QUARTER WHEEL HOUSING OUTER PANEL ASSEMBLY REPLACEMENT
-
With the rocker outer reinforce assembly removed.
-
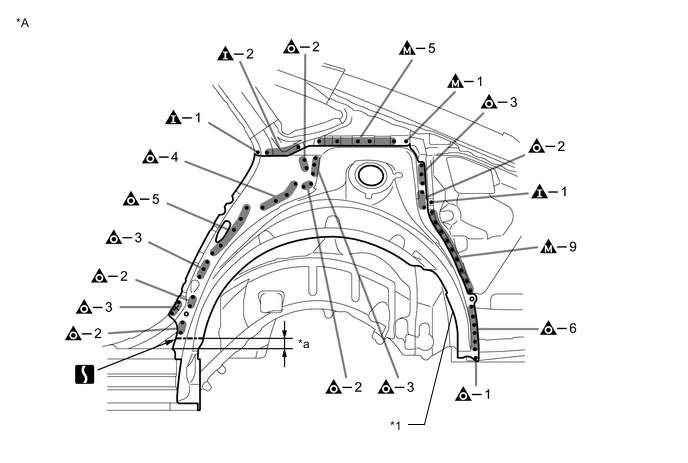
REMOVAL
Symbol Meaning 
Remove Weld Points 
Remove Weld Points 
Remove Weld Points 
Cut and Join Location
-
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
*A LH - - 
Adhesive - - -
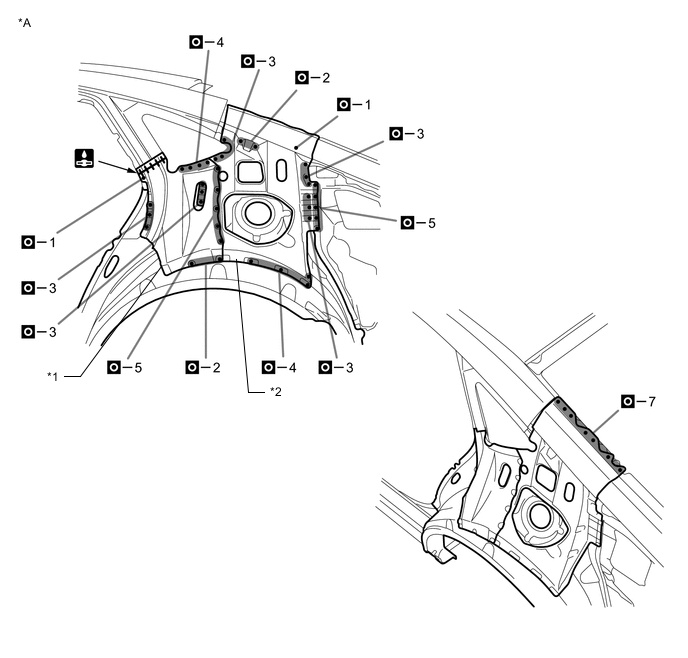
Remove the roof side panel inner front and roof side panel outer.
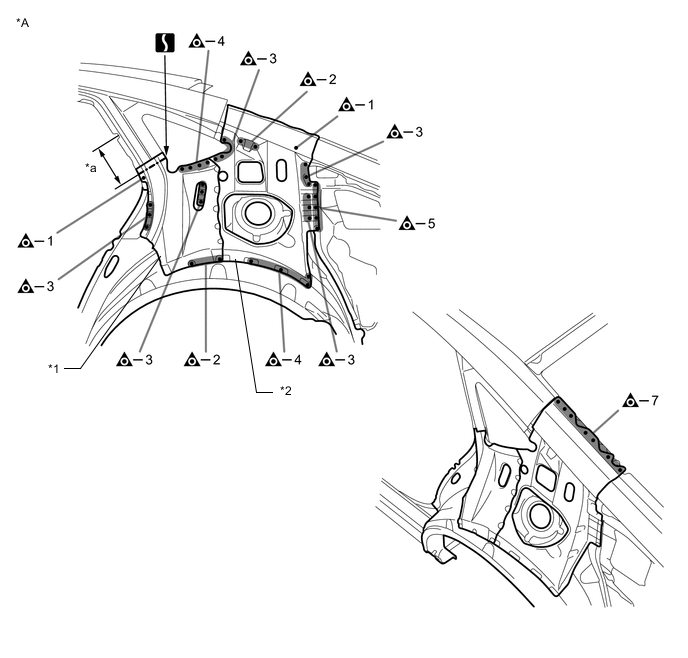
*A LH - - *1 ROOF SIDE PANEL INNER FRONT *2 ROOF SIDE PANEL OUTER *a 145 mm (5.71 in.) - - -
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
*A LH - - Adhesive - - -
Remove the rear wheel house panel outer.
