FRONT FENDER APRON ASSEMBLY REPLACEMENT
-
With the radiator side support assembly and cowl top side upper panel assembly removed.
-
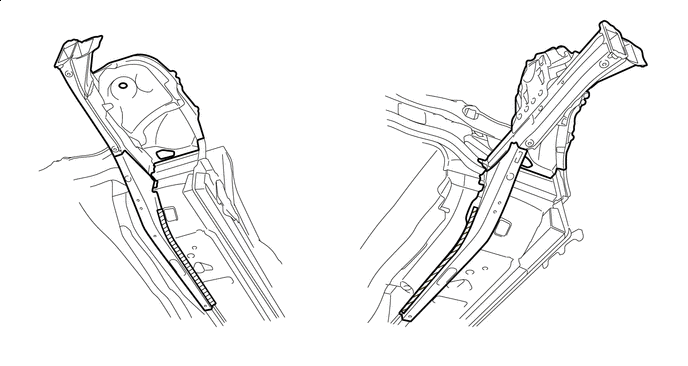
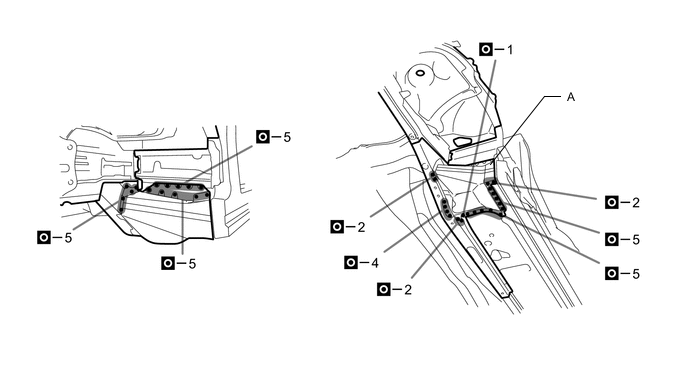
REMOVAL
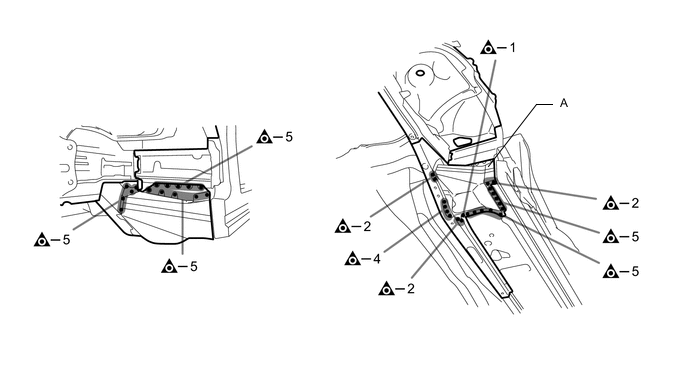
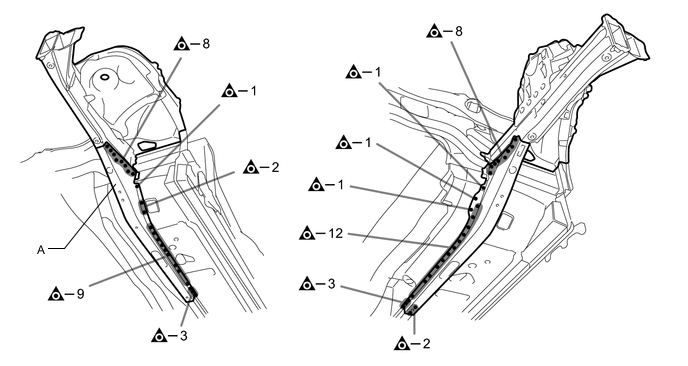
Symbol Meaning 
Remove Weld Points 
Remove Weld Points 
Remove Weld Points
-
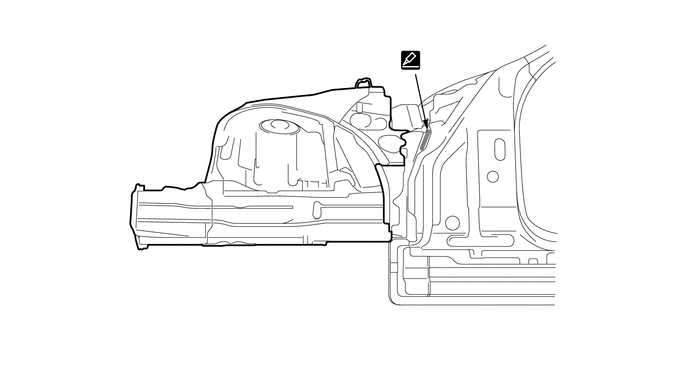
