ENGINE UNIT DETAILS
-
CONSTRUCTION
-
Cylinder Head Cover Sub-assembly
-
A lightweight and high-strength aluminum cylinder head cover sub-assembly is used.
-
An oil delivery pipe is installed inside the cylinder head cover sub-assembly. This ensures lubrication of the sliding parts of the No. 1 valve rocker arm sub-assemblies, improving reliability.
-
An oil separator (ventilation case sub-assembly) is provided in the blow-by gas passage inside the cylinder head cover sub-assembly. This separates the engine oil from the blow-by gas in order to reduce oil degradation and the amount of engine oil consumed.
-
Acrylic rubber, which excels in heat resistance and reliability, is used for the cylinder head cover gasket.
-
The camshaft timing oil control valve assemblies are installed in the cylinder head cover sub-assembly. This simplifies the oil passage.
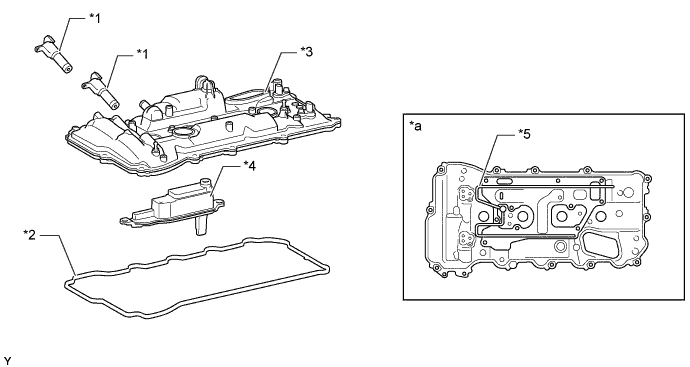
Text in Illustration *1 Camshaft Timing Oil Control Valve Assembly *2 Cylinder Head Cover Gasket *3 Cylinder Head Cover Sub-assembly *4 Oil Separator (Ventilation Case Sub-assembly) *5 Oil Delivery Pipe - - *a View from Bottom Side - -
-
-
Cylinder Head Sub-assembly
-
The cylinder head structure is simplified by separating the cam journal portion (camshaft housing sub-assembly) from the cylinder head sub-assembly.
-
The cylinder head sub-assembly, which is made of aluminum, contains pentroof-type combustion chambers. The spark plug is located in the center of the combustion chamber in order to improve the engine's anti-knock performance.
-
A taper squish combustion chamber is used to improve anti-knock performance and intake efficiency. In addition, engine performance and fuel economy are improved.
-
Long nozzle type fuel injector assemblies are installed in the cylinder head sub-assembly to reduce the distance from the fuel injector assembly to the intake valve, thus preventing the fuel from adhering to the intake port walls, and reducing HC exhaust emissions.
-
The shape of the intake port has been optimized, thus increasing the tumble flow and flow of air into the combustion chamber, and improving engine power and fuel economy.
-
The shape of the exhaust port has been optimized, thus making it easier for the engine to expel burnt gas, and improving engine power.
-
The valve lash adjuster assemblies are installed in the upper part of the cylinder head sub-assembly, creating a structure where the oil passage supplying oil to the valve lash adjuster assemblies are combined with the interior of the cylinder head sub-assembly.
-
The diameter of the intake and exhaust valve has increased, thus improving engine power.
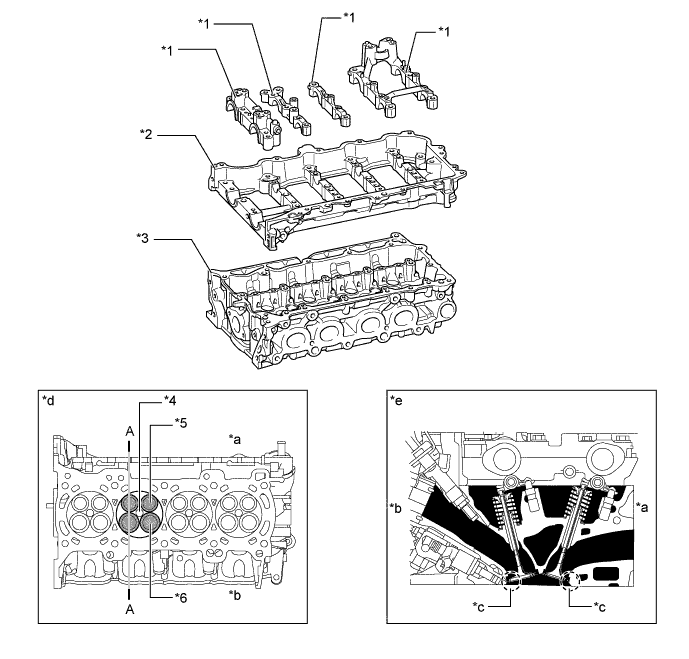
Text in Illustration *1 Camshaft Bearing Cap *2 Camshaft Housing Sub-assembly *3 Cylinder Head Sub-assembly *4 Spark Plug Hole *5 Exhaust Valve *6 Intake Valve *a Exhaust Side *b Intake Side *c Taper Squish *d View from Bottom Side *e A - A Cross Section - -
-
-
Cylinder Head Gasket
-
A triple-layer metal type cylinder head gasket is used.
-
The surface of the cylinder head gasket is coated with fluorine rubber to ensure a high level of reliability.
