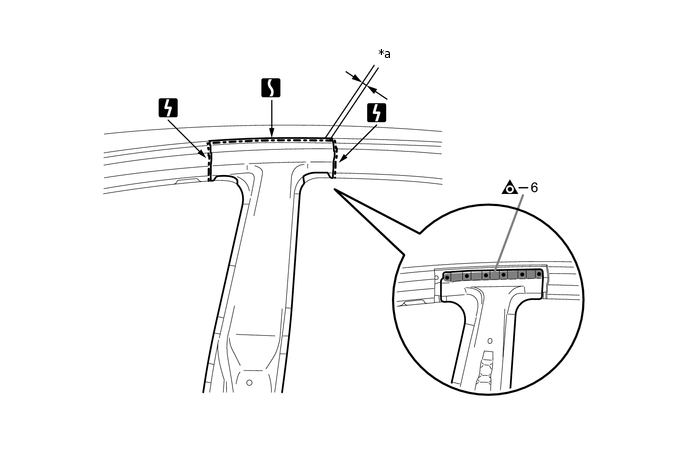
*a
20 мм (0,79 дюйма)
-
-
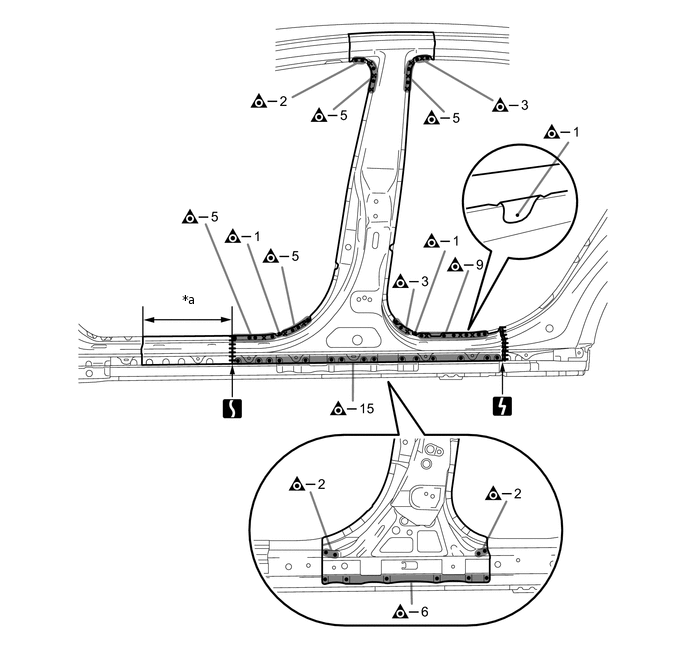
*a
315 мм (12,40 дюйма)
-
-

Винтовая лазерная сварка
-
-

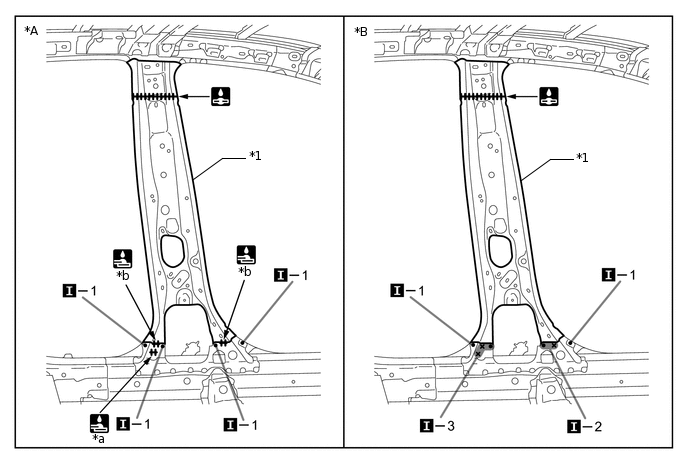
*A
СХЕМА 1
*B
СХЕМА 2
*a
30 мм (1,18 дюйма)
-
-
Винтовая лазерная сварка
-
-
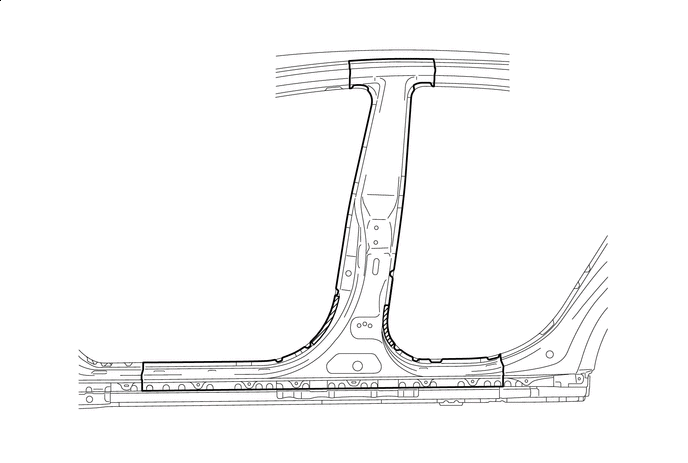
При замене только наружной панели обрежьте необходимый участок в зависимости от поврежденной области.
Аккуратно отрежьте наружную панель, стараясь не повредить уплотнение.
Удостоверьтесь, что при сварке наружной панели встык усиление не подвергается тепловому воздействию.
УСТАНОВКА
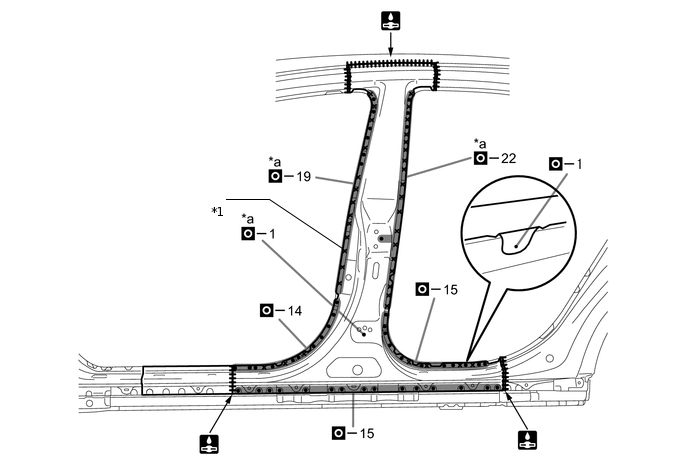
Значения символов