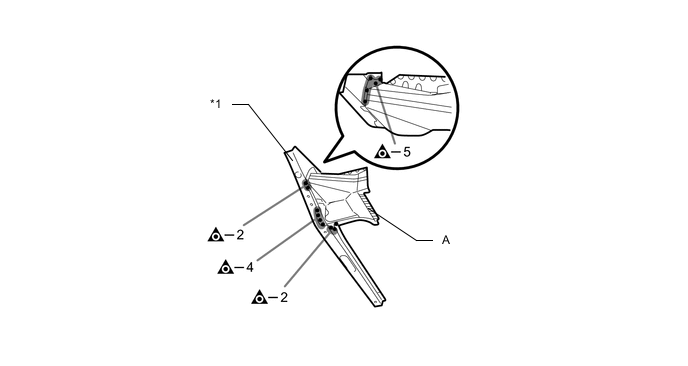
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
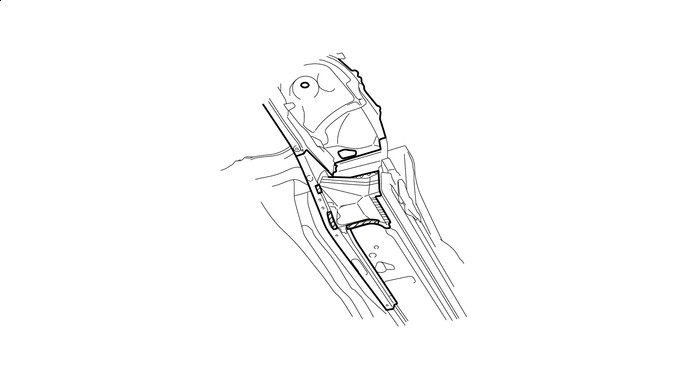

Adhesive - - -
Remove the A.
-
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
Adhesive - - -
Remove the A.
-
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
Adhesive - - -
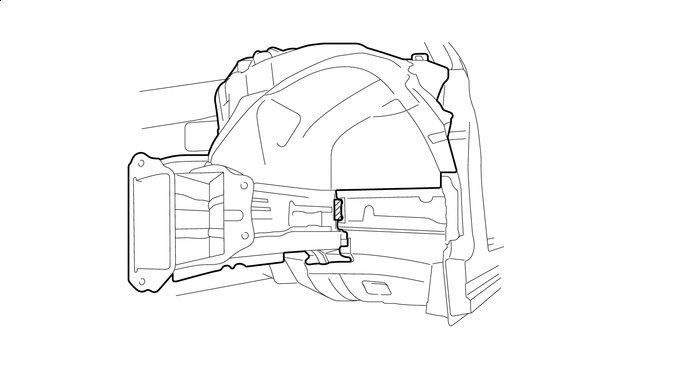
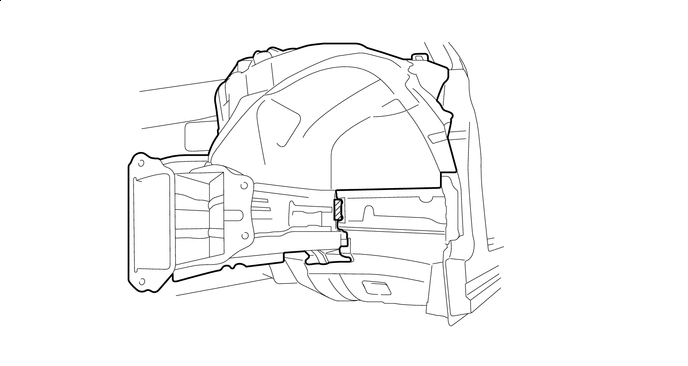
Remove the front fender apron sub-assembly.
