ПЕРЕДНЯЯ СТОЙКА КУЗОВА (для 3-дверных моделей) ОТРЕЗАЕМЫЕ И СТЫКУЕМЫЕ СМЕННЫЕ ЧАСТИ
-
Сварочные работы для сверхвысокопрочной стали 980 МПа
-
При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели)
*a: при сваривании 2 панелей, в том числе из сверхвысокопрочной стали 980 МПа.
Точечная сварка Сила давления 2940 Н (300 кгс, 661 фунт-сила) Сварочный ток 10000 A Время сварки 18 цикл. (0,30 с) Сварка электрозаклепками Диаметр электрозаклепки 10 мм (0,39 дюйма) Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом *b: при сваривании более 3 панелей, в том числе из сверхвысокопрочной стали 980 МПа (при приваривании панели электрозаклепками к сваренным панелям в описанном выше режиме сварки).
Сварка электрозаклепками Диаметр электрозаклепки Такой же, как в стандартном способе (см. введение) Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом Tech Tips
В качестве защитного газа при сварке электрозаклепками обязательно используйте активный газ для сварки металлическим электродом (Ar 80% + CO220%). При использовании в качестве защитного газа 100% CO2нельзя гарантировать достаточную прочность сварного шва.
-
Со снятой верхней боковой панелью кожуха.
-
СНЯТИЕ
Значения символов 
Точки сварки при снятии 
Точки сварки при снятии 
