QUARTER PANEL CUT AND JOIN REPLACEMENT SECTIONS (SMALL AREAS)
-
Cut the wheel arch portion.
-
Heat the quarter panel adhesive area and remove the quarter panel.
Tech Tips
Using an industrial heater gun or gas burner, heat the quarter panel to 110 to 140°C. Make sure the quarter panel does not warp.
-
Clean off any adhesive that remains on the vehicle.
Tech Tips
-
Using an industrial heater gun or gas burner, heat the adhesive to 110 to 140°C.
-
Using a scraper, scrape away the adhesive.
-
If adhesive remains, the strength of any subsequently applied adhesive will be weak.
-
-
Using a disc sander or belt sander, scuff and sand any adhesive that remains on the vehicle.
Tech Tips
Scuff at a width of approximately 10 mm (0.39 in.) over the previous adhesive coating.
-
Apply adhesive to the exposed metal areas on the vehicle. Using a spatula, spread the adhesive evenly.
-
Apply adhesive to the vehicle again.
-
Using #60-120 grit sandpaper, scuff the adhesive application area on the new quarter panel.
-
Apply adhesive to the new quarter panel. Using a spatula, spread the adhesive evenly.
-
Using a vise grip or the palms of your hands, press the quarter panel so that the thickness of the adhesive is even.