*A LH - - *1 REAR WHEEL HOUSE PANEL OUTER - - *a 40 mm (1.57 in.) - - -
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.

*A RH - - Adhesive - - -
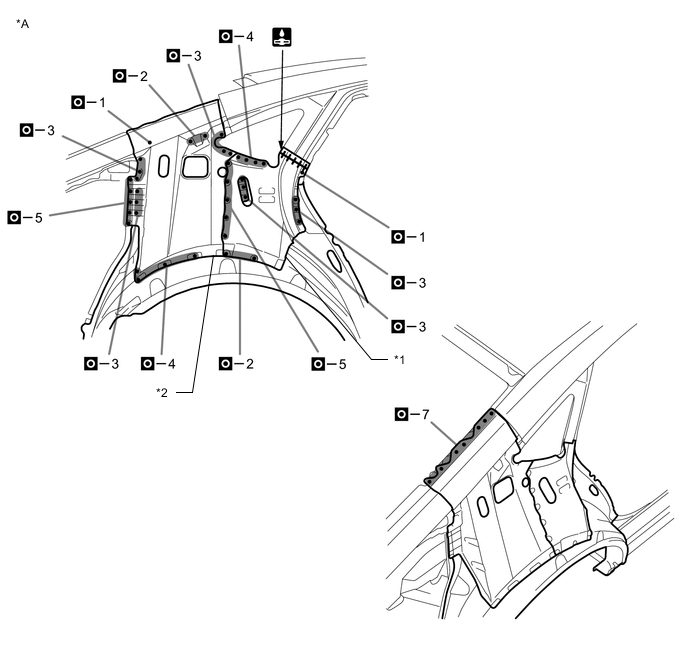
Remove the roof side panel inner front and roof side panel outer.

*A RH - - *1 ROOF SIDE PANEL INNER FRONT *2 ROOF SIDE PANEL OUTER *a 145 mm (5.71 in.) - - -
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
*A RH - - Adhesive - - -
Remove the quarter wheel house panel outer.
*A RH - - *1 QUARTER WHEEL HOUSE PANEL OUTER - - *a 40 mm - -
-
-
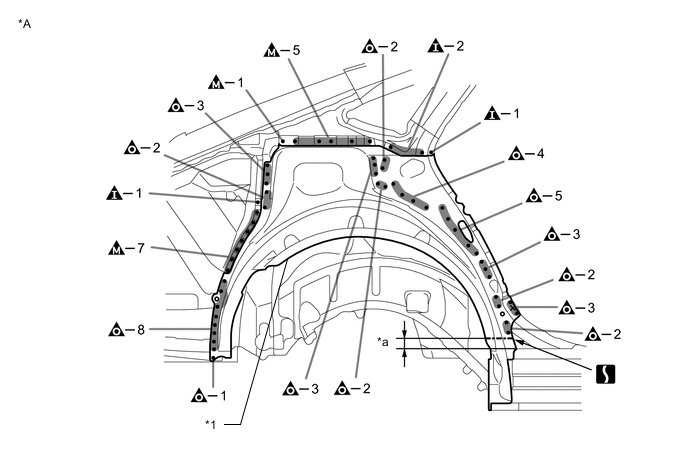
INSTALLATION
Symbol Meaning 
Plug Weld 
Plug Weld 
Plug Weld 
Butt Weld 
Assembly Mark
-
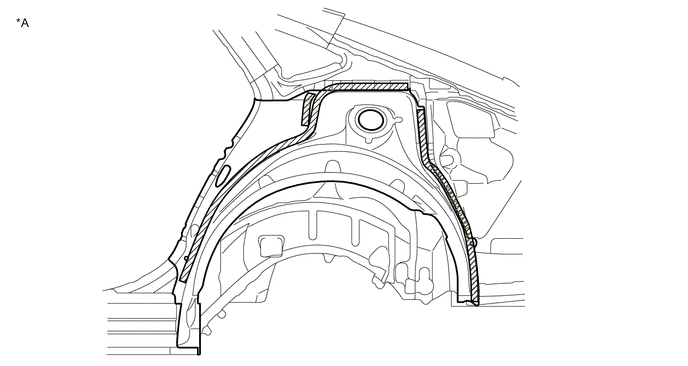
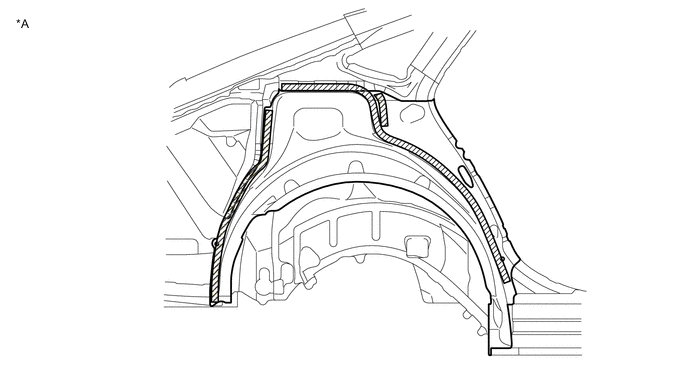
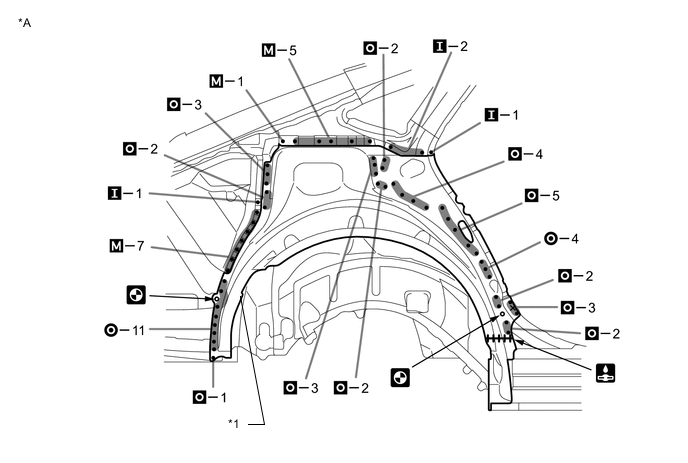
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
*A LH - - Adhesive - - -
-
Weld the rear wheel house panel outer to the vehicle side.
Tech Tips
For positioning of the new parts, align the installation standard holes of the outer panel and the inner panel.
