ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА
ПОРЯДОК ВЫПОЛНЕНИЯ
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления поверхностей в местах контакта головки блока цилиндров с блоком цилиндров, впускным и выпускным коллекторами (TWC: Передний каталитический нейтрализатор).
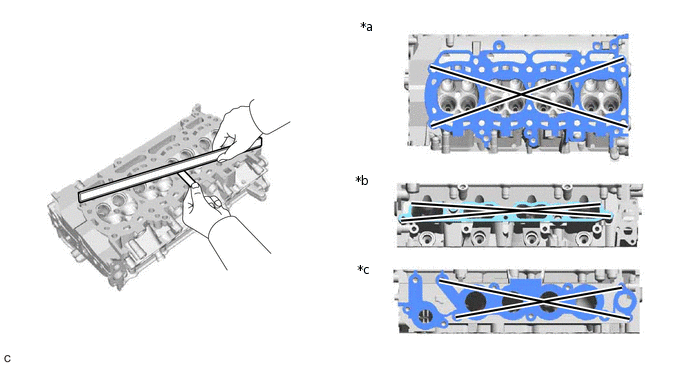
*a
Нижняя сторона
*b
Сторона впускного коллектора
*c
Выпускной коллектор (трехкомпонентный каталитический нейтрализатор: Сторона переднего каталитического нейтрализатора)
-
-
Максимальное коробление
Параметр / Устройство
Номинальное значение
Нижняя сторона
0,05 мм (0,00197 дюйма)
Со стороны впускного коллектора
0,10 мм (0,00394 дюйма)
Со стороны выпускного коллектора (TWC: передний каталитический нейтрализатор)
0,10 мм (0,00394 дюйма)
Tip:Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
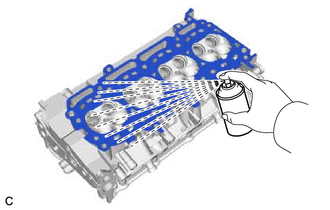
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность головки блока цилиндров на наличие трещин.
Tip:При наличии трещин замените головку блока цилиндров в сборе.
ПРОВЕРЬТЕ ПРУЖИНУ СЖАТИЯ
Со стороны впускных каналов:
-
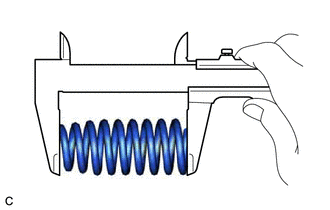
При помощи штангенциркуля замерьте длину пружины сжатия в свободном состоянии.
Номинальная длина в свободном состоянии
58,61 мм (2,32 дюйма)
Note:Пружины сжатия могут поставляться в 2 размерах. Убедитесь, что все пружины сжатия имеют одинаковую длину при замене их.
-
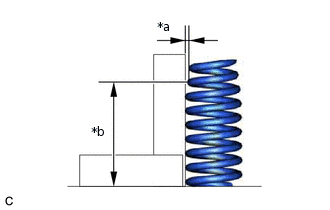
*a
Отклонение
*b
37 мм (1,46 дюйма)
Стальным угольником измерьте изгиб пружины сжатия.
Максимальное отклонение (для справки)
1,0 мм (0,0394 дюйма)
Tip:Если отклонение пружины сжатия превышает максимально допустимую величину, замените пружину.
-
Со стороны выпускных каналов:
-
При помощи штангенциркуля замерьте длину пружины сжатия в свободном состоянии.
Номинальная длина в свободном состоянии
61,08 мм (2,40 дюйма)
Note:Пружины сжатия могут поставляться в 2 размерах. Убедитесь, что все пружины сжатия имеют одинаковую длину при замене их.
-
*a
Отклонение
*b
38 мм (1,50 дюйма)
Стальным угольником измерьте изгиб пружины сжатия.
Максимальное отклонение (для справки)
1,0 мм (0,0394 дюйма)
Tip:Если отклонение пружины сжатия превышает максимально допустимую величину, замените пружину.
