ROCKER PANEL CUT AND JOIN REPLACEMENT SECTIONS
-
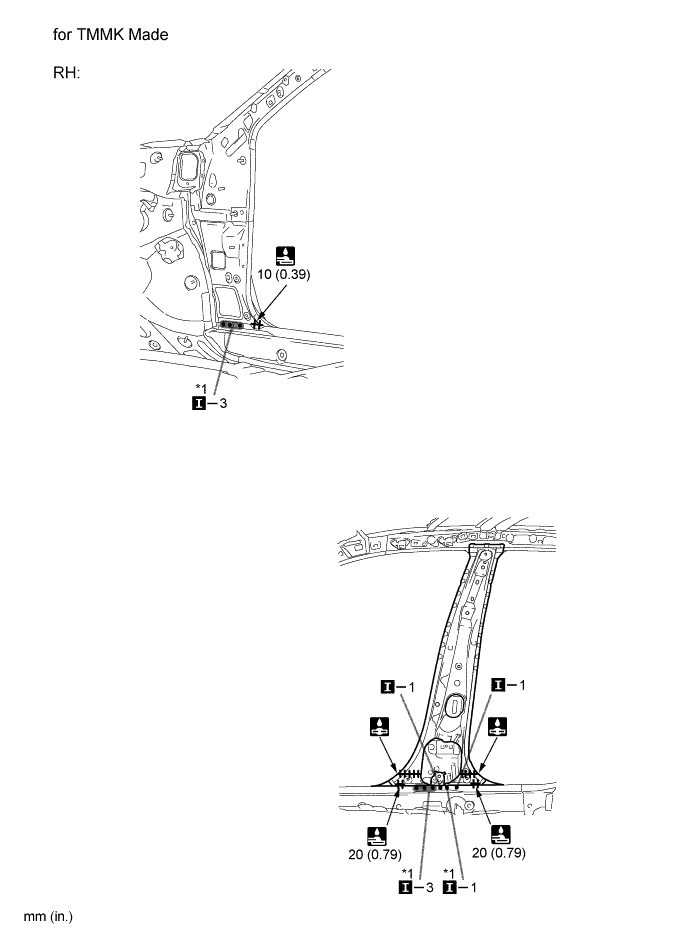
*1: When welding 2 panels together including 980 MPa ultra high strength steel.
Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 14 Cyc. (0.23 Sec.) Plug weld Plug diameter 10 mm (0.39 in.) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas
Follow the welding conditions below when welding ultra high strength steel to assure sufficient weld strength. (When repairing this model)
-
*2: When welding more than 3 panels together including 980 MPa ultra high strength steel. (When plug welding a third panel to 2 panels which are welded under the conditions described above.)
Plug weld Plug diameter Same as the standard method (See the introduction) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas
Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding. Sufficient weld strength cannot be assured when using 100% CO2shield gas.
-
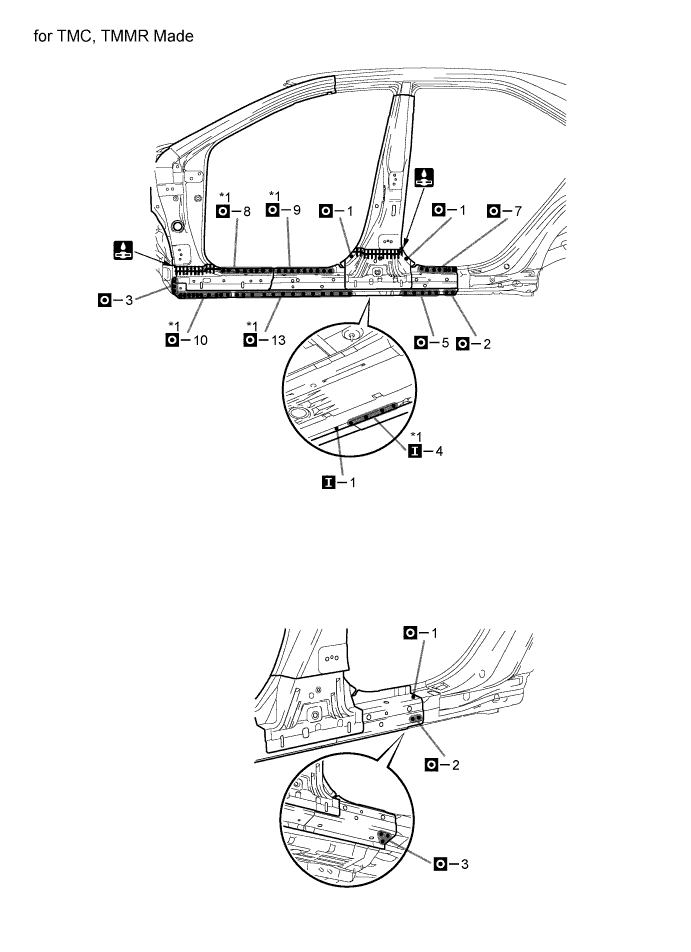
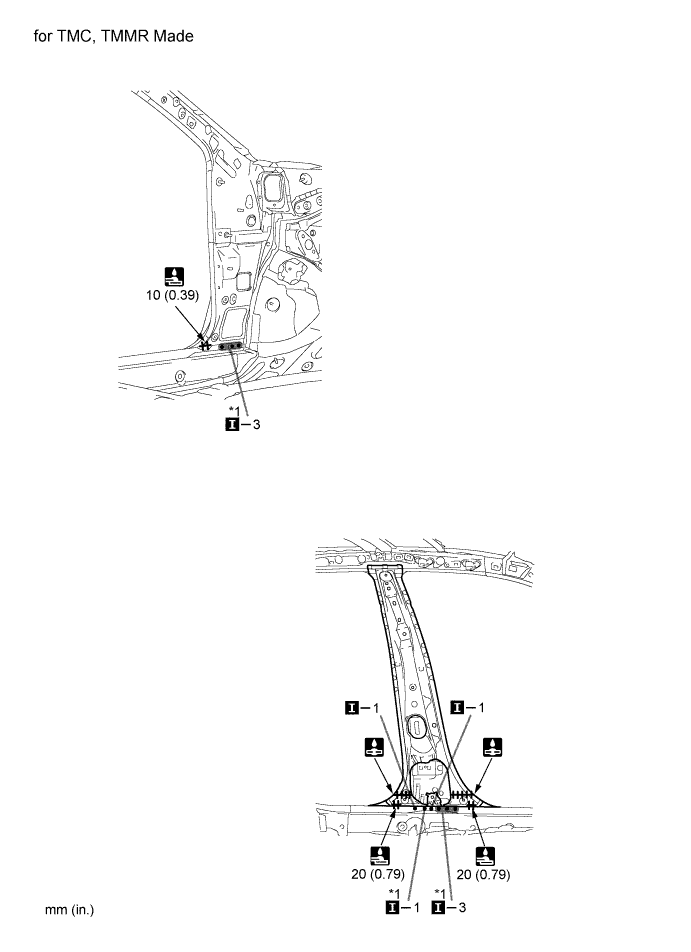
REMOVAL
Symbol meaning 
Remove Weld Points 
Remove Weld Points 
Cut with Disc Sander etc. 