Точки сварки при снятии 
Место разрезания и соединения
-
Никогда не сваривайте встык и не производите ремонт с применением нагрева, поскольку тепло снижает прочность участков, где используется сверхвысокопрочная сталь (см. введение).
-
*c обозначает сварные швы, подлежащие удалению для облечения снятия детали.
ТОЧКА СНЯТИЯ
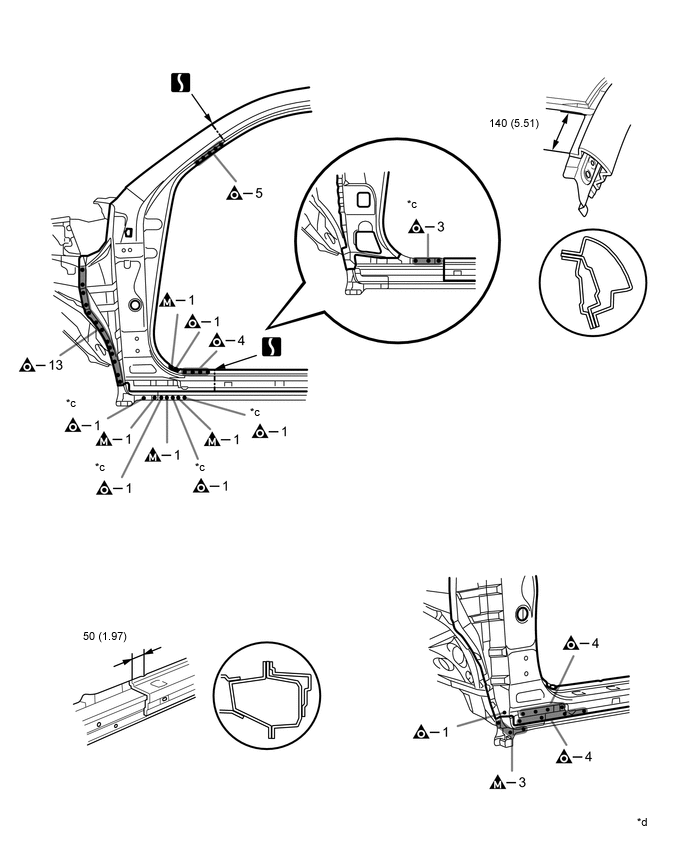
*d мм (дюйм.) - - 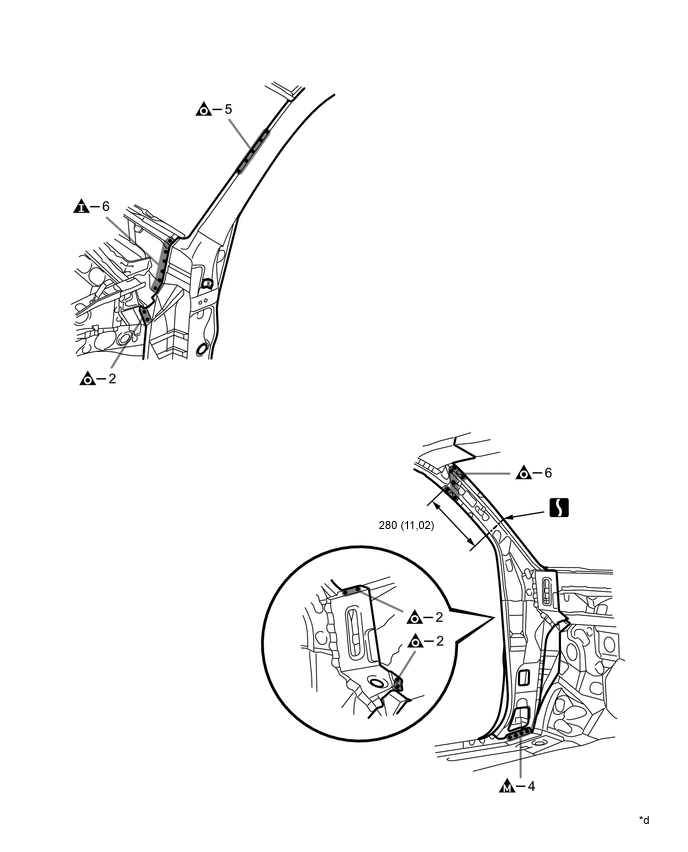
*d мм (дюйм.) - - -
-
УСТАНОВКА
Значения символов Точки сварки при снятии 
Сварка электрозаклепкой 
Сварка электрозаклепкой 
Сварка электрозаклепкой 
Стыковой сварной шов 
Герметик для кузова
-
Проверьте сопряжение новых деталей с прилегающими деталями кузова перед сваркой. От того, насколько правильно сопрягаются детали друг с другом, будет зависеть после сборки внешний вид узла и всего автомобиля.
-
Установите не закрепляя новые детали и измерьте необходимые размеры в соответствии со схемой измерений (См. размеры кузова.)
-
Если целая запасная часть не нужна, снимите ту часть запасной части, которая требуется.
-
При сварке в точке *a соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва. (см. введение).
-
При сварке в точке *b соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва. (см. введение).
-
