ROCKER REAR PANEL CUT AND JOIN REPLACEMENT SECTIONS
-
With the quarter panel cut and join replacement sections (small areas) removed.
-
REMOVAL
Symbol meaning 
Remove Weld Points 
Remove Weld Points 
Cut and Join Location 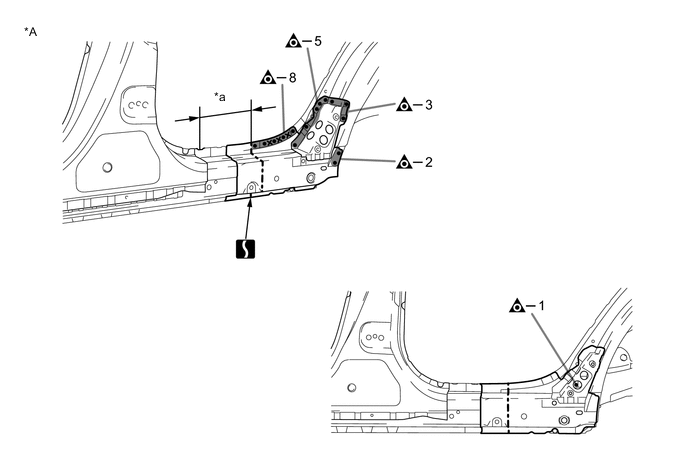
*A w/o Rear No. 2 Seat - - *a 190 mm (7.48 in.) - - 
Laser Screw Welding - - 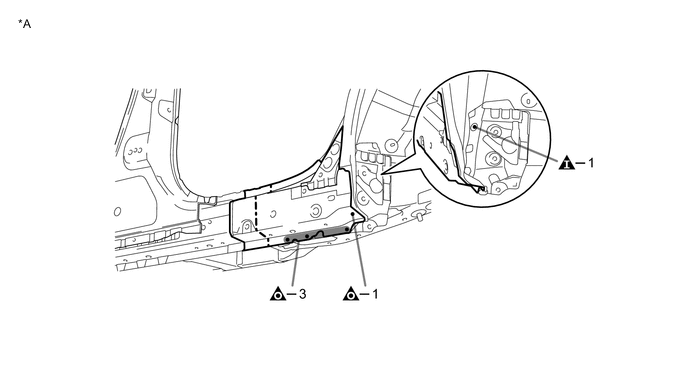
*A w/o Rear No. 2 Seat - - 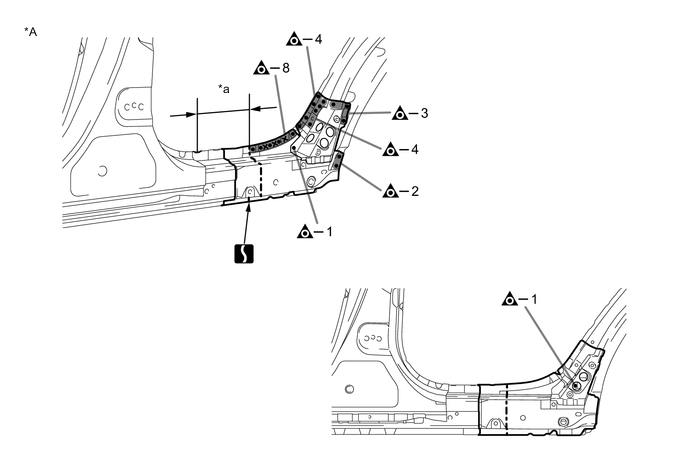
*A w/ Rear No. 2 Seat - - *a 190 mm (7.48 in.) - - Laser Screw Welding - - 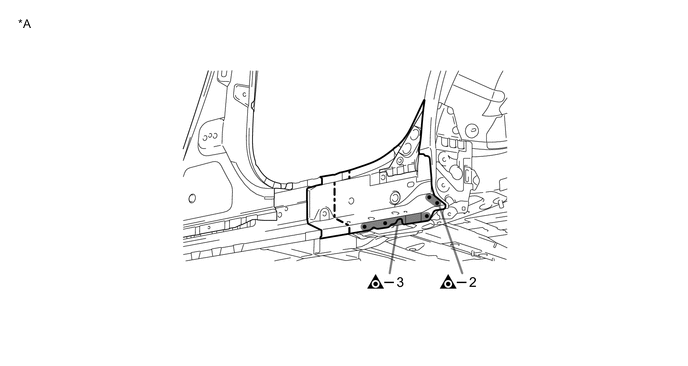
*A w/ Rear No. 2 Seat - - -
INSTALLATION
Symbol meaning 
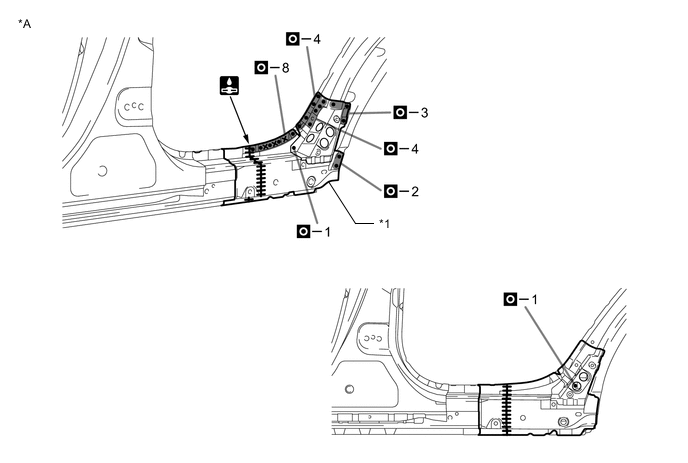