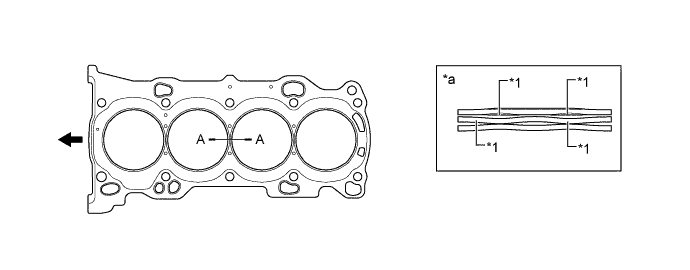
Text in Illustration *1 Rubber - - *a A - A Cross Section - - 
Engine Front - -
-
-
Cylinder Block Sub-assembly
-
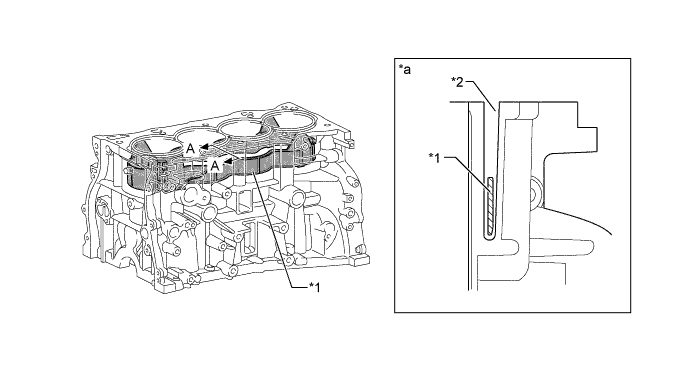
An aluminum cylinder block sub-assembly with a 7 mm (0.276 in.) distance between the cylinder bores is used to achieve a compact and lightweight configuration.
-
Water passages have been provided between the cylinder bores. By allowing the engine coolant to flow between the cylinder bores, this construction enables the temperature of the cylinder walls to be kept uniform.
-
The liners are a spiny-type, which have been manufactured so that their casting exteriors form large irregular surfaces in order to enhance the adhesion between the liners and the aluminum cylinder block sub-assembly. The enhanced adhesion helps heat dissipation, resulting in a lower overall temperature and reduced heat deformation of the cylinder bores.
-
A larger breather hole is provided in the journal wall. As a result, friction is reduced and output performance is improved.
-
The basic structure of the engine, such as the thickness of the cylinder bore walls, the depth of the water jackets, and the cylinder block ribs has been optimized, helping to maintain the roundness of the cylinder bore and thus reducing friction, improving fuel consumption.
-
The angle of the bore cross hatching, the polishing on the cylinder liner surface, is at an angle of 30°, thus improving the oil retention of the interior of the cylinder bore. This reduces the friction between the cylinder bore and the piston, improving fuel consumption.
-
The shape of the ribs, and the positioning and shape of the knock control sensor have been optimized, thus improving the control of knocking.
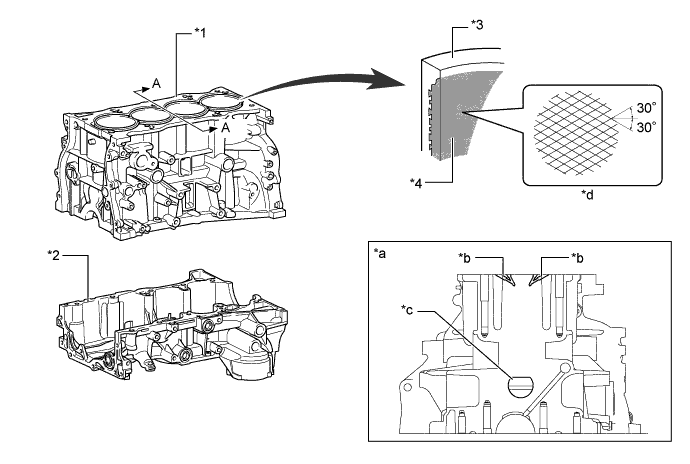
Text in Illustration *1 Cylinder Block Sub-assembly *2 Stiffening Crankcase Assembly *3 Cylinder Bore *4 Spiny-type Liner (Irregularly Shaped Outer Casting Surface of Liner) *a A - A Cross Section *b Water Passage *c Larger Breather Hole *d Bore Cross Hatch -
Through the use of an offset crankshaft, the centerline of the bores is shifted 10 mm (0.39 in.) towards the exhaust side in relation to the centerline of the crankshaft. Thus, the side force to the cylinder wall is reduced when the maximum pressure is applied. This contributes to fuel economy.
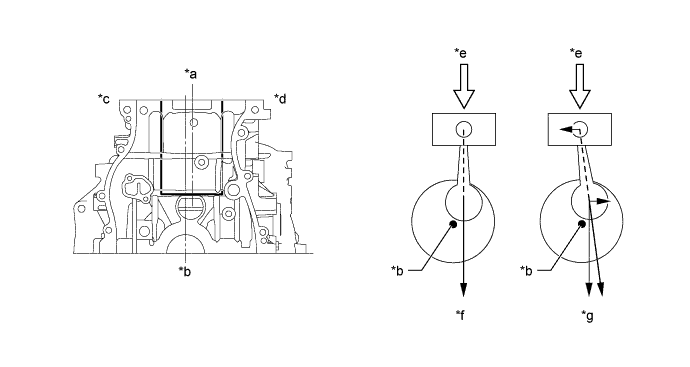
Text in Illustration *a Bore Centerline *b Crankshaft Center *c Intake Side *d Exhaust Side *e Maximum Pressure *f Offset Crankshaft *g Non-offset Crankshaft - - -
A shallow bottom water jacket is used. The resulting reduction in the volume of the engine coolant improves warm-up performance, which contributes to improved fuel economy.