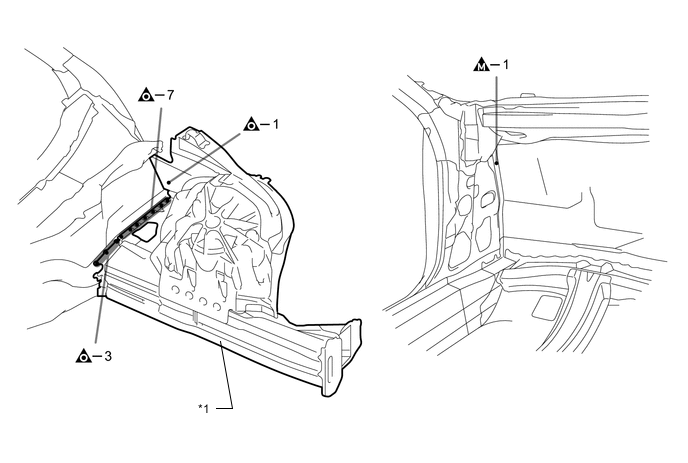
*1 FRONT FENDER APRON SUB-ASSEMBLY - - 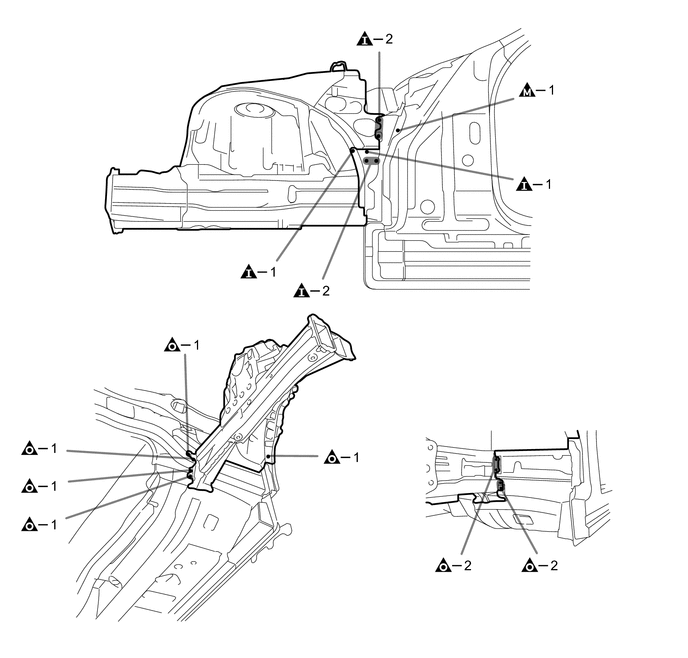
-
-
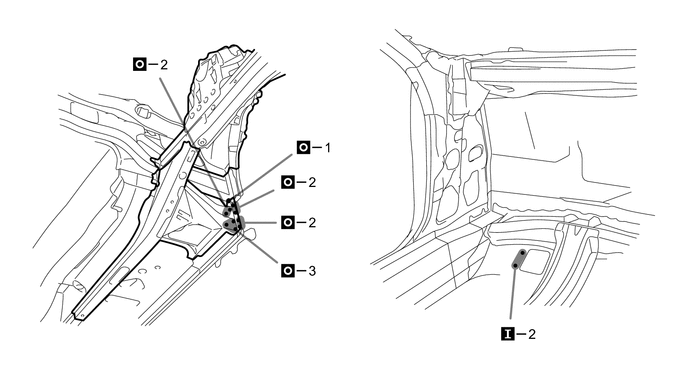
INSTALLATION
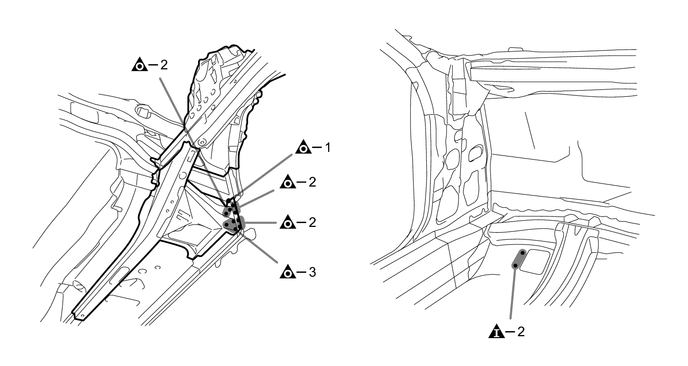
Symbol Meaning 
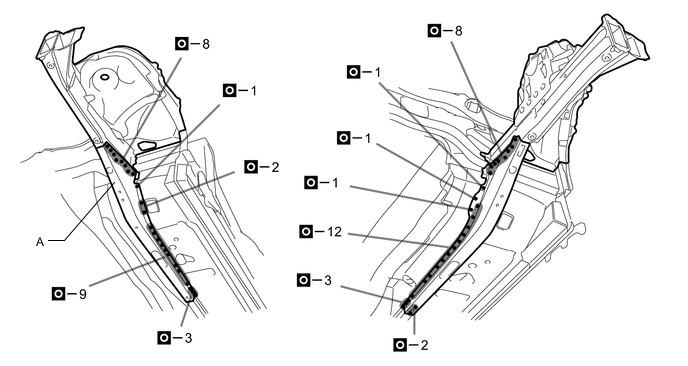
Plug Weld 
Plug Weld 
Plug Weld 
Body Sealer
-
Inspect the fitting of the related parts around the new parts before welding. This affects the appearance of the finish.