-
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
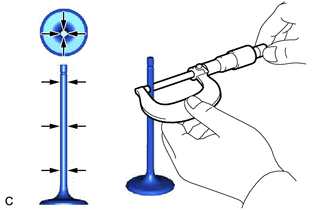
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана
5,470-5,485 мм (0,215-0,216 дюйма)
Tip:Если диаметр штока клапана не соответствует требуемому, проверьте масляный зазор направляющей втулки впускного клапана.
-
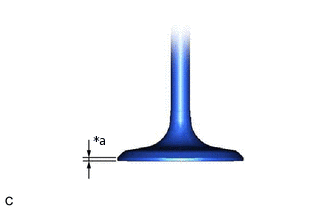
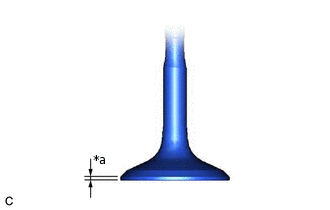
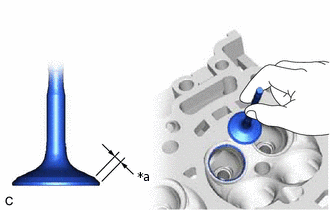
*a
Предельно допустимая толщина:
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки
1,0 мм (0,0394 дюйма)
Минимальная толщина кромки
0,5 мм (0,0197 дюйма)
Tip:Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
-
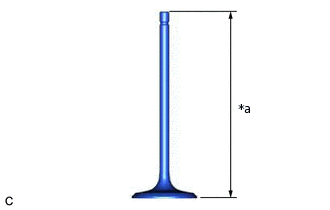
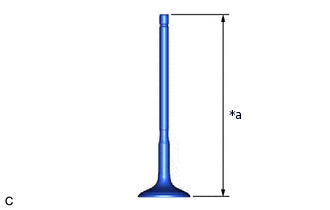
*a
Полная длина
С помощью штангенциркуля измерьте полную длину впускного клапана.
Номинальная общая длина
104,45 мм (4,11 дюйма)
Минимально допустимая общая длина
103,95 мм (4,09 дюйма)
Tip:Если общая длина меньше минимально допустимой величины, замените впускной клапан.
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
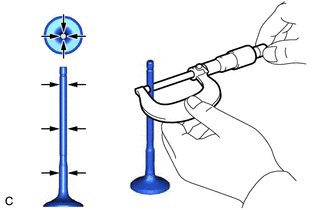
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана
5,465 - 5,480 мм (0,215 - 0,216 дюйма)
Tip:Если диаметр штока клапана не соответствует требуемому, проверьте масляный зазор направляющей втулки выпускного клапана.
-
*a
Предельно допустимая толщина:
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки
1,0 мм (0,0394 дюйма)
Минимальная толщина кромки
0,5 мм (0,0197 дюйма)
Tip:Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
-
*a
Полная длина
С помощью штангенциркуля измерьте полную длину выпускного клапана.
Номинальная общая длина
108,7 мм (4,28 дюйма)
Минимально допустимая общая длина
108,2 мм (4,26 дюйма)
Tip:Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
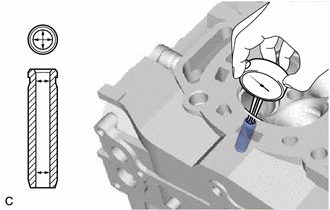
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
Номинальный внутренний диаметр направляющей втулки клапана
5,51 - 5,53 мм (0,217 - 0,218 дюйма)
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки клапана.
Номинальный масляный зазор
Параметр / Устройство
Номинальное сопротивление
Со стороны впуска
0,025 - 0,060 мм (0,000984 - 0,00236 дюйма)
Со стороны выпуска
0,030–0,065 мм (0,00118–0,00256 дюйма)
Максимальный допустимый масляный зазор
Наименование
Номинальное сопротивление
Со стороны впуска
0,080 мм (0,00315 дюйма)
Со стороны выпуска
0,10 мм (0,00394 дюйма)
Tip:Масляный зазор = внутренний диаметр втулки - направляющей клапана диаметр штока клапана
Если масляный зазор превышает максимально допустимую величину, замените клапан и направляющую втулку клапана.