Точечная сварка

Сварка электрозаклепкой

Сварка электрозаклепкой

Угловой сварной шов

Стыковой сварной шов
Проверьте сопряжение новых деталей с прилегающими деталями кузова перед сваркой. От того, насколько правильно сопрягаются детали друг с другом, будет зависеть после сборки внешний вид узла и всего автомобиля.
Установите не закрепляя новые детали и измерьте необходимые размеры в соответствии со схемой измерений (См. размеры кузова.)
Приварите внутреннюю стойку № 3 к боковой стороне автомобиля.
Приварите внутреннюю стойку № 3 к боковой стороне автомобиля.
*A
СХЕМА 1
*B
СХЕМА 2
*1
ВНУТРЕННЯЯ СТОЙКА № 3
-
-
*a
10 мм (0,39 дюйма)
*b
17 мм (0,67 дюйма)
Винтовая лазерная сварка
-
-
Нанеситегерметик-фиксатор (3MTMAutomixTM Panel Bonding Adhesive
Tip:Нанесите тонкий слой герметика вокруг мест сварки электрозаклепок.
Нанесите на панели достаточное количество герметика.

Герметик
-
-
Приварите верхнее усиление средней стойки кузова к боковой стороне автомобиля.
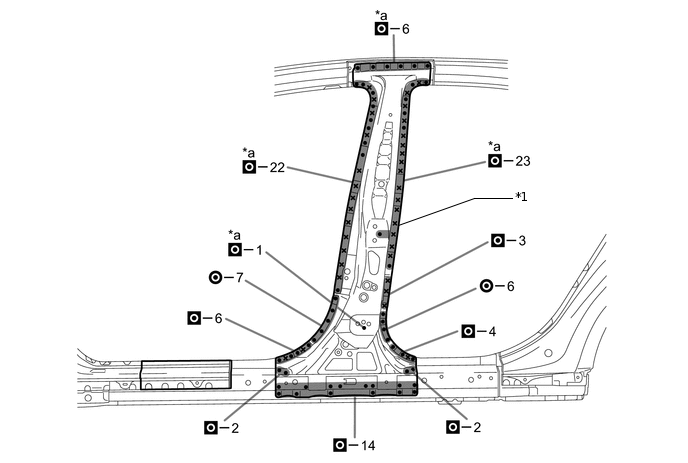
*1
ВЕРХНЕЕ УСИЛЕНИЕ СРЕДНЕЙ СТОЙКИ КУЗОВА В СБОРЕ
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
Винтовая лазерная сварка
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели).
При сваривании 2 панелей из сверхвысокопрочной стали 1500 МПа.
*a: Сварка электрозаклепками
Диаметр электрозаклепки
10 мм (0,39 дюйма)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
При сварке соблюдайте осторожность, поскольку вспененный уплотнительный материал находится рядом с местом резки и сварки.
Вспененный уплотнительный материал
-
-
Нанеситегерметик-фиксатор (3MTMAutomixTM Panel Bonding Adhesive
Tip:Нанесите тонкий слой герметика вокруг мест сварки электрозаклепок.
Нанесите на панели достаточное количество герметика.
Герметик
-
-
Приварите наружную панель порога к боковой стороне автомобиля.
*1
НАРУЖНАЯ ПАНЕЛЬ ПОРОГА
-
-
*a
Точка сварки стали сверхвысокой прочности
-
-
Винтовая лазерная сварка
-
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели).
при сваривании более 3 панелей, в том числе из сверхвысокопрочной стали 1500 МПа (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.)
*a: Сварка электрозаклепками
Диаметр электрозаклепки
Такой же, как в стандартном способе (см. введение)
Тип проволоки
AWS A5,18 ER70S-3
Защитный газ
Активный газ для сварки металлическим электродом
Note:Обязательно используйте активный газ для сварки металлическим электродом (Ar 80% +CO2 20%) в качестве защитного газа при прочность сварного шва Пробка welding.Sufficient невозможно обеспечить При использовании защитного газа100% CO2.
После сварки нанесите вспененный уплотнительный материал на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
После сварки нанесите герметик для кузова на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
После нанесения верхнего слоя покрытия нанесите антикоррозийное средство на сварные точки несущих рабочую нагрузку швов замкнутого профиля с внутренней стороны панели.