-
A cylinder block water jacket spacer utilizing resin with excellent heat resistance and shaping precision is used.
-
A cylinder block water jacket spacer is provided in the water jacket of the cylinder block sub-assembly.
-
The cylinder block water jacket spacer suppresses the water flow in the bottom of the water jackets, guides the coolant in the upper area of the water jacket, and ensures uniform temperature distribution. As a result, the viscosity of the engine oil that acts as a lubricant between the bore walls and the pistons can be lowered, thus reducing friction. Additionally, the coolant intake at the left side of the No. 1 cylinder bore is covered, thus preventing the No. 1 cylinder bore from excessive cooling.
Text in Illustration *1 Cylinder Block Water Jacket Spacer *2 Water Jacket *a A - A Cross Section - -
-
-
Stiffening Crankcase Assembly
-
A lightweight and high-strength aluminum die-cast stiffening crankcase assembly is used. This assembly is integrated with the cylinder block sub-assembly, thus improving the rigidity of the connection with the transmission, and reducing vibration and noise transmitted to the interior of the vehicle cabin.
-
Oil drain passages are provided in the stiffening crankcase assembly. This prevents the crankshaft from churning the engine oil, reducing rotational resistance.
-
The high pressure oil passage, rear oil seal retainer, oil filter bracket and rear end plate are integrated with the stiffening crankcase assembly, thus reducing the weight of the engine and making it compact.
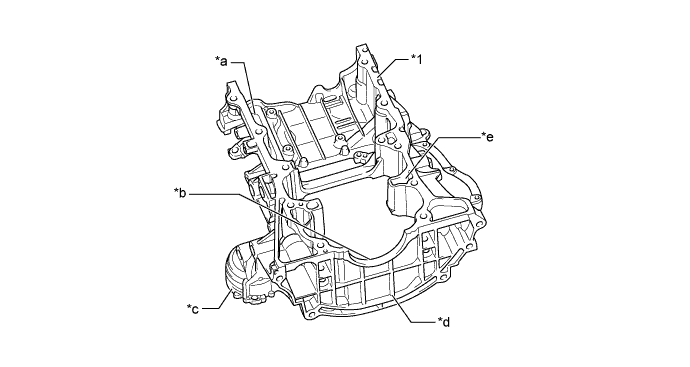
Text in Illustration *1 Stiffening Crankcase Assembly - - *a High Pressure Oil Passage *b Rear Oil Seal Retainer *c Oil Filter Bracket *d Rear End Plate *e Oil Drain Passage - -
-
-
Piston
-
The pistons are made of aluminum alloy to allow them to be compact and lightweight.
-
The piston head portion uses a taper squish shape to achieve fuel combustion efficiency.
-
The piston skirts are coated with resin to reduce friction losses.
-
The groove of the No. 1 compression ring is coated with alumite to ensure abrasion resistance.
-
Low-tension piston rings are used to reduce friction and achieve excellent fuel economy.
-
Narrow-width piston rings are used to reduce weight and friction.
-
A Physical Vapor Deposition (PVD) coating has been applied to the surface of the No. 1 compression ring, in order to improve its wear resistance.
-
A No. 1 compression ring with an inside bevel shape is used to improve engine performance.
-
A steel No. 2 compression ring is used to improve wear resistance.
-
A groove is added to the inner surface of the oil ring rail, thus making the engine oil easy to discharge and reduce oil consumption.
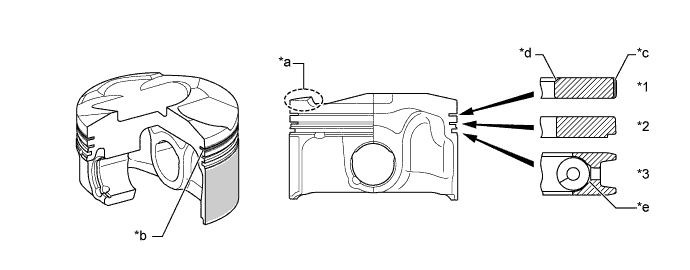
Text in Illustration *1 No. 1 Compression Ring *2 No. 2 Compression Ring *3 Oil Ring - - *a Taper Squish Shape *b Alumite Coating *c PVD Coating *d Inside Bevel Shape *e Groove - - 
Resin Coating - -
-
-
Connecting Rod Sub-assembly
-
Connecting rod sub-assemblies that have been forged for high strength are used for weight reduction.
-
Knock pins are used at the mating surfaces of the connecting rod caps to minimize the shifting of the connecting rod caps during assembly.
-
Plastic region tightening bolts are used for the connecting rod sub-assemblies.
-
Aluminum bearings are used for the connecting rod bearings.
-
The connecting rod bearings are reduced in width to reduce friction.
-
The lining surfaces of the connecting rod bearing are micro-grooved to achieve an optimal amount of oil clearance. As a result, cold-engine cranking performance has been improved and engine vibration has been reduced.