-
Complete installation the new quarter panel.
-
Dry the adhesive areas of the new quarter panel.
Tech Tips
-
With dryer or equivalent (60°C): 60 minutes (complete hardening: 90 minutes)
-
Ambient temperature (25°C): 12 hours (complete hardening: 24 hours)
-
Quarter Panel Replacement Using Adhesive
-
REMOVAL
Symbol Meaning 
Remove Weld Points 
Cut and Join Location 
Cut Location for Supply Parts 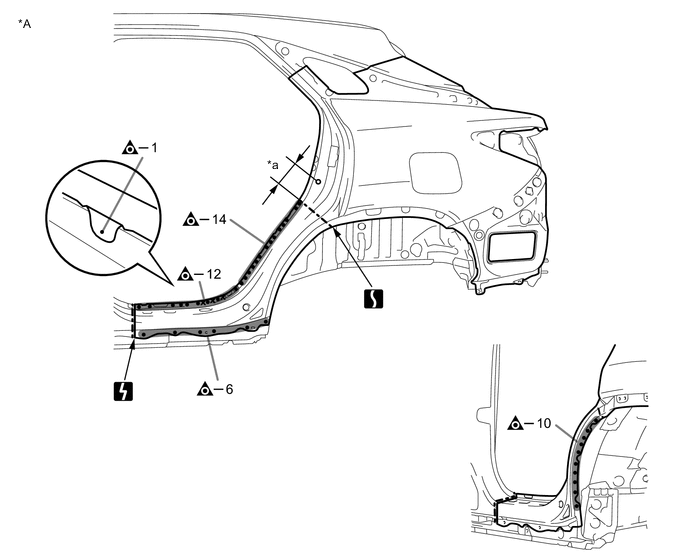
*A w/o Rear No. 2 Seat - - *a 100 mm (3.94 in.) - - 
Laser Screw Welding - - 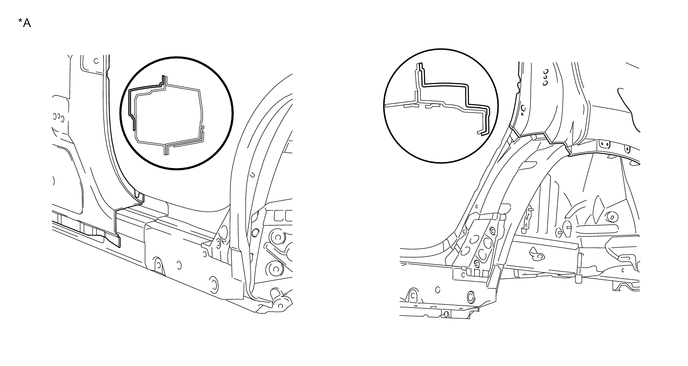
*A w/o Rear No. 2 Seat - - 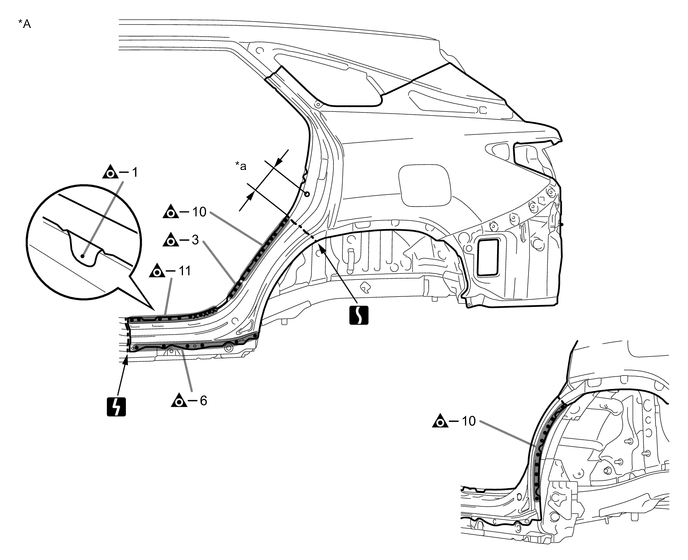
*A w/ Rear No. 2 Seat - - *a 120 mm (4.72 in.) - - Laser Screw Welding - - 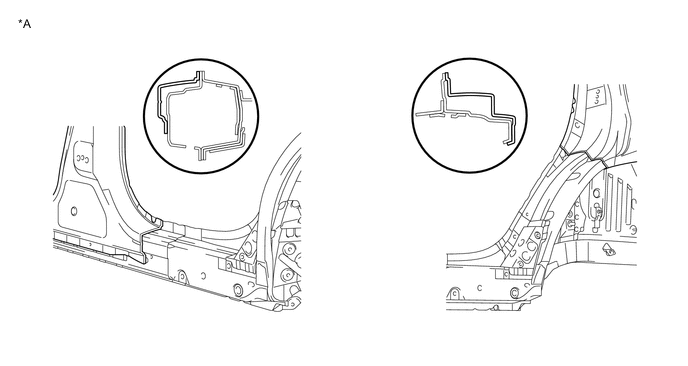
*A w/ Rear No. 2 Seat - -
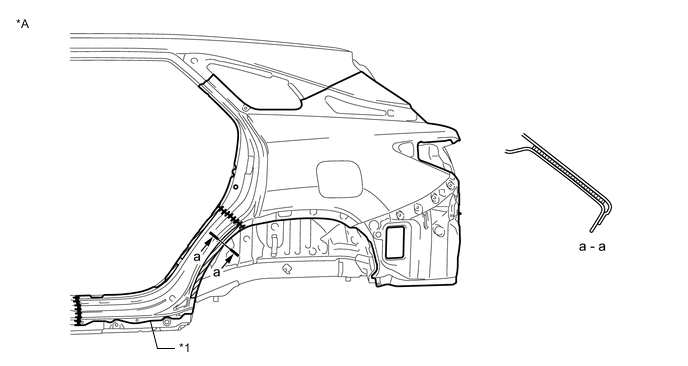
-
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
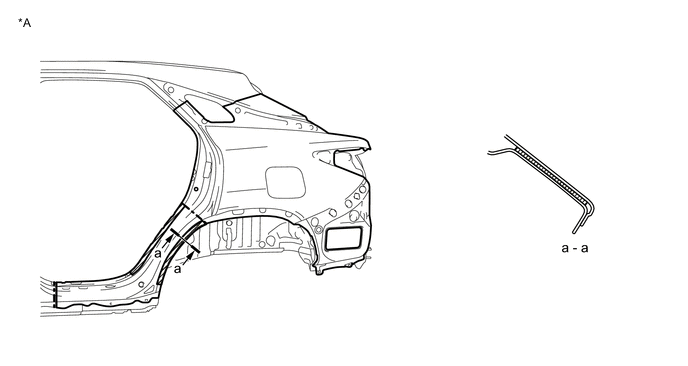
*A w/o Rear No. 2 Seat - - 
Adhesive - - 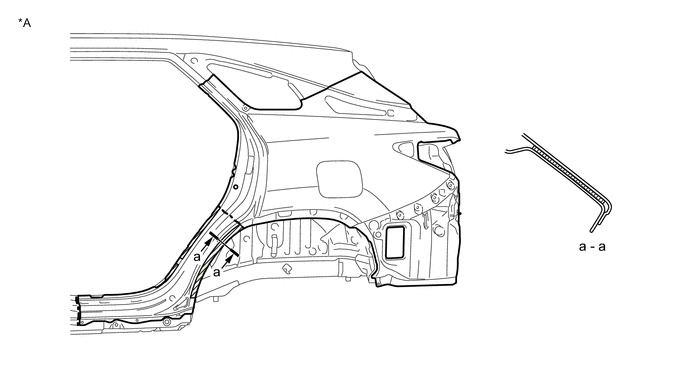
*A w/ Rear No. 2 Seat - - Adhesive - -
-
-
INSTALLATION
Symbol Meaning 
Spot Weld 
Plug Weld 
Butt Weld
-
Inspect the fitting of the related parts around the new parts before welding. This affects the appearance of the finish.