После приваривания к кузову внутренней боковой панели установите нижнее усиление передней стойки кузова.
-
После приваривания к кузову нижнего усиления передней стойки кузова установите верхнюю наружную переднюю стойку кузова.
-
После приваривания к кузову внутренней боковой панели и нижнего усиления передней стойки кузова установите верхнюю наружную переднюю стойку кузова и задний кронштейн переднего крыла.
-
Перед тем, как установить новые детали, нанесите герметик для кузова.
Tech Tips
Наносите герметик для кузова в виде равномерного по толщине непрерывного валика.
-
После сварки нанесите вспененный уплотнительный материал на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
-
После сварки нанесите герметик для кузова на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
-
После нанесения верхнего слоя покрытия нанесите антикоррозийное средство на сварные точки несущих рабочую нагрузку швов замкнутого профиля с внутренней стороны панели.
ТОЧКА УСТАНОВКИ
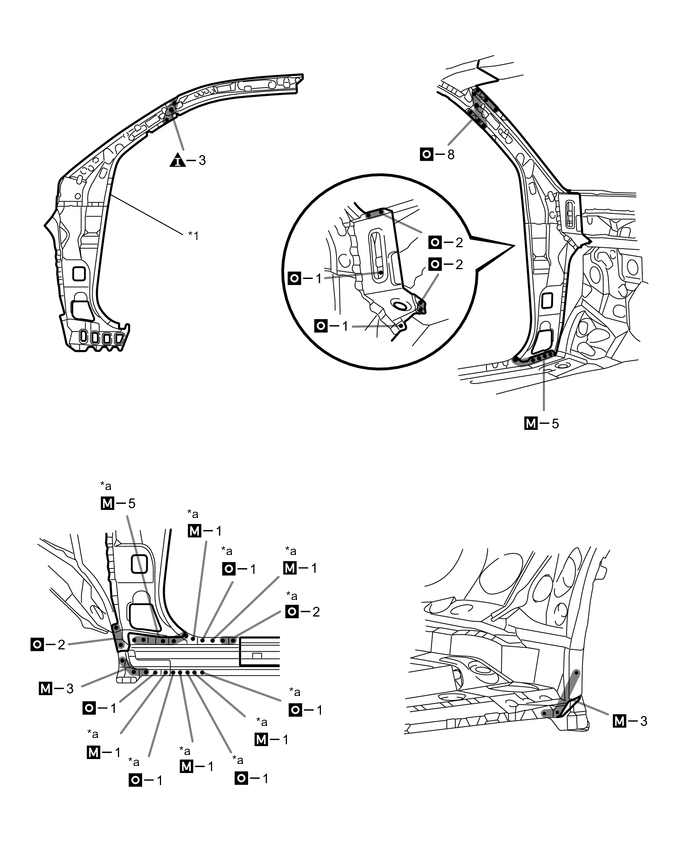
*1 Внутренняя боковая панель - - 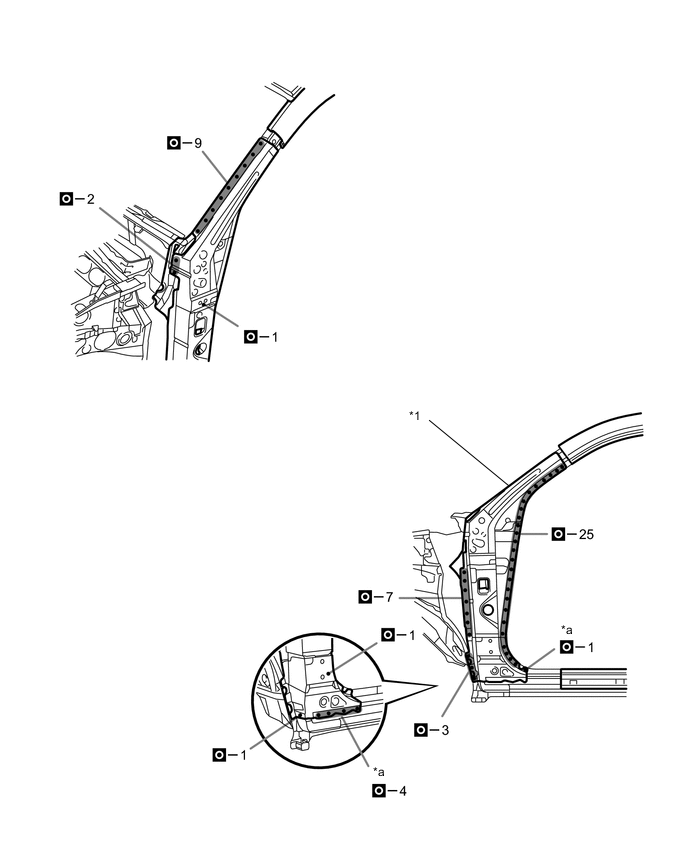
*1 Нижнее усиление передней стойки кузова - - 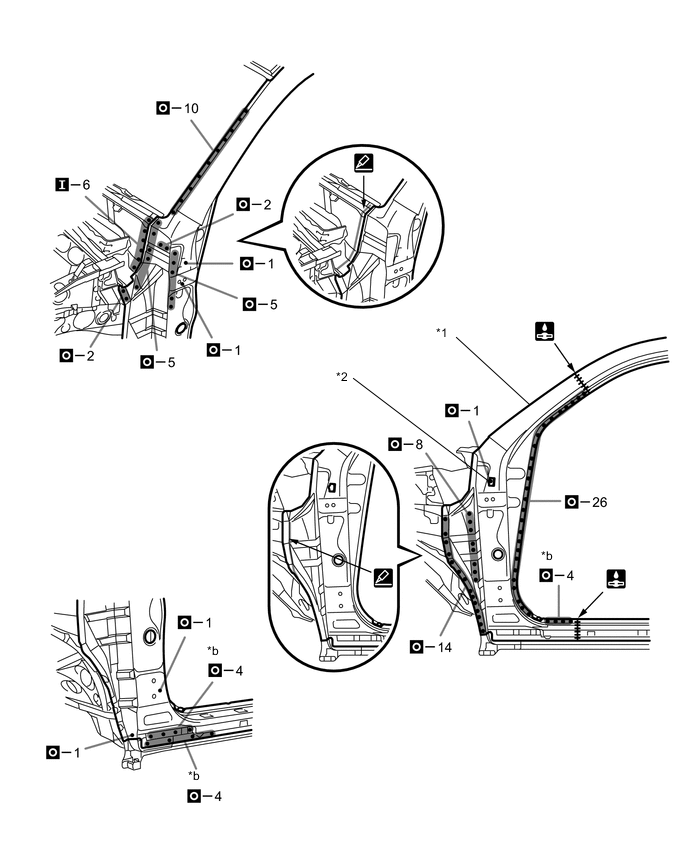
*1 Наружная верхняя передняя стойка кузова *2 Задний кронштейн переднего крыла -