FRONT SIDE MEMBER ASSEMBLY REPLACEMENT
-
With the front fender apron removed.
-
REMOVAL
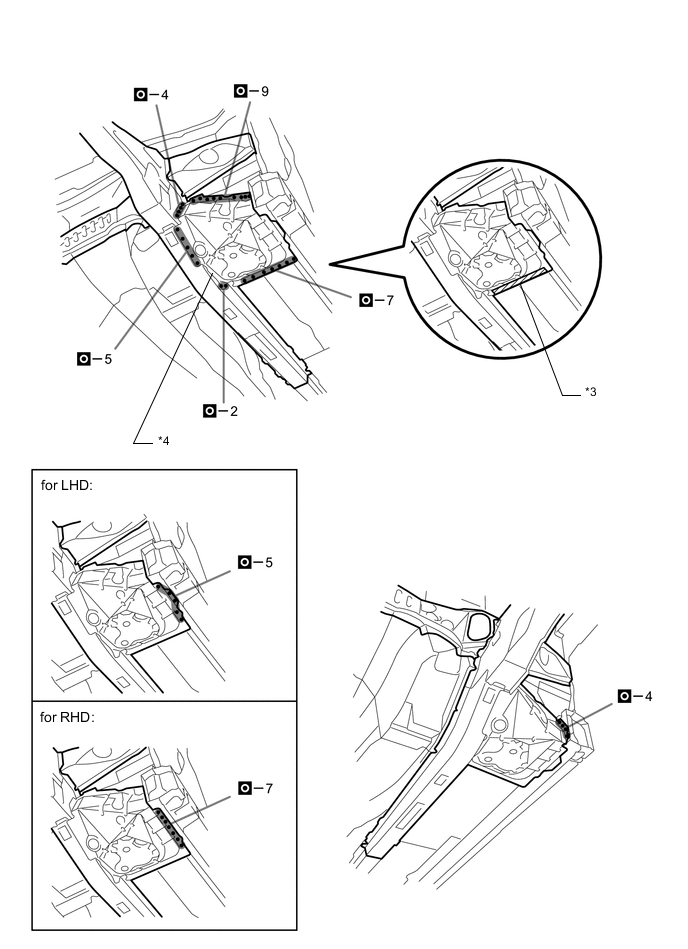
Symbol meaning 
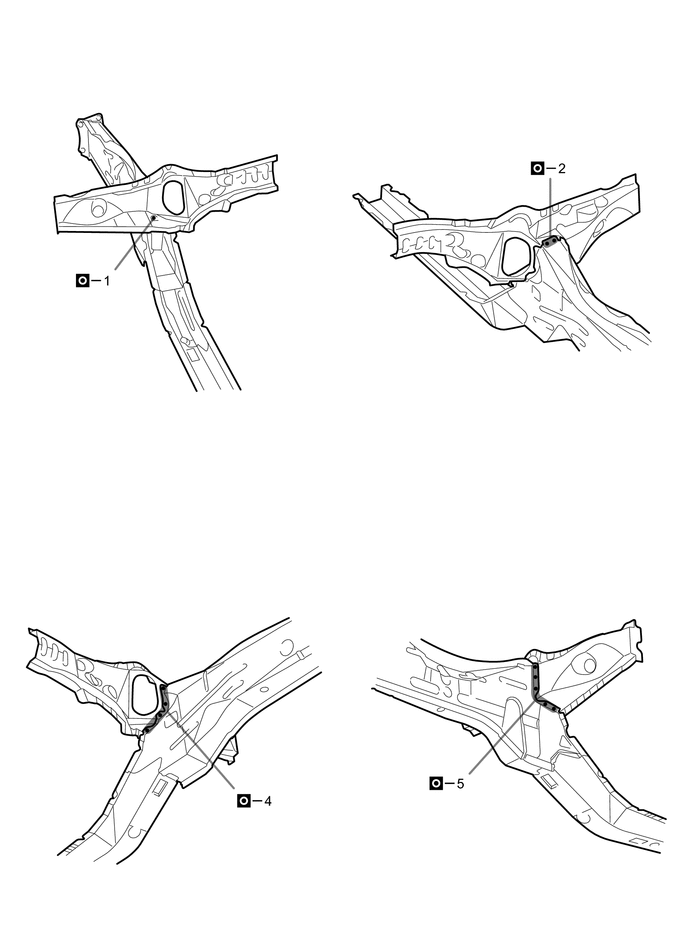
Remove Weld Points 
Remove Weld Points 
Cut and Join Location
-
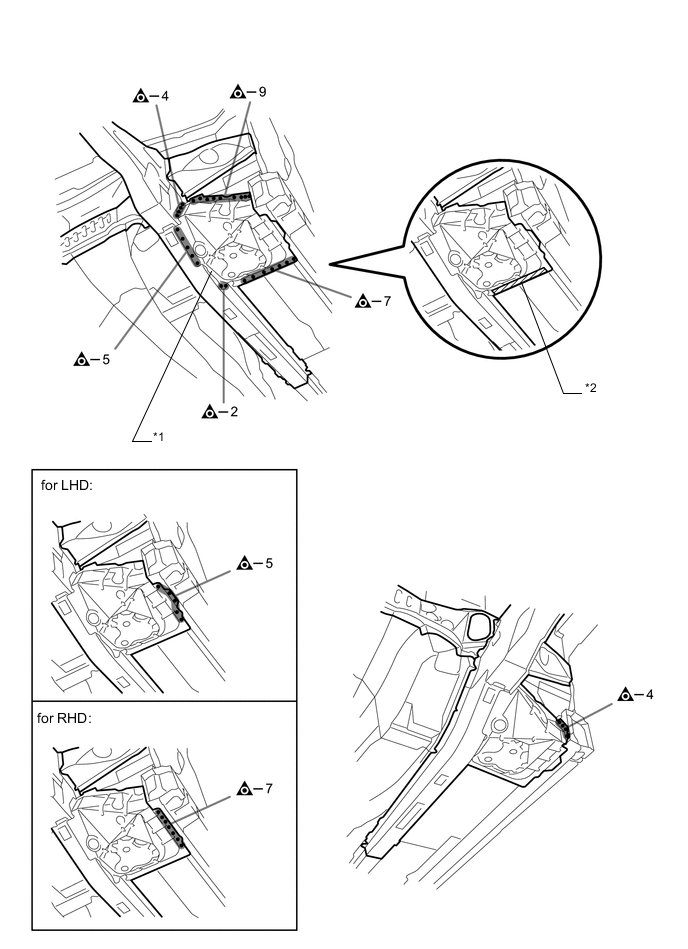
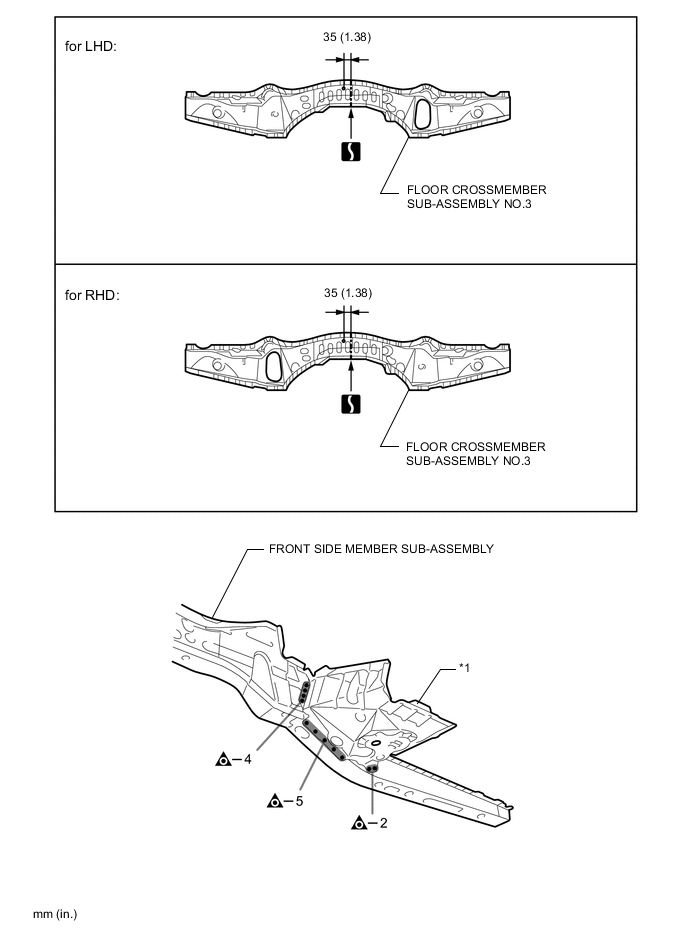
After removing the *1, remove the front side member sub-assembly and floor crossmember sub-assembly No.3.
-
*2 in illustration indicates where the adhesive is located.
-
Roughly cut open the panel so that the adhesive can be reached. Cut through the adhesive with a cut chisel to remove the panel.
Tech Tips
In cases where the adhesive cannot be removed with a cut chisel, heat the adhesive with an industrial heater gun or gas burner taking care not to cause panel deformation by overheating.