-
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
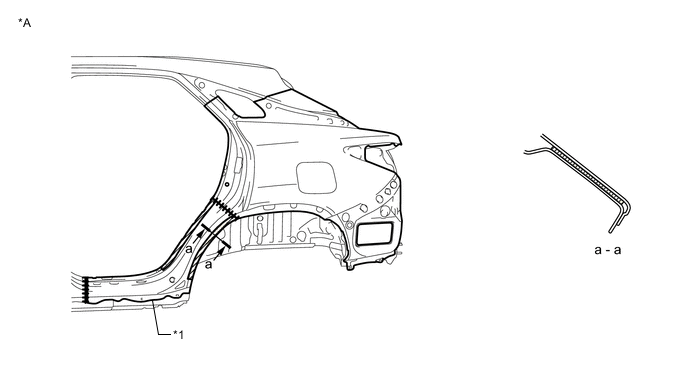
*A w/o Rear No. 2 Seat - - *1 QUARTER PANEL - - Adhesive - - 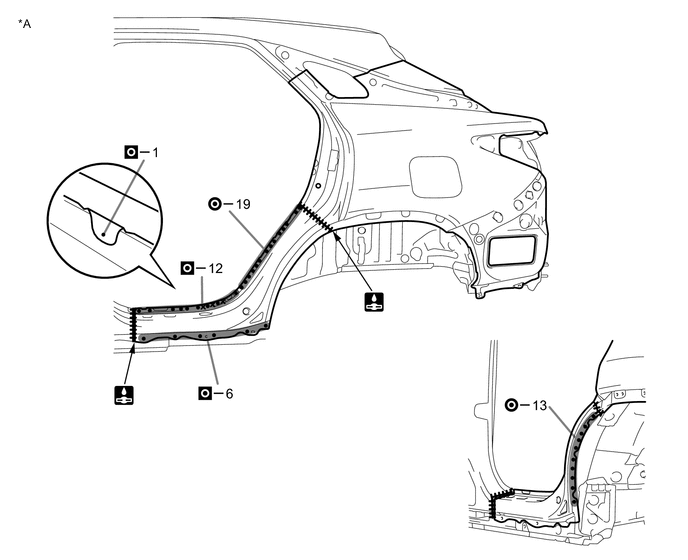
*A w/o Rear No. 2 Seat - - Laser Screw Welding - - -
-
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
*A w/ Rear No. 2 Seat - - *1 QUARTER PANEL - - Adhesive - - 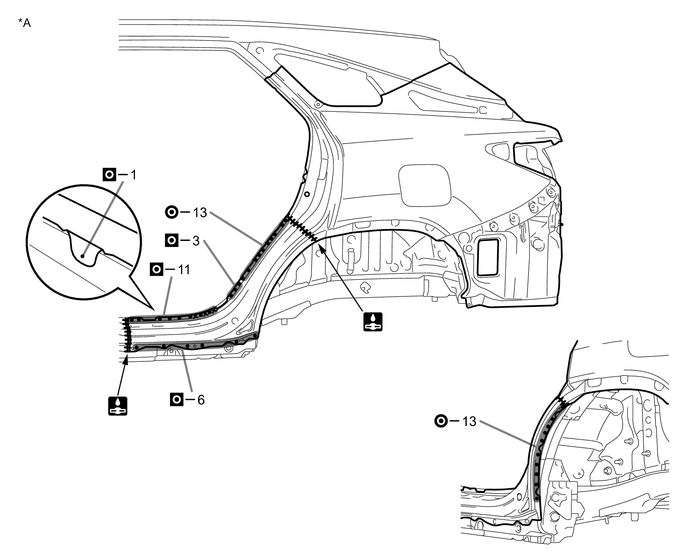
*A w/ Rear No. 2 Seat - - Laser Screw Welding - - -
-
After welding, apply the foamed sealing material to the corresponding parts. (See the painting/coating)
-
After welding, apply body sealer to the corresponding parts. (See the painting/coating)
-
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
-