ЗАМЕЧАНИЯ И МЕРЫ ПРЕДОСТОРОЖНОСТИ, ОТНОСЯЩИЕСЯ К РАБОТЕ - МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ
-
СНЯТИЕ СОПРЯЖЕННЫХ ДЕТАЛЕЙ И УЗЛОВ
-
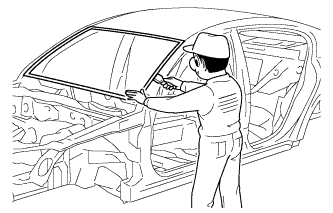
Чтобы предотвратить повреждение кузова и деталей, наклейте защитную клейкую ленту на кузов и инструменты перед снятием деталей.
Note
Если лакокрасочное покрытие повреждено, повторно нанесите покрытие.
-
-
РЕЗКА
-
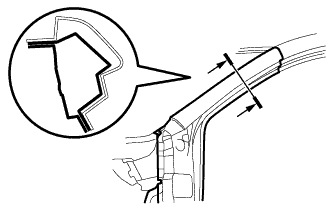
При резке панелей соблюдайте осторожность, чтобы не повредить окружающие панели и панели снизу.
Note
В случае повреждения каких-либо панелей обязательно отремонтируйте их.
-
-
АНТИКОРРОЗИОННАЯ ОБРАБОТКА ПЕРЕД СВАРКОЙ
-
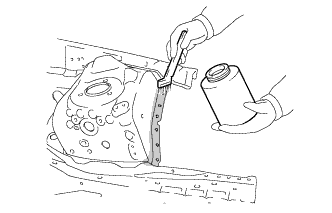
Нанесите на контактные поверхности специальную грунтовку для сварных швов, чтобы защитить их от ржавления.
Note
Нанесите грунтовку для сварных швов только на поверхности контакта.
-
-
СВАРКА
-
Обозначения на рисунке *1 Сверхвысокопрочная сталь 1500 МПа 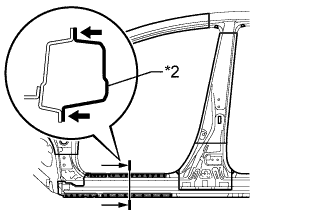
Обозначения на рисунке *2 Сверхвысокопрочная сталь 980 МПа 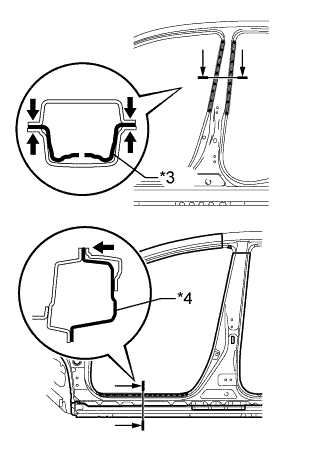
Обозначения на рисунке *3 Сверхвысокопрочная сталь 1500 МПа *4 Сверхвысокопрочная сталь 980 МПа При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва
При сваривании 2 панелей, в том числе из сверхвысокопрочной стали 1500 МПа. Сварка электрозаклепками Диаметр электрозаклепки 10 мм (0,39 дюйма) Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом При сваривании 2 панелей, в том числе из сверхвысокопрочной стали 980 МПа. Точечная сварка Сила давления 2940 Н (300 кгс, 661 фунт-сила) Сварочный ток 10000 A Время сварки 16 циклов (0,27 с) Сварка электрозаклепками Диаметр электрозаклепки 10 мм (0,39 дюйма) Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом Note
В качестве защитного газа при сварке электрозаклепками обязательно используйте активный газ для сварки металлическим электродом (Ar 80% + CO220%). При использовании в качестве защитного газа 100% CO2нельзя гарантировать достаточную прочность сварного шва.
При сваривании более 3 панелей, включая панели из сверхвысокопрочной стали 1500 МПа или 980 МПа. (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.) Сварка электрозаклепками Диаметр электрозаклепки Такой же, как в стандартном способе
(см. введение).
Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом Note
В качестве защитного газа при сварке электрозаклепками обязательно используйте активный газ для сварки металлическим электродом (Ar 80% + CO220%). При использовании в качестве защитного газа 100% CO2нельзя гарантировать достаточную прочность сварного шва.
-
Стандартное количество сварных швов
Количество точечных швов Сверхвысокопрочная сталь 980 МПа Больше, чем количество сварных швов, сделанных изготовителем Обычная или высокопрочная сталь Больше, чем количество сварных швов, сделанных изготовителем, умноженное на 1,3 Количество электрозаклепок Сверхвысокопрочная сталь 1500 МПа или 980 МПа Больше, чем количество сварных швов, сделанных изготовителем Обычная или высокопрочная сталь Note
Проверьте сварные швы после точечной сварки. В точках с недостаточной прочностью сварного шва соединяйте панели с помощью электрозаклепок.
-
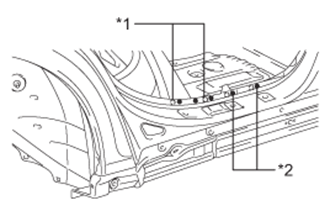
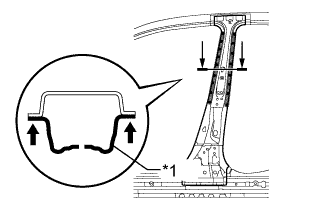
Обозначения на рисунке *1 Старые точки сварки *2 Новые точки сварки Выбор точек сварки
Следует избегать выполнения сварки поверх имеющихся сварных швов.
-
-
ПРОДЕЛЫВАНИЕ ОТВЕРСТИЙ ДЛЯ СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ
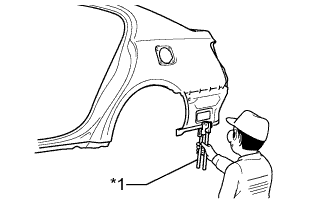
Обозначения на рисунке *1 Пробойник
-
В местах, где применение точечной сварки затруднено, сделайте отверстия с помощью бородка или дрели.
Толщина свариваемых деталей Диаметр отверстия для электрозаклепки До 1,0 мм (0,04 дюйма) Свыше 5,0 мм (0,20 дюйма) 1,0 - 1,6 мм (0,04 - 0,06 дюйма) Свыше 6,5 мм (0,26 дюйма) 1,7 - 2,3 мм (0,07 - 0,09 дюйма) Свыше 8,0 мм (0,31 дюйма) Свыше 2,4 мм (0,09 дюйма) Свыше 10 мм (0,39 дюйма)
-