Plug Weld 
Plug Weld Cut and Join Location 
Butt Weld
-
Inspect the fitting of the related parts around the new parts before welding. This affects the appearance of the finish.
-
Temporarily install the new parts and measure each part of the new parts in accordance with the body dimension diagram. (See the body dimensions)
-
If the entire supply part is not needed, remove the part of the supply part that is needed.
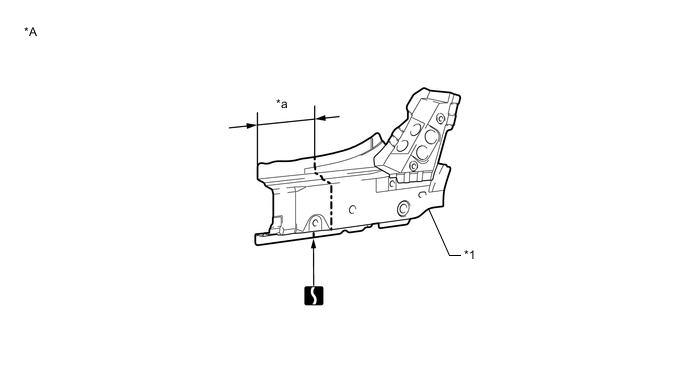
*A w/o Rear No. 2 Seat - - *1 ROCKER REINFORCE SUB-ASSEMBLY OUTER - - *a 145 mm (5.71 in.) - - -
Weld the rocker reinforce sub-assembly outer to the vehicle side.