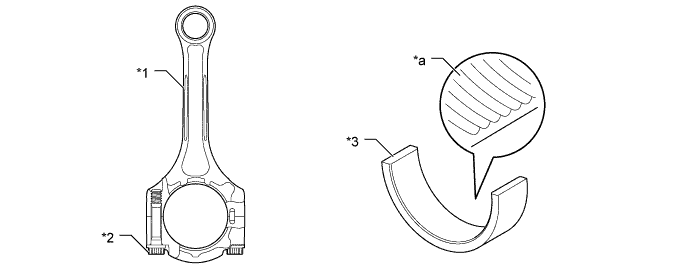
Text in Illustration *1 Connecting Rod Sub-assembly *2 Plastic Region Tightening Bolt *3 Connecting Rod Bearing - - *a Micro-grooved - -
-
-
Crankshaft and Crankshaft Bearing
-
A crankshaft made of forged steel, which excels in rigidity and wear resistance, is used.
-
The crankshaft has 5 main bearing journals and 8 balance weights.
-
A balance shaft drive gear is provided on the crankshaft.
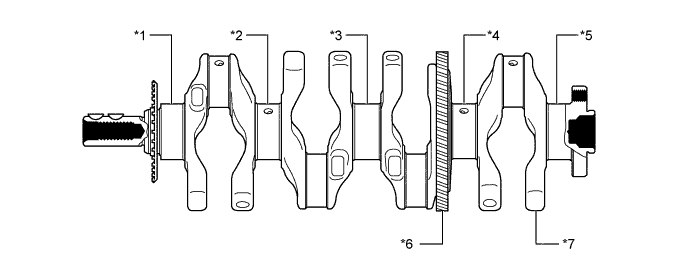
Text in Illustration *1 No. 1 Main Bearing Journal *2 No. 2 Main Bearing Journal *3 No. 3 Main Bearing Journal *4 No. 4 Main Bearing Journal *5 No. 5 Main Bearing Journal *6 Balance Shaft Drive Gear *7 Balance Weight - - -
The oil groove on the crankshaft bearing is made eccentric to reduce the amount of oil leakage from the bearing. This enables the capacity of the oil pump to be reduced in order to reduce parasitic losses.
-
The lining surface of some of the crankshaft bearings is covered in a resin coating, ensuring reliability and durability. Microgroove processing has been applied to the lining surface of the other crankshaft bearings, ensuring durability and reliability, and improving initial running-in.
Crankshaft Bearing No. 1 Journal No. 2 Journal No. 3 Journal No. 4 Journal No. 5 Journal Crankshaft Bearing (Cylinder Block Side) ○ - ○ - - No. 2 Crankshaft Bearing (Crankshaft Bearing Side) ○ - - - ○
-
○: Resin coating
-
-: Micro-grooved
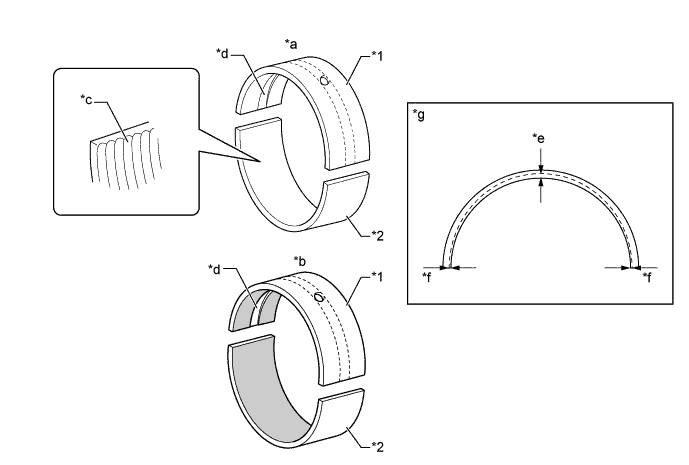
Text in Illustration *1 Upper Main Bearing (Crankshaft Bearing) *2 Lower Main Bearing (Crankshaft Bearing) *a Micro-grooved Bearing *b Resin Coating Bearing *c Micro-grooved *d Oil Groove *e Center *f Edge *g Oil Groove Depth - - Resin Coating - - -
-
-
Balance Shaft
-
An engine balancer assembly is used to reduce vibration. The inertial mass of the weight inside the engine balancer assembly is optimized, reducing the muffled sound inside the vehicle cabin.
-
The crankshaft directly drives the No. 1 balance shaft.
-
In addition, a resin gear is used on the driven side to suppress noise and offer a lightweight design.
-
The engine balancer assembly is separated from the stiffening crankcase assembly, thus making it easier to be serviced. Additionally, the engine balancer assembly is fastened to the highly-rigid cylinder block sub-assembly with bolts through the stiffening crankcase assembly, reducing the weight of the stiffening crankcase assembly, noise and vibrations.