Cut and Join Location 
Cut Location for Supply Parts
-
Do not butt weld or heat repair because the heat decreases the strength of areas where ultra high strength steel is used. (See the introduction)
REMOVAL POINT
-
-
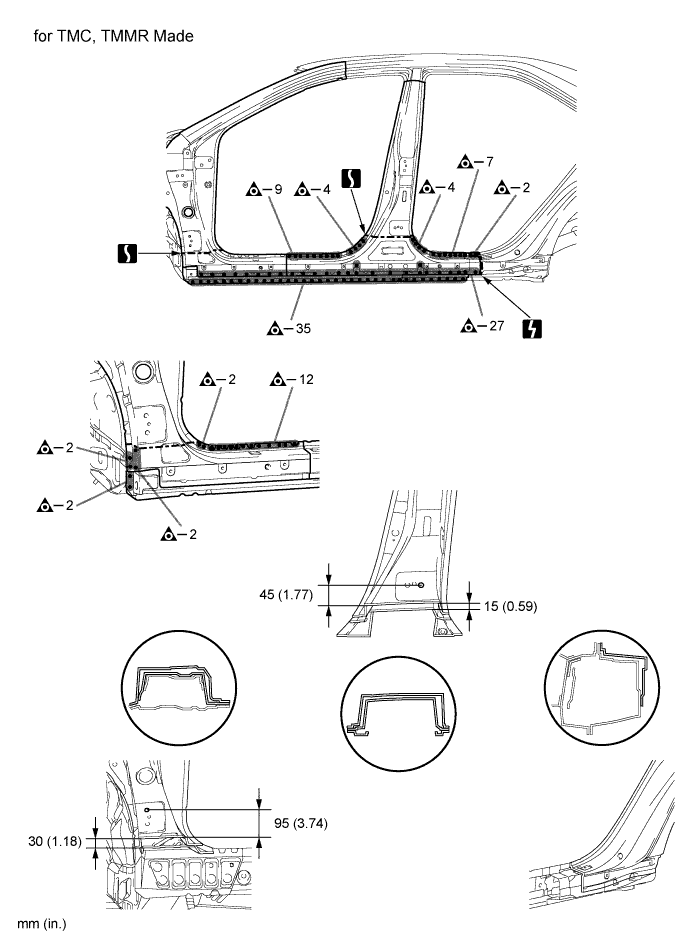
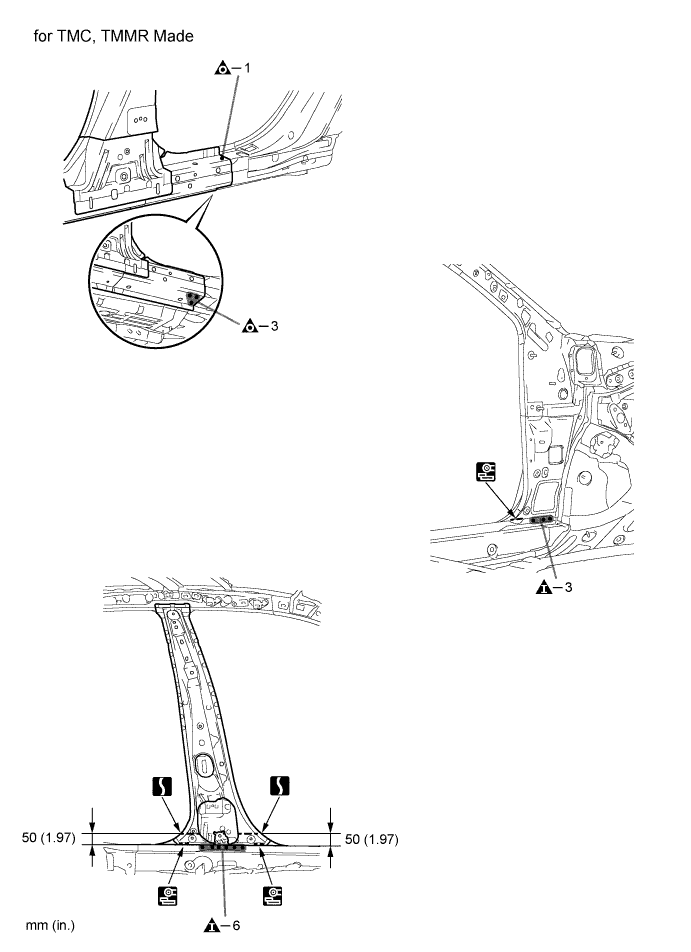
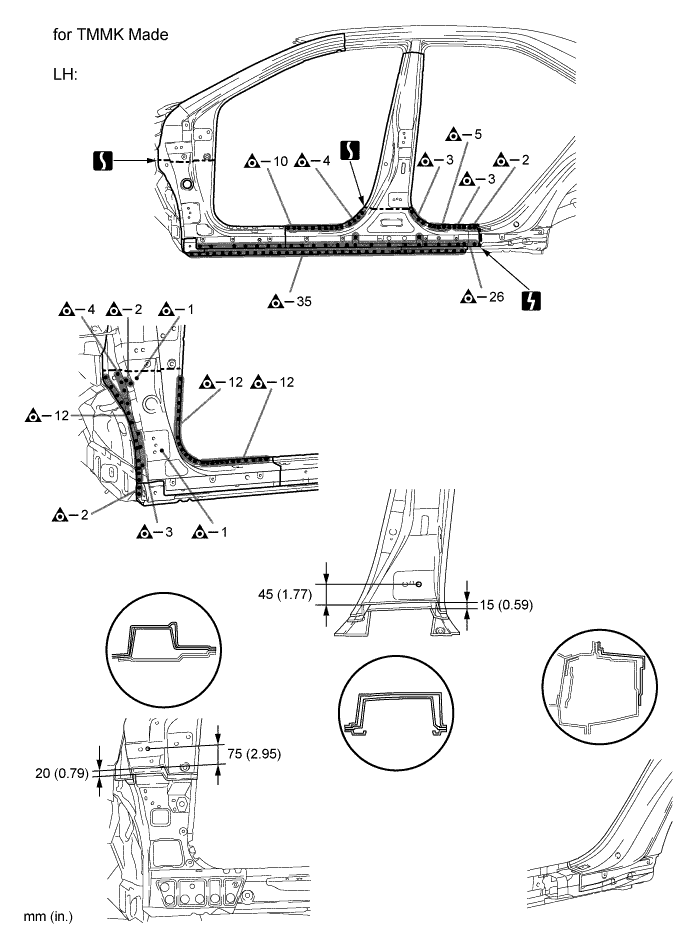
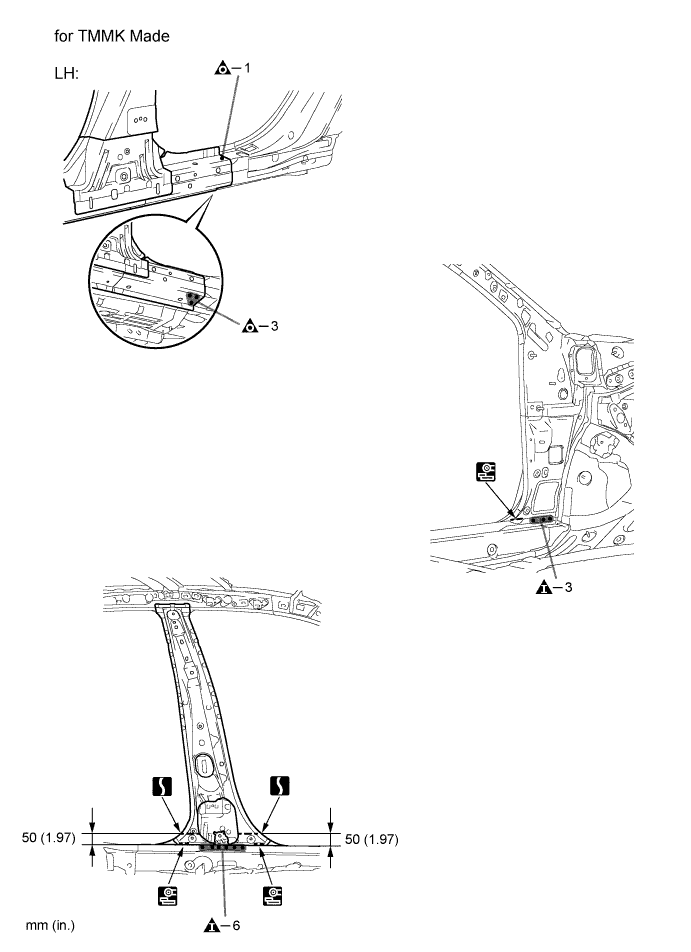
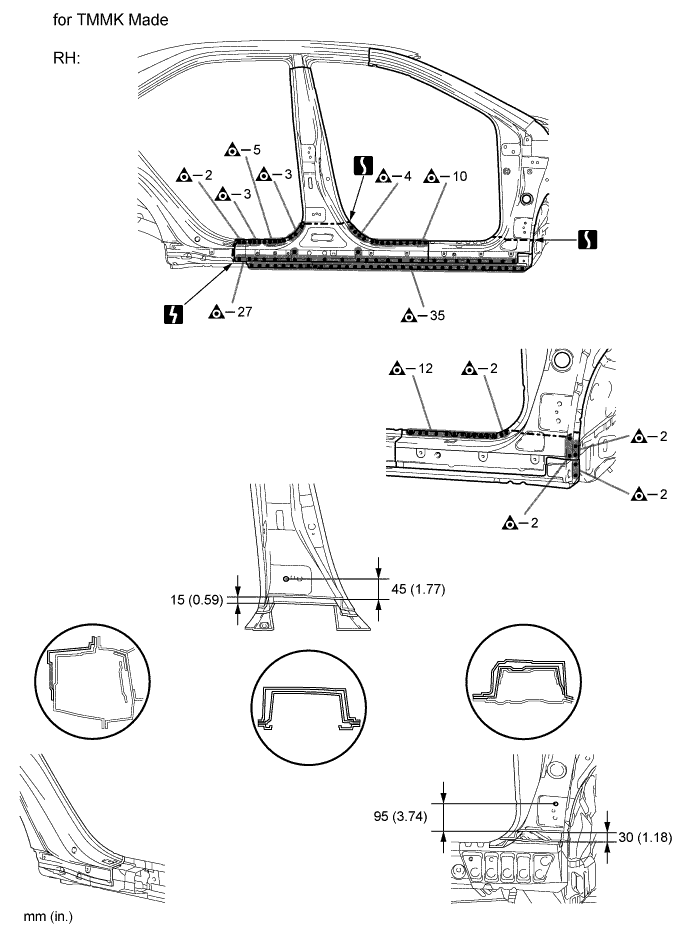