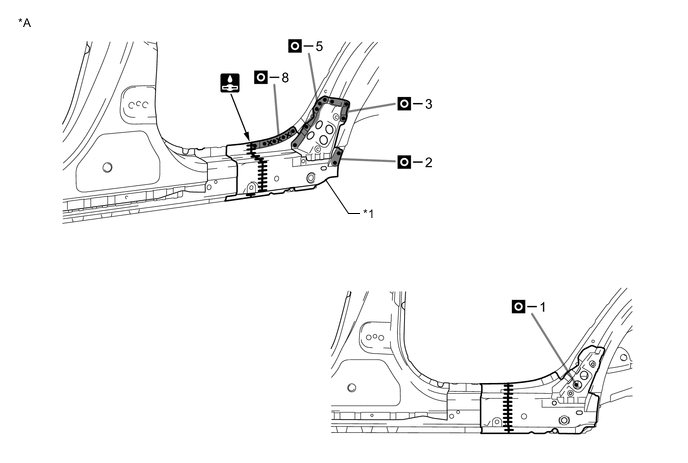
*A w/o Rear No. 2 Seat - - *1 ROCKER REINFORCE SUB-ASSEMBLY OUTER - - Laser Screw Welding - - 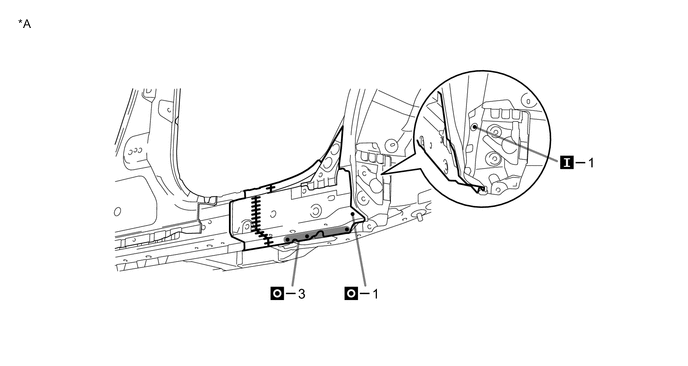
*A w/o Rear No. 2 Seat - - -
If the entire supply part is not needed, remove the part of the supply part that is needed.
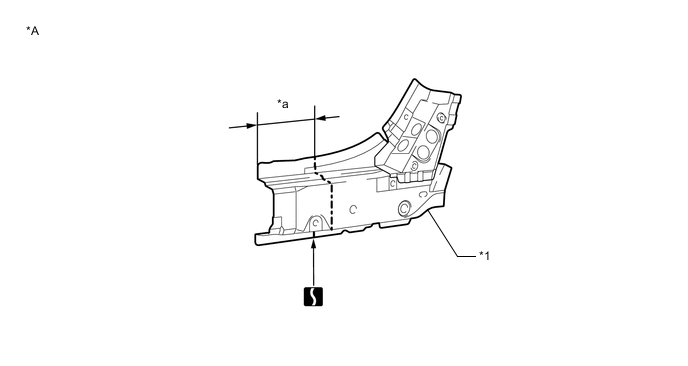
*A w/ Rear No. 2 Seat - - *1 ROCKER REINFORCE SUB-ASSEMBLY OUTER - - *a 145 mm (5.71 in.) - - -
Weld the rocker reinforce sub-assembly outer to the vehicle side.
*A w/ Rear No. 2 Seat - - *1 ROCKER REINFORCE SUB-ASSEMBLY OUTER - - Laser Screw Welding - - 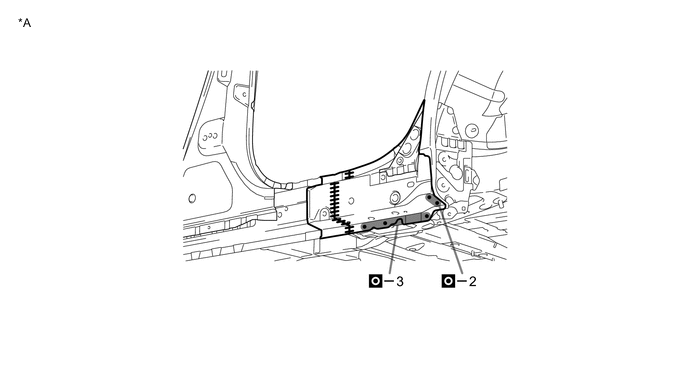
*A w/ Rear No. 2 Seat - - -
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
-