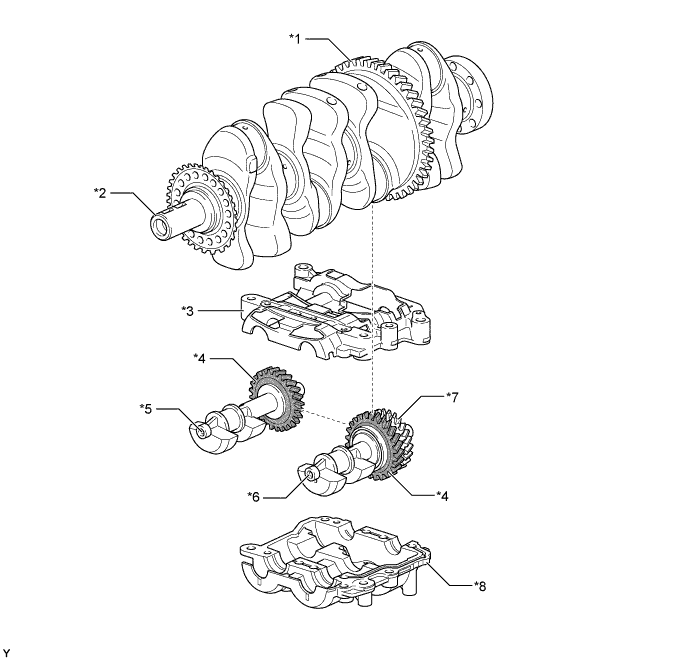
Text in Illustration *1 Balance Shaft Drive Gear *2 Crankshaft *3 No. 2 Balance Shaft Housing *4 Resin Gear *5 No. 2 Balance Shaft *6 No. 1 Balance Shaft *7 Balance Shaft Driven Gear *8 No. 1 Balance Shaft Housing
-
-
Valve Mechanism
-
A high-expansion ratio Atkinson cycle is used, thus increasing thermal efficiency.
-
Each cylinder of this engine has 2 intake valves and 2 exhaust valves. Intake and exhaust efficiency is increased due to the larger total port areas.
-
This engine uses No. 1 valve rocker arm sub-assemblies with built-in needle bearings. This reduces the friction that occurs between the cams and the No. 1 valve rocker arm sub-assemblies that push the valves down, thus improving fuel economy.
-
Valve lash adjuster assemblies, which maintain a constant zero valve clearance through the use of pressurized oil and a spring, are used.
-
The intake and exhaust camshafts are driven by a chain sub-assembly.
-
This engine has the Dual Variable Valve Timing-intelligent (Dual VVT-i) system which controls the intake camshaft (camshaft) and exhaust camshaft (No. 2 camshaft) to provide optimal valve timing according to driving conditions. With the use of this system, lower fuel consumption, higher engine performance, and fewer exhaust emissions have been achieved.
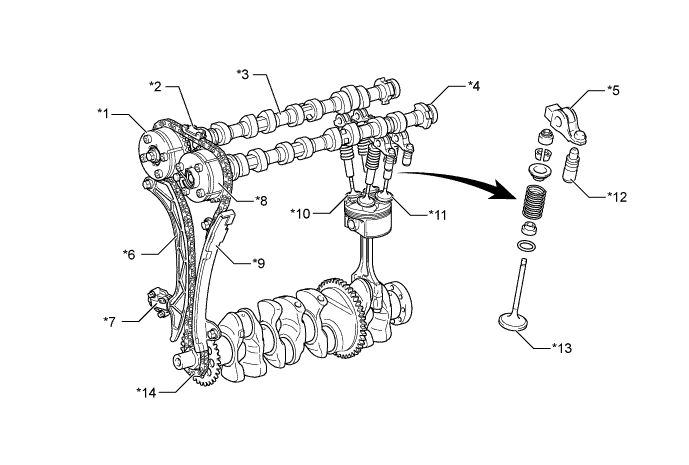
Text in Illustration *1 Camshaft Timing Gear Assembly *2 Timing Chain Guide *3 Intake Camshaft (Camshaft) *4 Exhaust Camshaft (No. 2 Camshaft) *5 No. 1 Valve Rocker Arm Sub-assembly *6 Chain Tensioner Slipper *7 No. 1 Chain Tensioner Assembly *8 Camshaft Timing Exhaust Gear Assembly *9 No. 1 Chain Vibration Damper *10 Intake Valve *11 Exhaust Valve *12 Valve Lash Adjuster Assembly *13 Valve *14 Chain Sub-assembly Valve Timing Intake Open -15° to 35° BTDC Closed 105° to 55° ABDC Exhaust Open 54° to 14° BBDC Closed 0° to 40° ATDC 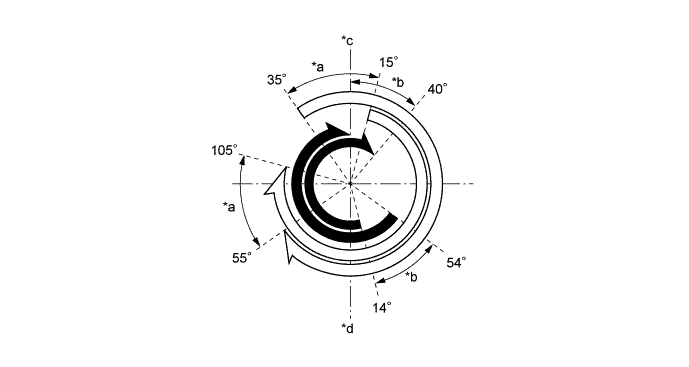
Text in Illustration *a VVT-i Operation Range (Intake) *b VVT-i Operation Range (Exhaust) *c TDC *d BDC Exhaust Valve Opening Angle 
Intake Valve Opening Angle
-
-
Camshaft
-
The camshafts are made of cast iron alloy.
-
An oil passage is provided in the intake camshaft (camshaft) and exhaust camshaft (No. 2 camshaft) in order to supply engine oil to the Dual VVT-i system.