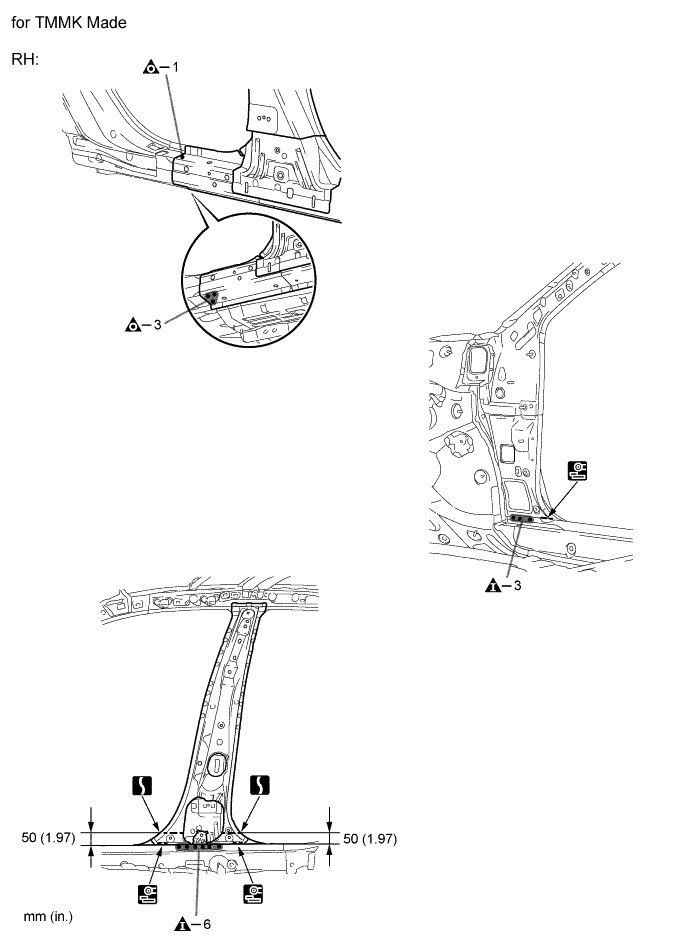
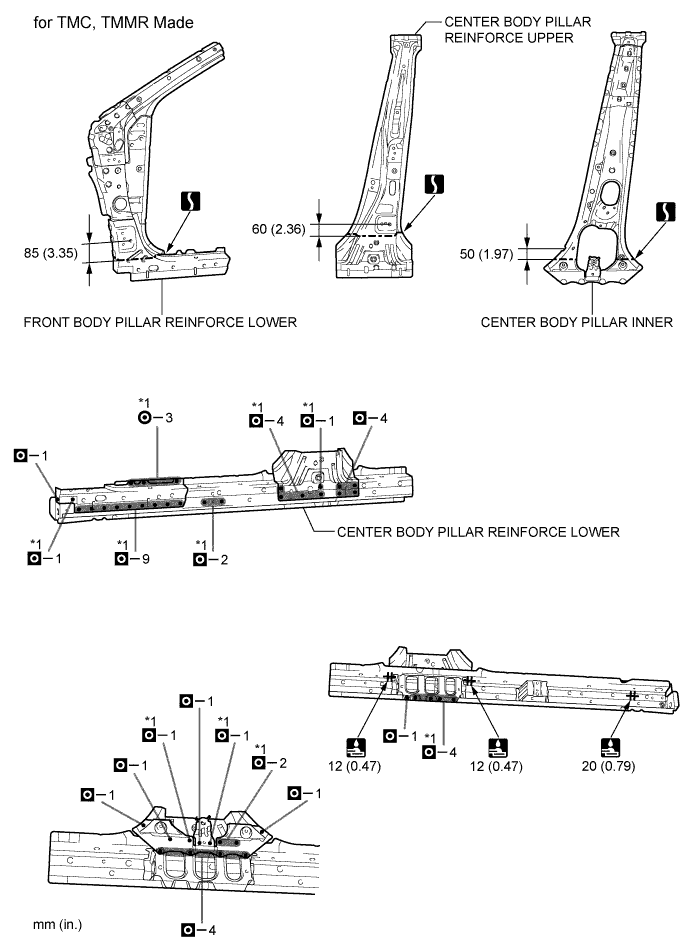
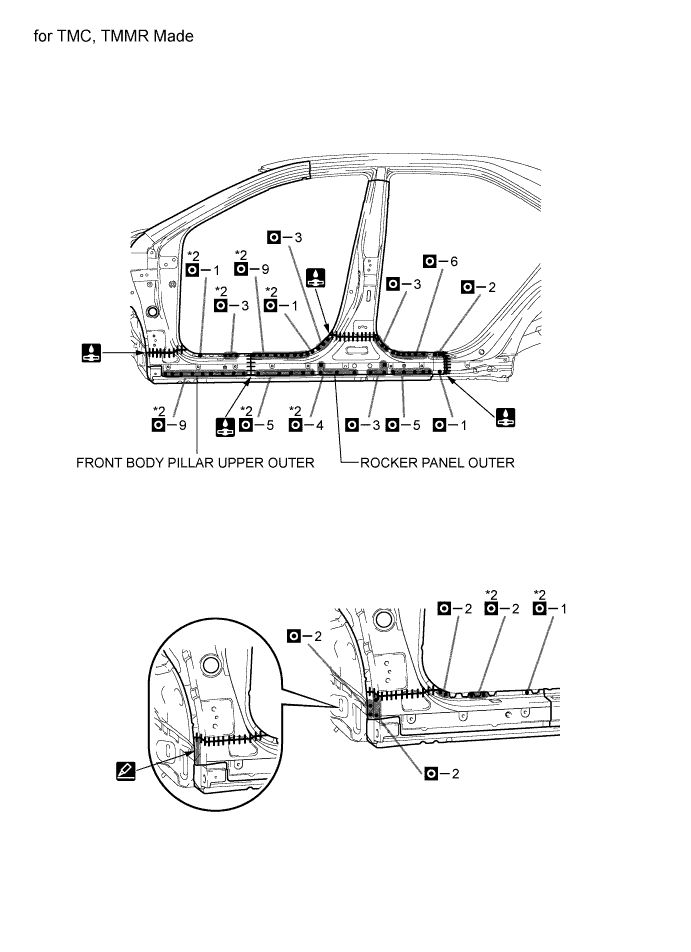
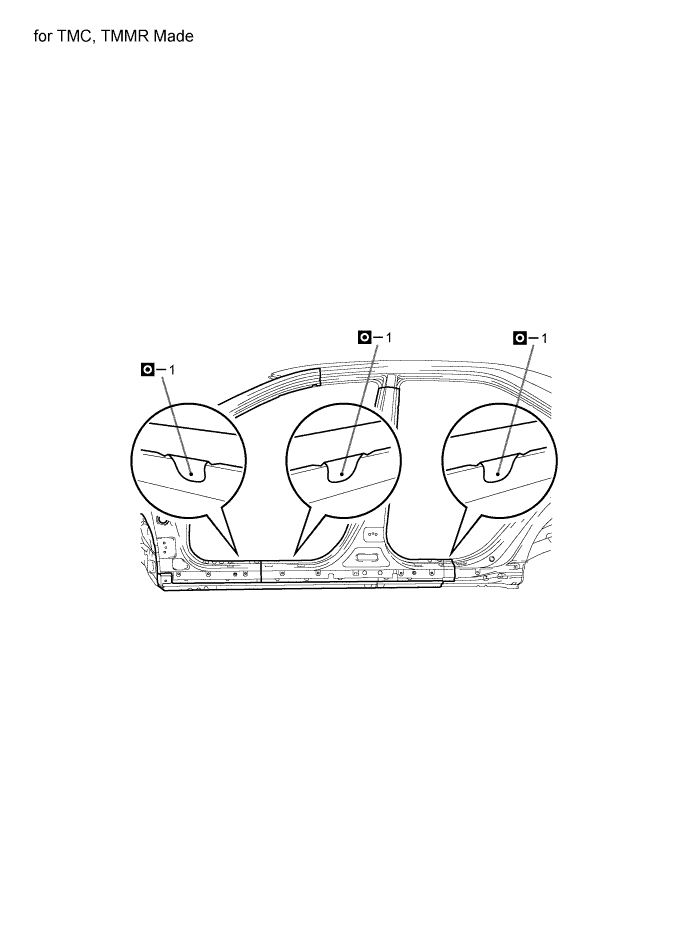
INSTALLATION
Symbol meaning 