-
Temporarily install the new parts and measure each part of the new parts in accordance with the body dimension diagram. (See the body dimensions)
-
Make sure to attach correctly in accordance with the body dimension diagram as this part affects the front wheel alignment.
-
Before installing a new part, apply body sealer.
Tech Tips
Apply body sealer in an even, continuous bead.
-
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
Adhesive - - -
-
Weld the front fender apron sub-assembly to the vehicle side.
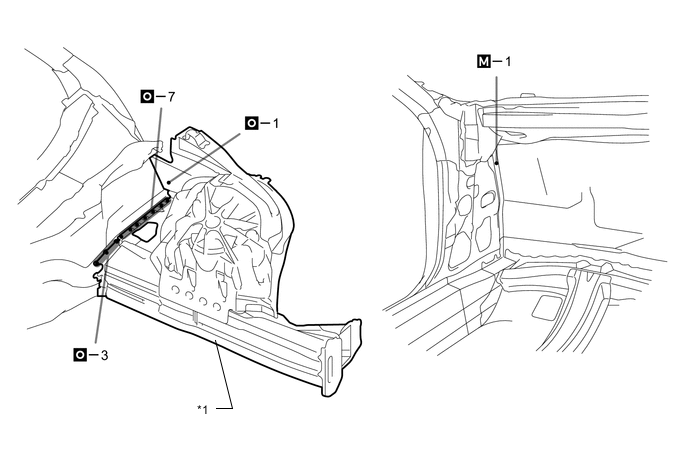
*1 FRONT FENDER APRON SUB-ASSEMBLY - - 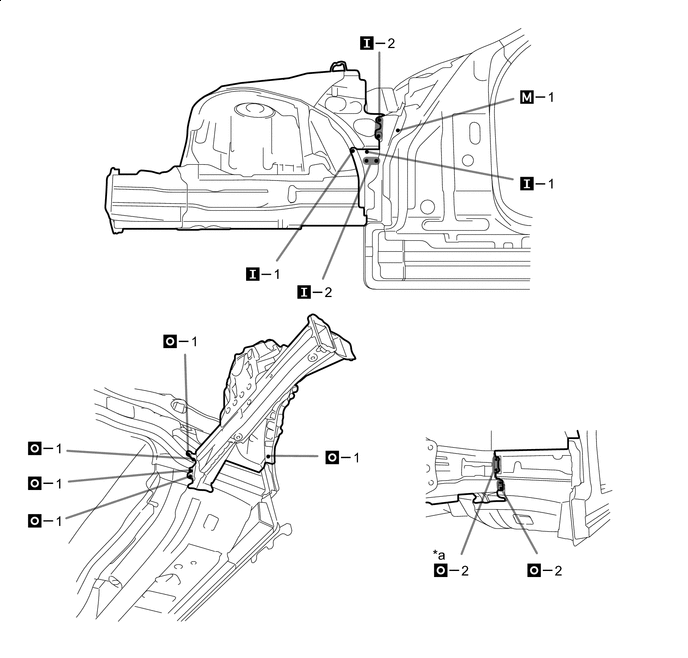
*a Ultra High Strength Steel Welding Point - -
-
When welding 2 panels together including 780 MPa ultra high strength steel.
*a: Plug weld Plug diameter 10 mm (0.39 in.) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO2 20%) as the shield gas when plug welding.Sufficient weld strength cannot be assured when using 100% CO2 shield gas.
Follow the welding conditions below when welding ultra high strength steel to assure sufficientweld strength. (When repairing this model)
-
-
Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
Adhesive - - -
Remove A from the new parts.
*1 FRONT SIDE MEMBER REINFORCEMENT SUB-ASSEMBLY REAR - - -
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
Adhesive - - -
-
Weld the A to the vehicle side.
-
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
Adhesive - - -
-
Weld the A to the vehicle side.
-
After welding, apply body sealer and undercoating to the corresponding parts. (See the painting/coating)
-
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
-