REMOVAL POINT
-
-
INSTALLATION
Symbol meaning Remove Weld Points 
Plug Weld 
Plug Weld Cut and Join Location 
Butt Weld
-
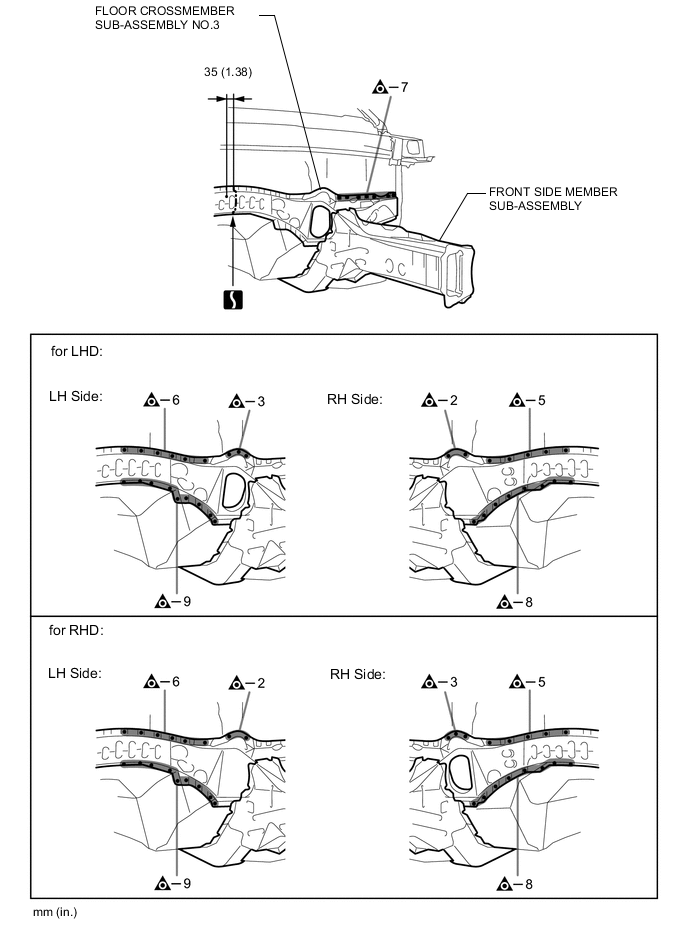
Temporarily install the new parts and measure each part of the new parts in accordance with the body dimension diagram. (See the body dimensions)
-
Make sure to attach correctly in accordance with the body dimension diagram as this part affects the front wheel alignment.
-
If the entire supply part is not needed, remove the part of the supply part that is needed.
-
*1 is reused.
-
Before temporarily installing the new parts, weld the front side member sub-assembly and floor crossmember sub-assembly No.3 with the standard number of welding points.
-
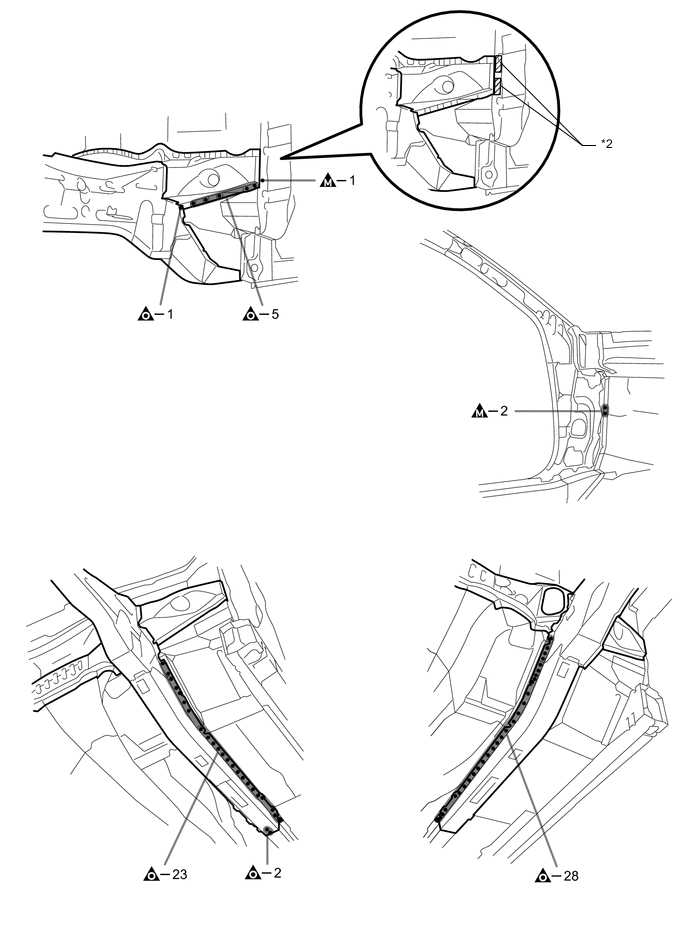
When welding *2, make a hole on a new part for plug welding and weld the panel with the panel behind completely.