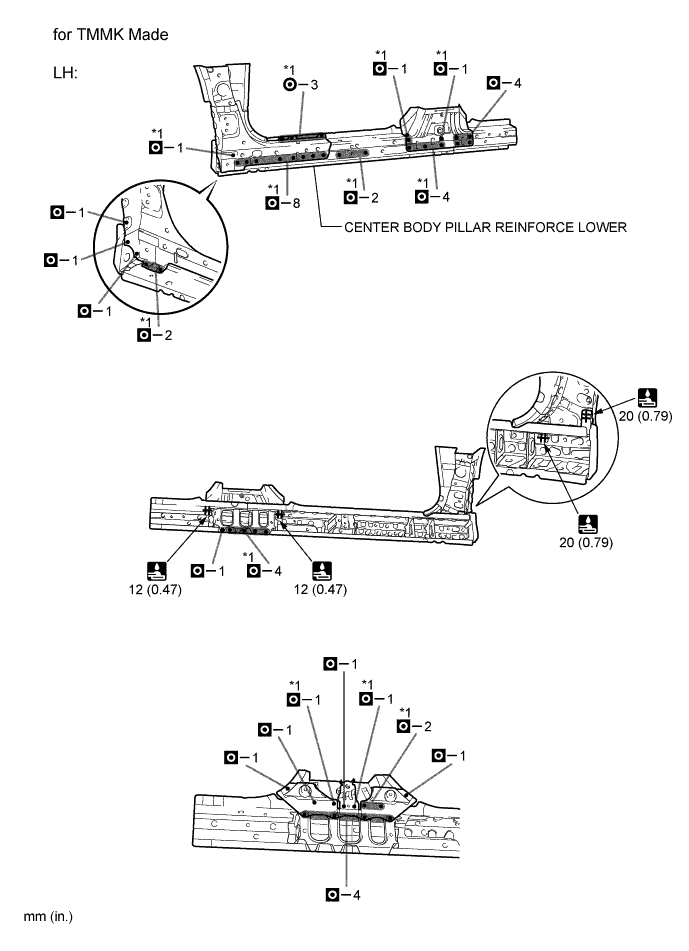
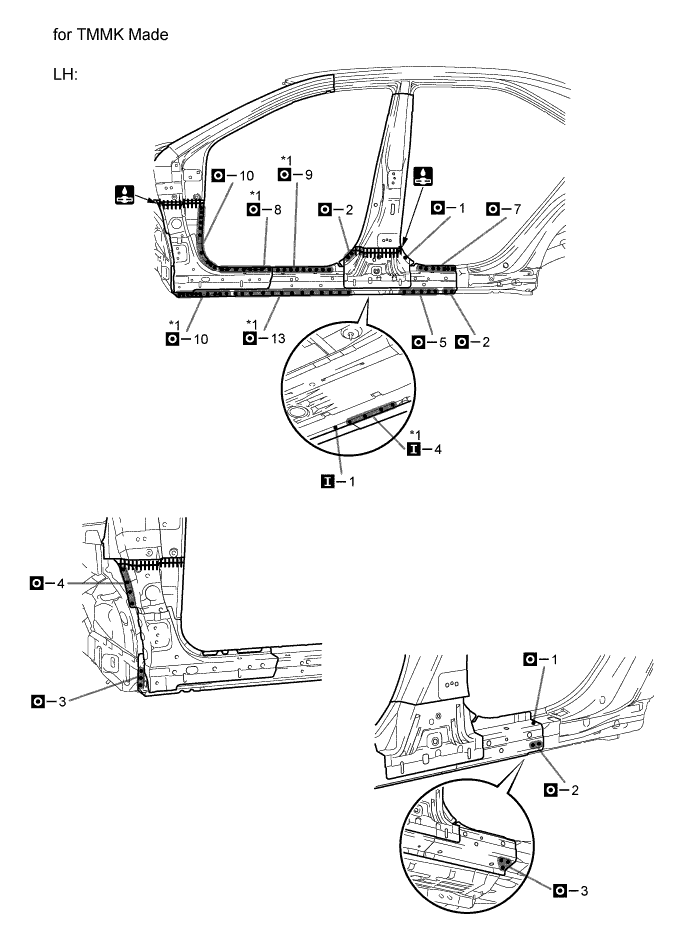
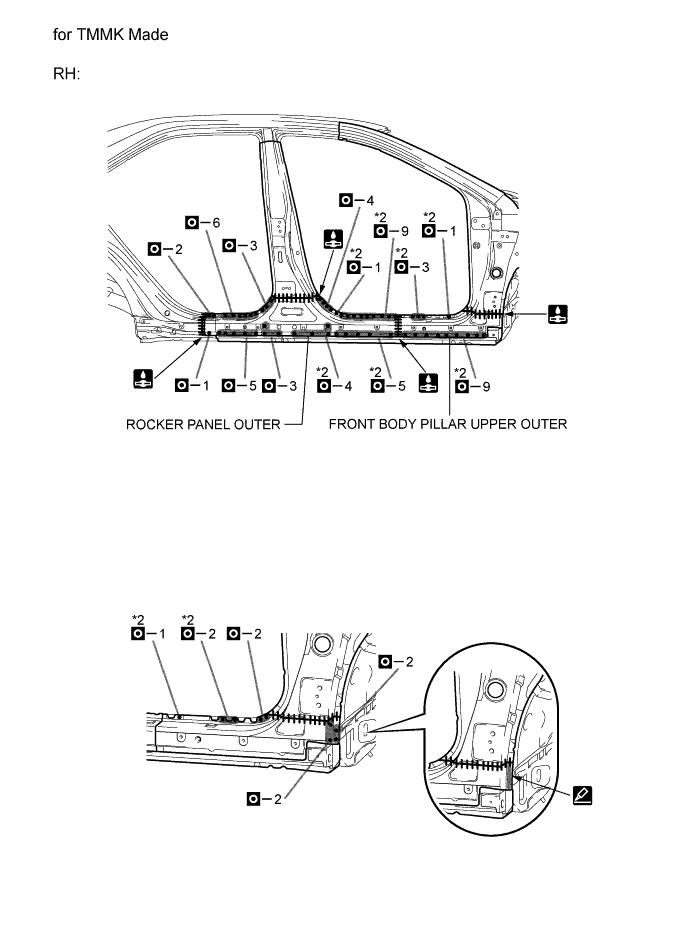
Plug Weld 
Plug Weld Cut and Join Location 
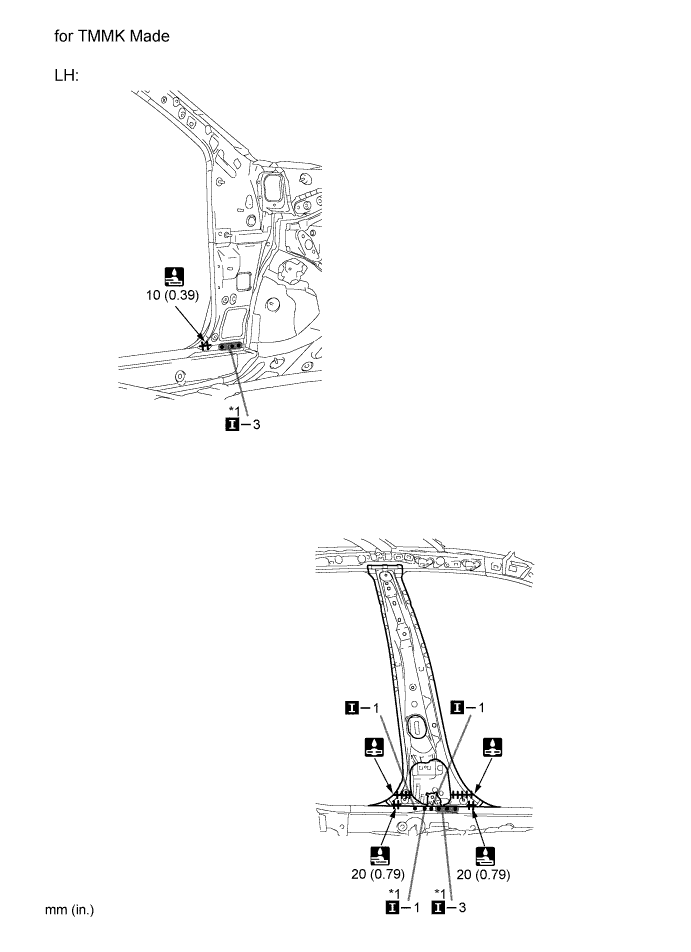