-
A VVT-i controller (camshaft timing gear assembly or camshaft timing exhaust gear assembly) is installed on the front of the intake camshaft (camshaft) and exhaust camshaft (No. 2 camshaft) to vary the timing of the intake and exhaust valves.
-
Together with the use of the No. 1 valve rocker arm sub-assemblies, the cam profile is modified. This results in increased valve lift when the valve begins to open and as it finishes closing, helping to achieve enhanced output performance.
-
A timing rotor for the cam position sensor (No. 1 crank position sensor) is provided on the back of the intake camshaft (camshaft) and exhaust camshaft (No. 2 camshaft). Additionally, a cam for powering the fuel pump assembly (for high pressure) is installed on the intake camshaft, thus reducing the size of the engine.
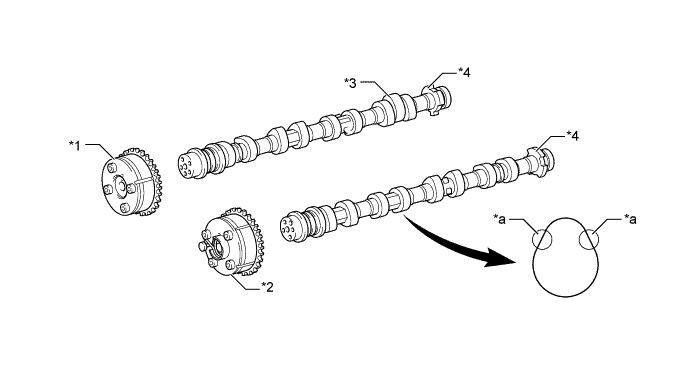
Text in Illustration *1 Camshaft Timing Gear Assembly *2 Camshaft Timing Exhaust Gear Assembly *3 Cam (for Powering the Fuel Pump Assembly (for High Pressure)) *4 Timing Rotor *a Modified Portion of Cam Profile - -
-
-
VVT-i Controller (Camshaft Timing Gear Assembly and Camshaft Timing Exhaust Gear Assembly)
-
A VVT-i controller (camshaft timing gear assembly or camshaft timing exhaust gear assembly) consists of a housing driven by the chain sub-assembly and a vane coupled with the intake camshaft (camshaft) or exhaust camshaft (No. 2 camshaft).
-
Both the camshaft timing gear assembly and camshaft timing exhaust gear assembly have a 4-blade vane.
-
The oil pressure sent from the advanced or retarded side path at the intake camshaft (camshaft) and exhaust camshaft (No. 2 camshaft) causes rotation in the camshaft timing gear assembly vane circumferential direction to vary the intake and exhaust valve timing continuously.
-
When the engine is stopped, a lock pin locks the intake camshaft (camshaft) at the most retarded position and the exhaust camshaft (No. 2 camshaft) at the most advanced position, to ensure that the engine starts properly.
-
An advance assist spring is provided on the exhaust side camshaft timing gear assembly. This spring applies torque in the advance direction when the engine is stopped, thus ensuring the engagement of the lock pin.
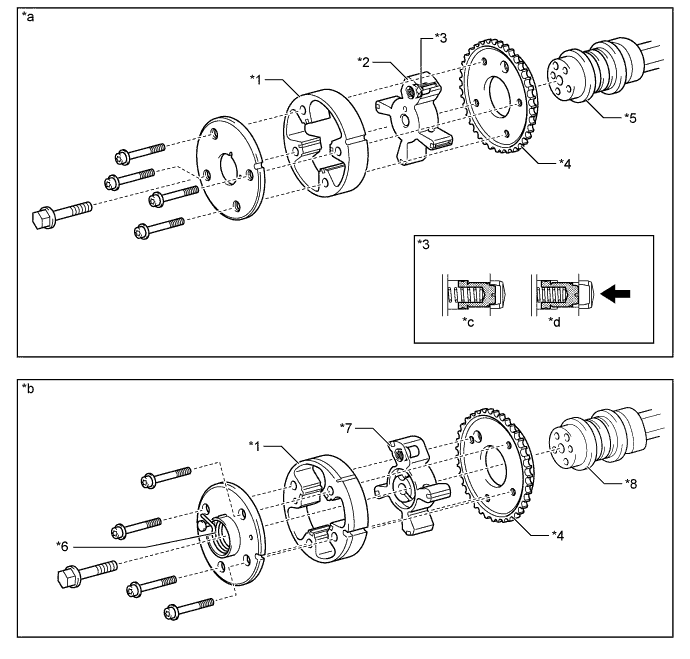
Text in Illustration *1 Housing *2 Vane (Fixed on Intake Camshaft) *3 Lock Pin *4 Sprocket *5 Intake Camshaft (Camshaft) *6 Advance Assist Spring *7 Vane (Fixed on Exhaust Camshaft) *8 Exhaust Camshaft (No. 2 Camshaft) *a Intake Side *b Exhaust Side *c Stopped *d In Operation Oil Pressure - -
-
-
Valve Lash Adjuster Assembly
-
The valve lash adjuster assemblies, which are located at the fulcrum of the No. 1 valve rocker arm sub-assemblies, consist primarily of a plunger, a plunger spring, a check ball, and a check ball spring.