-
ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
Нанесите тонкий слой берлинской лазури на торец клапана.
-
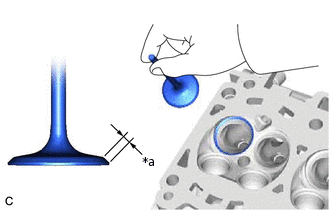
*a
Ширина
Слегка прижмите рабочую поверхность впускного клапана к его седлу.
Note:Не вращайте клапан, прижимая его.
Проверьте тарелку впускного клапана и седло клапана в порядке, описанном ниже.
Если берлинская лазурь видна по всему периметру конуса впускного клапана (в пределах 360°), конус клапана концентричен.
Tip:Если рабочая фаска на тарелке клапана не концентрична, замените впускной клапан.
Если берлинская лазурь распределена по всему седлу впускного клапана (в пределах 360°), направляющая и седло впускного клапана концентричны.
Tip:Если рабочая фаска на тарелке клапана не концентрична, повторно обработайте поверхность седла впускного клапана.
Проверьте ширину зоны контакта седла впускного клапана и тарелки клапана.
Номинальная ширина
1,0 - 1,4 мм (0,0394 - 0,0551 дюйма)
ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
Нанесите тонкий слой берлинской лазури на торец клапана.
-
*a
Ширина
Слегка прижмите рабочую поверхность выпускного клапана к его седлу.
Note:Не вращайте клапан, прижимая его.
Проверьте тарелку выпускного клапана и седло клапана в порядке, описанном ниже.
Если берлинская лазурь видна по всему периметру конуса выпускного клапана (в пределах 360°), конус клапана концентричен.
Tip:Если рабочая фаска на тарелке клапана не концентрична, замените выпускной клапан.
Если берлинская лазурь распределена по всему седлу выпускного клапана (в пределах 360°), направляющая и седло выпускного клапана концентричны.
Tip:Если рабочая фаска на тарелке клапана не концентрична, повторно обработайте поверхность седла выпускного клапана.
Проверьте ширину зоны контакта седла выпускного клапана и тарелки клапана.
Номинальная ширина
1,3 - 1,7 мм (0,0512 - 0,0669 дюйма)
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
Очистите № , крышку подшипника распредвала № 1 2, крышку подшипника распредвала № 2 крышки подшипника распредвала № 3 4 крышки подшипников распредвала, кожух распредвала в сборе и шейки распредвала.
Установите распредвал и № 2 клапанов на кожух распредвала в сборе на головку блока цилиндров в сборе.
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Нажмите здесьЩелкните по следующей ссылкеЩелкните по следующей ссылке
Установите кожух распредвала в сборе.
Нажмите здесьЩелкните по следующей ссылкеЩелкните по следующей ссылке
-
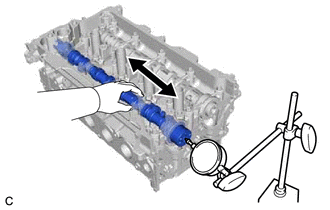
С помощью индикатора часового типа измерьте осевой зазор, смещая распредвал и распредвал № 2 вперед и назад.
Номинальный осевой зазор
Параметр / Устройство
Номинальное значение
Распредвал
0,04 - 0,17 мм (0,00157 - 0,00669 дюйма)
Распредвал № 2
0,04 - 0,17 мм (0,00157 - 0,00669 дюйма)
Максимально допустимый осевой зазор
Параметр
Номинальное значение
Распредвал
0,22 мм (0,00866 дюйма)
Распредвал № 2
0,22 мм (0,00866 дюйма)
Tip:Если осевой зазор превышает максимально допустимую величину, замените кожух распредвала. Если упорная поверхность повреждена, замените распредвал.