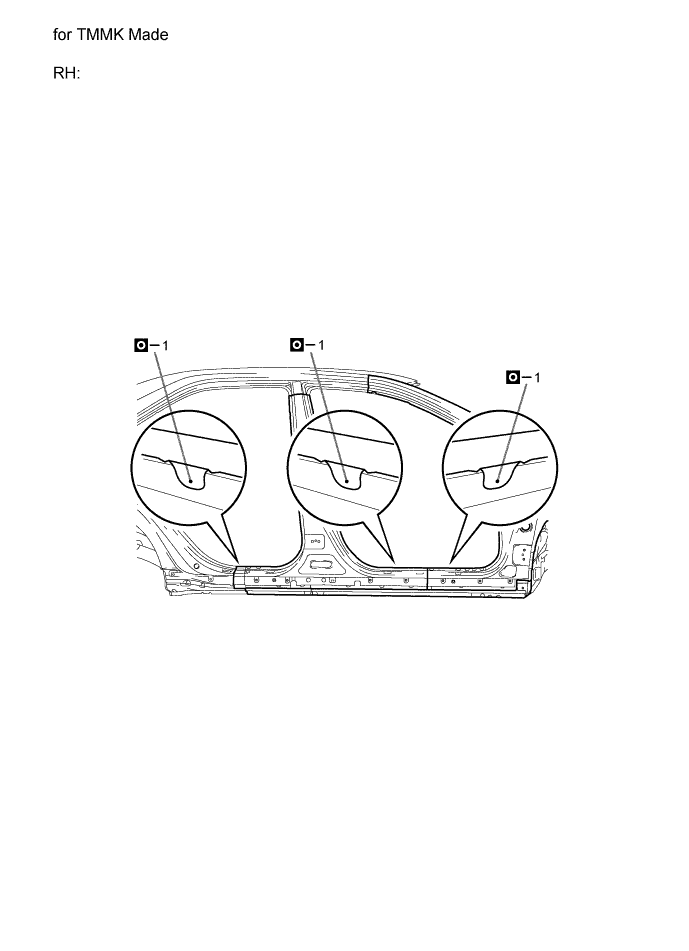
Fillet Weld 
Butt Weld 
Body Sealer
-
Inspect the fitting of the related parts around the new parts before welding. This affects the appearance of the finish.