-
Engine oil supplied by the cylinder head sub-assembly and the built-in spring actuate the valve lash adjuster assembly. The oil pressure and the spring force that act on the plunger push the No. 1 valve rocker arm sub-assembly against the cam, adjusting the valve clearance created during the opening and closing of the valve. As a result, engine noise has been reduced.
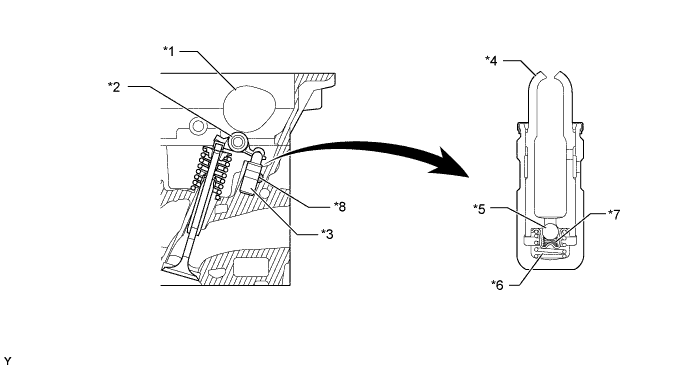
Text in Illustration *1 Cam *2 No. 1 Valve Rocker Arm Sub-assembly *3 Valve Lash Adjuster Assembly *4 Plunger *5 Check Ball *6 Plunger Spring *7 Check Ball Spring *8 Oil Passage Tech Tips
Valve clearance adjustment is not necessary because a valve lash adjuster assembly is used.
-
-
Chain Sub-assemblies and Chain Tensioner Sub-assemblies
-
A roller chain with a 9.525 mm (0.375 in.) pitch is used.
-
The No. 1 chain tensioner assembly uses a spring and oil pressure to maintain proper chain tension at all times. The No. 1 chain tensioner assembly suppresses noise generated by the chain sub-assembly.
-
The No. 1 chain tensioner sub-assembly is a ratcheting type with a non-return mechanism.
-
To achieve excellent serviceability, the No. 1 chain tensioner assembly is constructed so that it can be removed and installed through a service hole in the timing chain cover sub-assembly.
-
The No. 2 chain vibration damper is installed between the camshaft sprockets on the intake and exhaust sides, thus reducing the vibration of the chain sub-assembly between the camshaft sprockets on the intake and exhaust sides when the engine is running, and ensuring that the engine is quiet and reliable.
-
The No. 1 chain tensioner sub-assembly is installed on the lower side, creating a more compact engine.
-
Resin with excellent abrasion resistance is used on the shoes of the chain tensioner slipper, No. 1 chain vibration damper, and No. 2 chain vibration damper.
-
A gasket (chain tensioner gasket) is used for the No. 1 chain tensioner sub-assembly, improving the oil retention of the oil collector, thus suppressing the action of the chain when the engine is starting. This makes the engine quieter.
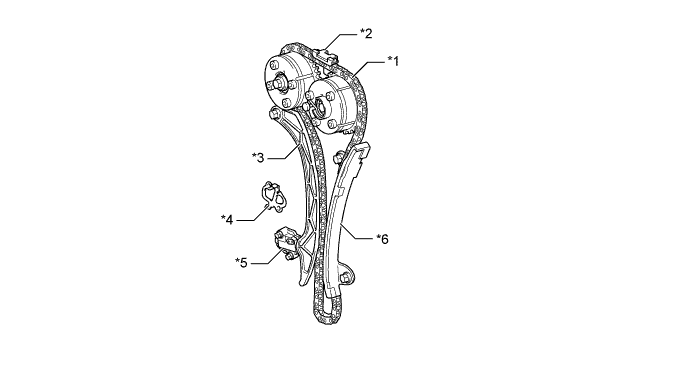
Text in Illustration *1 Chain Sub-assembly *2 Timing Chain Guide *3 Chain Tensioner Slipper *4 Gasket (Chain Tensioner Gasket) *5 No. 1 Chain Tensioner Assembly *6 No. 1 Chain Vibration Damper
-
-
Timing Chain Cover Sub-assembly
-
An aluminum die-cast timing chain cover is used.
-
The timing chain cover sub-assembly has an integrated construction consisting of the oil pump and a timing chain oil jet. Thus, the number of parts has been reduced, resulting in weight reduction.
-
To achieve excellent serviceability, service holes for the No. 1 chain tensioner assembly and camshaft timing gear assembly are provided on the timing chain cover sub-assembly.
-
Stiffening ribs are optimally arranged on the rear side of the timing chain cover sub-assembly, making it easy for the engine oil to return to the sub-assembly. Engine vibration and noise reduction have also been balanced.
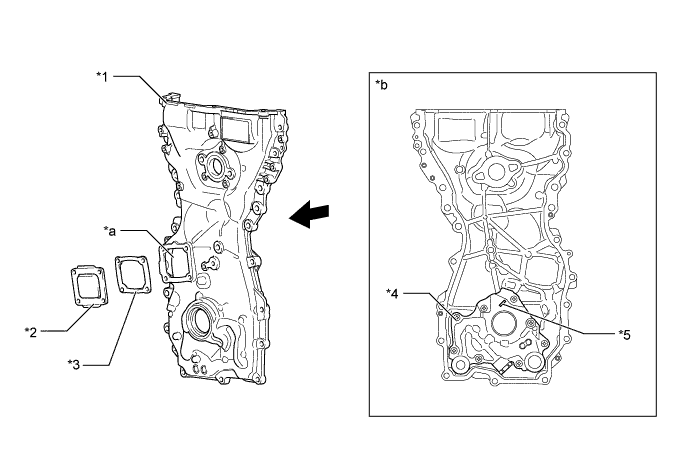
Text in Illustration *1 Timing Chain Cover Sub-assembly *2 Timing Chain Cover Plate *3 No. 1 Timing Belt Cover Gasket *4 Oil Pump *5 Timing Chain Oil Jet - - *a Service Hole *b View from Rear Side Front - -
-
-
V-ribbed Belt
-
A highly elastic belt is used, allowing elimination of the belt tensioner, which in turn creates a lightweight and compact configuration. In addition, belt removal and installation is simplified.