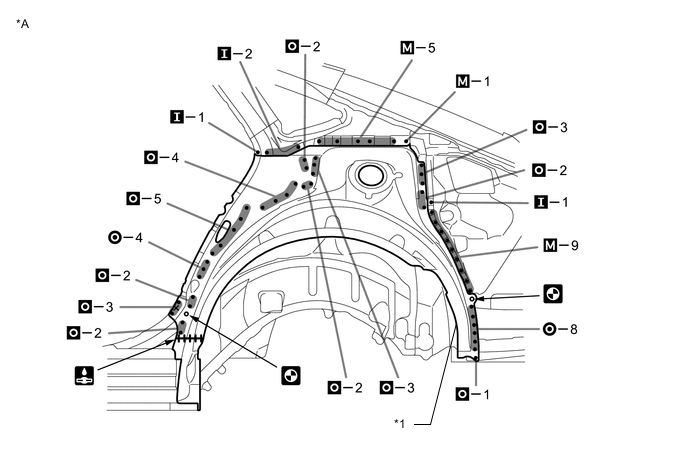
*A LH - - *1 REAR WHEEL HOUSE PANEL OUTER - - -
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
*A LH - - Adhesive - - -
-
Weld the roof side panel inner front and roof side panel outer to the vehicle side.
*A LH - - *1 ROOF SIDE PANEL INNER FRONT *2 ROOF SIDE PANEL OUTER -
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
*A RH - - Adhesive - - -
-
Weld the quarter wheel house panel outer to the vehicle side.
Tech Tips
For positioning of the new parts, align the installation standard holes of the outer panel and the inner panel.
*A RH - - *1 QUARTER WHEEL HOUSE PANEL OUTER - - -
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
*A RH - - Adhesive - - -
-
Weld the roof side panel inner front and roof side panel outer to the vehicle side.
*A RH - - *1 ROOF SIDE PANEL INNER FRONT *2 ROOF SIDE PANEL OUTER -
After welding, apply body sealer and undercoating to the corresponding parts. (See the painting/coating)
-
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
-