-
Temporarily install the new parts and measure each part of the new parts in accordance with the body dimension diagram. (See the body dimensions)
-
If the entire supply part is not needed, remove the part of the supply part that is needed.
-
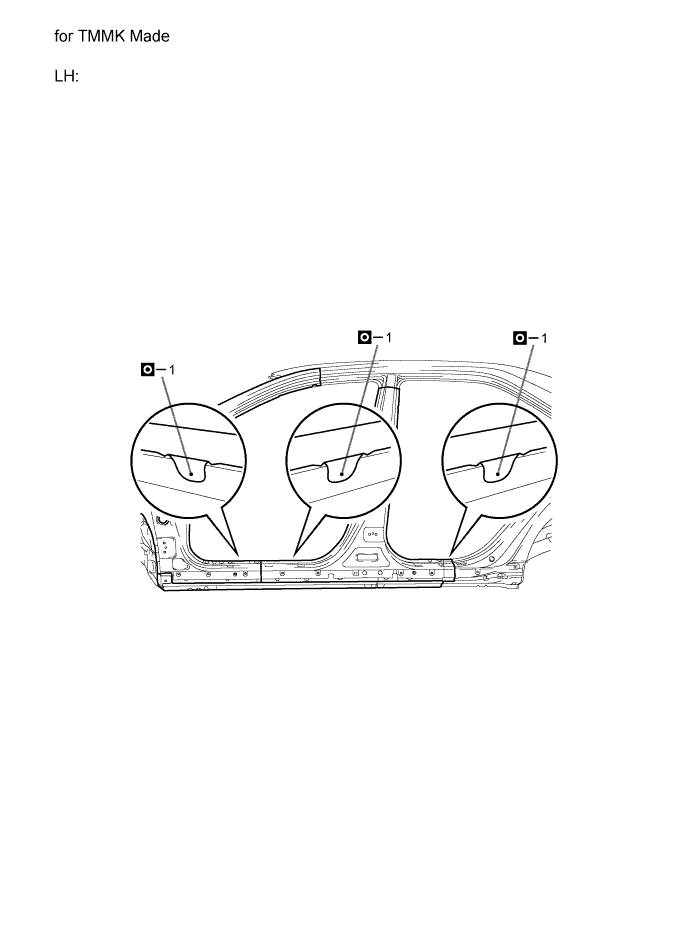
Before installing a new part, apply body sealer.
Tech Tips
Apply body sealer in an even, continuous bead.
-
Follow the welding conditions when welding *1 and *2 to assure sufficient weld strength. (See the introduction)
-
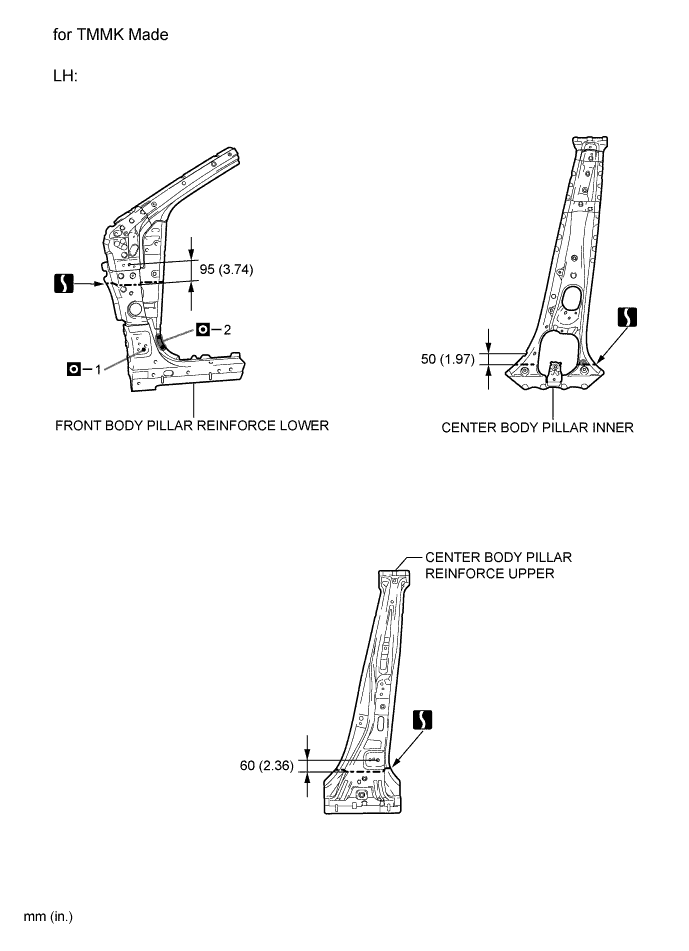
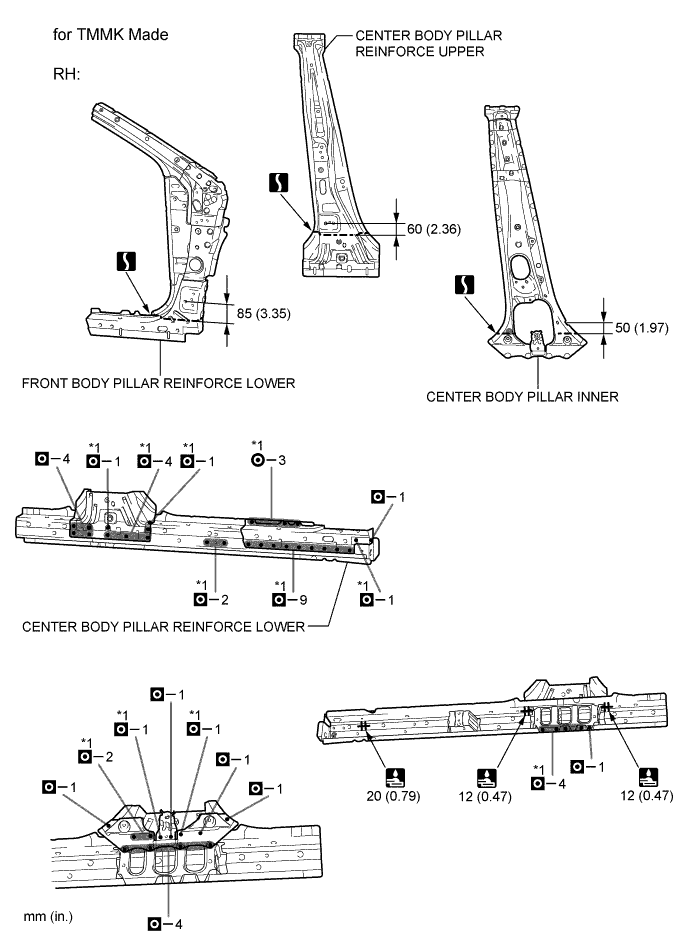
Before temporarily installing the new parts, weld the front body pillar reinforce lower, center body pillar reinforce upper, center body pillar inner and center body pillar reinforce lower with the standard number of welding points.