-
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115) to the area indicated by *3 in the illustration.
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.
-
-
After welding the front side member sub-assembly and floor crossmember sub-assembly No.3 to the vehicle side, install the *4.
-
After welding, apply body sealer and undercoating to the corresponding parts. (See the painting / coating)
-
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
INSTALLATION POINT
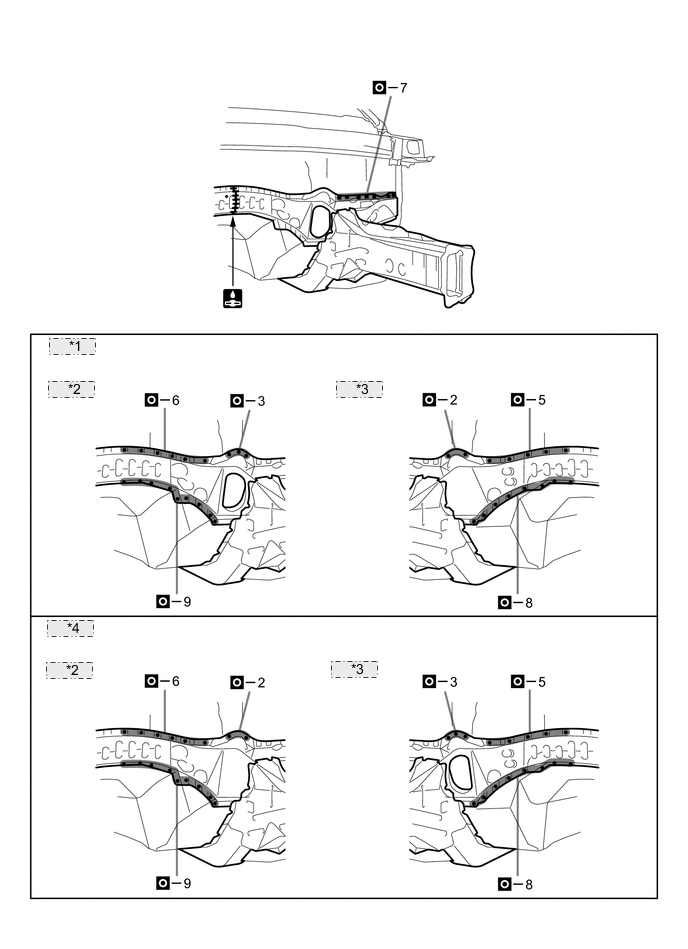
*1 for LHD: *2 LH Side: *3 RH Side: *4 for RHD: 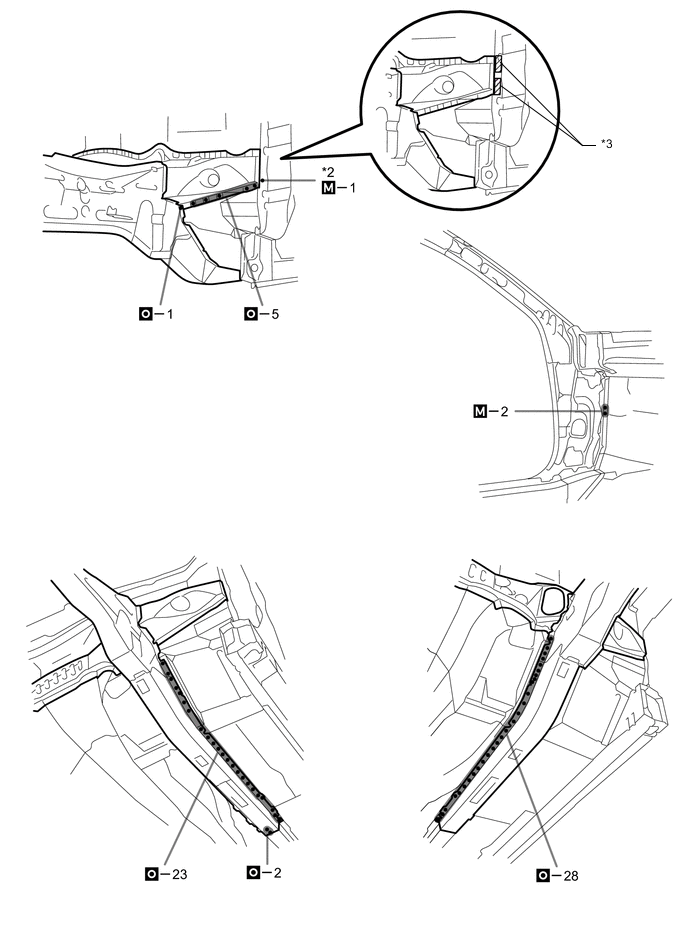
-