-
A guide is provided for the water pump pulley, allowing for easier installation of the V-ribbed belt.
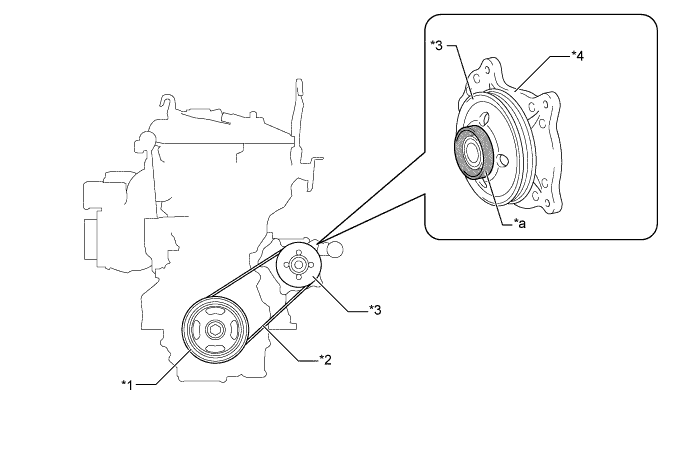
Text in Illustration *1 Crankshaft Pulley Assembly *2 V-ribbed Belt (Fan and Generator V Belt) *3 Water Pump Pulley *4 Engine Water Pump Assembly *a Guide - -
-
-
-
OPERATION
-
Balance Shaft
-
In an in-line 4-cylinder engine, the crankshaft angle for cylinders No. 1 and No. 4 is exactly opposite (180°) from the position of cylinders No. 2 and No. 3. Therefore, the inertial force of the pistons and the connecting rods of the former 2 cylinders and of the latter 2 cylinders almost cancel each other out. However, because the position at which the piston reaches its maximum speed is located toward top dead center from the center of the stroke, the upward inertial force is greater than the downward inertial force. This unbalanced secondary inertial force is generated twice for each rotation of the crankshaft.
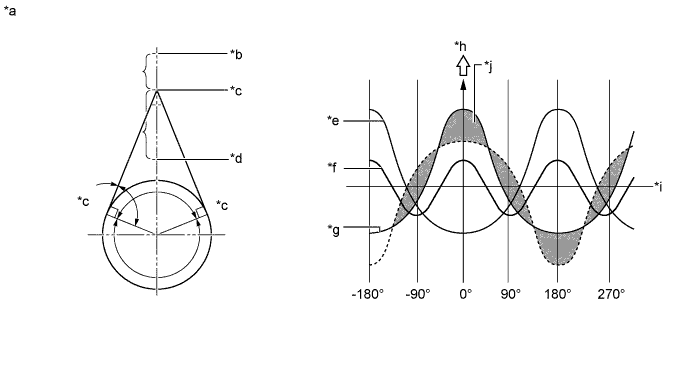
Text in Illustration *a Inertial Force Generated by In-line 4 Cylinders *b Top Dead Center *c Point of Max. Speed *d Bottom Dead Center *e Inertial Force of Cylinders No. 2 and No. 3 *f Combined Inertial Force of All Cylinders (Unbalanced Secondary Inertial Force) *g Inertial Force of Cylinders No. 1 and No. 4 *h Force *i Crankshaft Angle *j Inertial force that cannot be canceled -
To cancel the unbalanced secondary inertial force, 2 balance shafts are provided that rotate twice for each rotation of the crankshaft. By doing this they generate an inertial force in the opposite direction. Also, in order to cancel the inertial force generated by the balance shafts themselves, there are actually 2 shafts rotating in opposite directions.
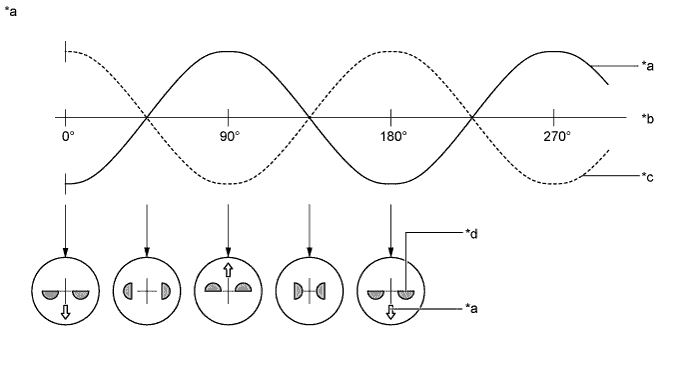
Text in Illustration *a Inertial Force of Balance Shafts *b Crankshaft Angle *c Secondary Inertial Force *d Mass Direction of Balance Shaft
-
-