-
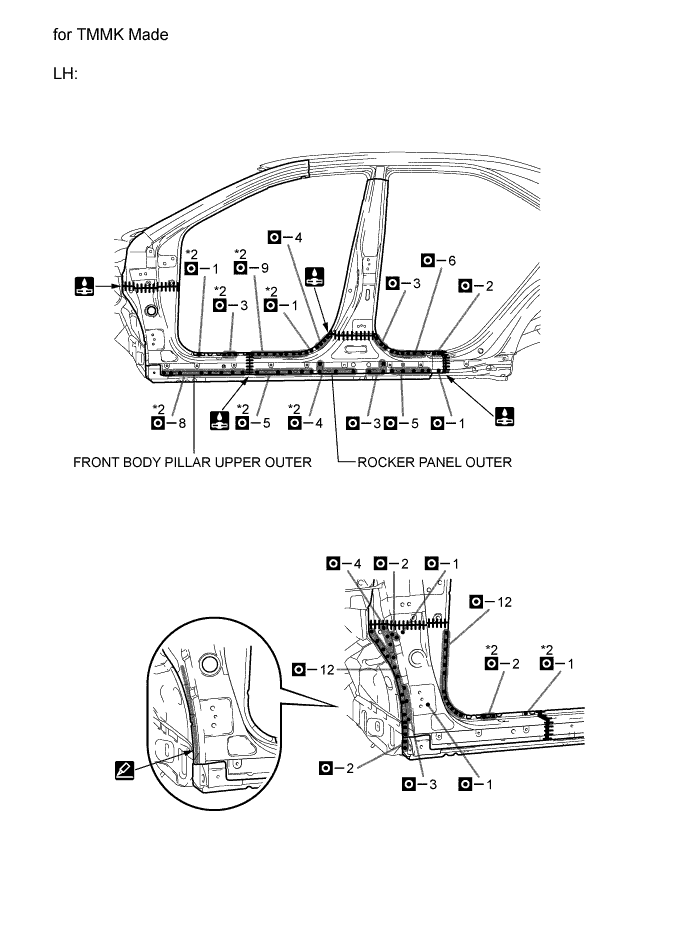
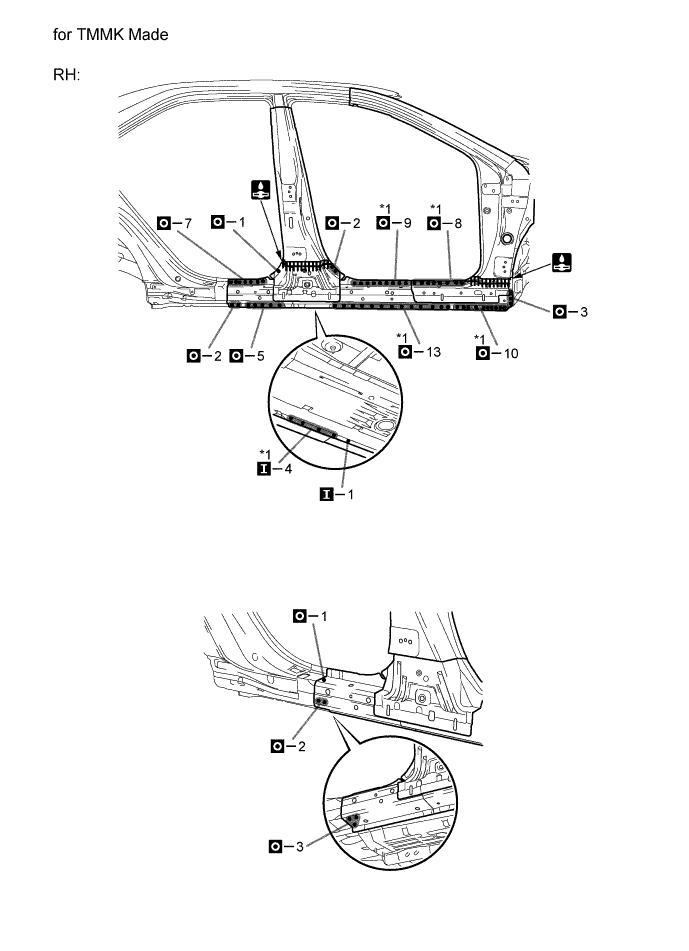
After welding the front body pillar reinforce lower, center body pillar reinforce upper, center body pillar inner and center body pillar reinforce lower to the vehicle side, install the front body pillar upper outer and rocker panel outer.
-
After welding, apply body sealer and undercoating to the corresponding parts. (See the painting / coating)
-
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
INSTALLATION POINT
-