FRONT BODY PILLAR CUT AND JOIN REPLACEMENT SECTIONS (PATTERN 1)
-
With the cowl top side panel assembly removed.
-
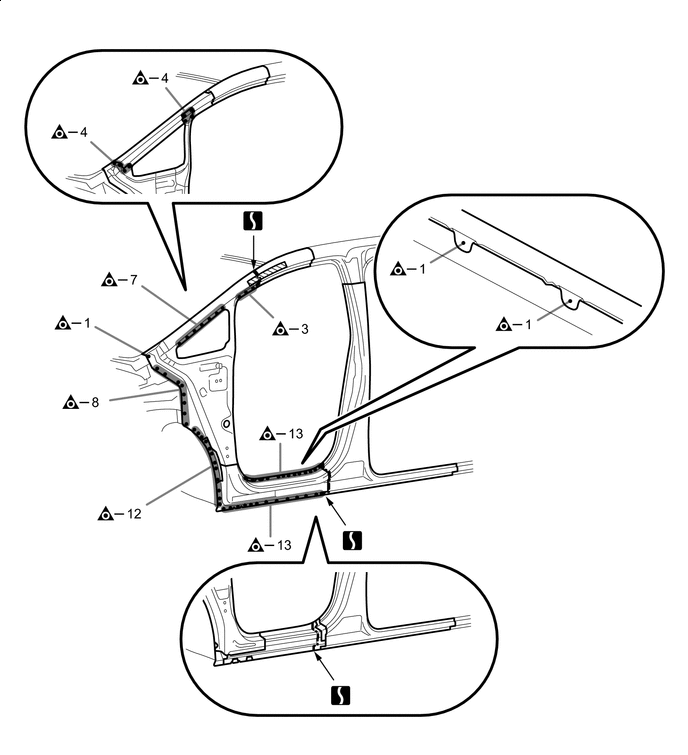
REMOVAL
Symbol Meaning 
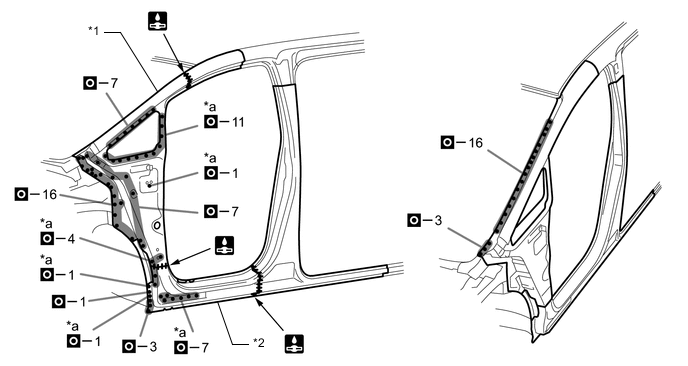
Remove Weld Points 
Remove Weld Points 
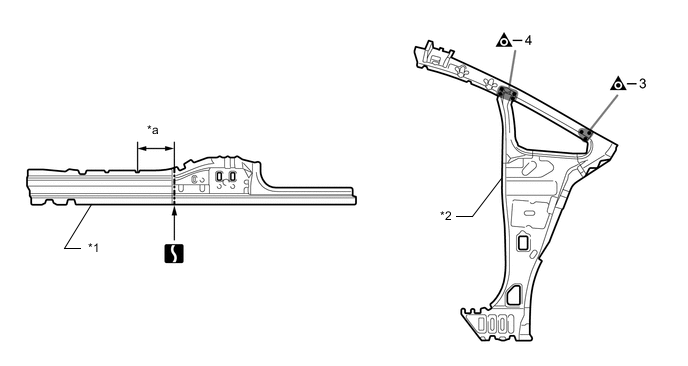
Cut and Join Location
-
Do not butt weld or heat repair because the heat decreases the strength of areas where ultra high strength steel is used. (See the introduction)
-
Be careful when cutting as foamed sealing material is located near the cutting position.
Tech Tips
Remove the remaining foamed sealing material from the vehicles side.

Foamed Sealing Material - - 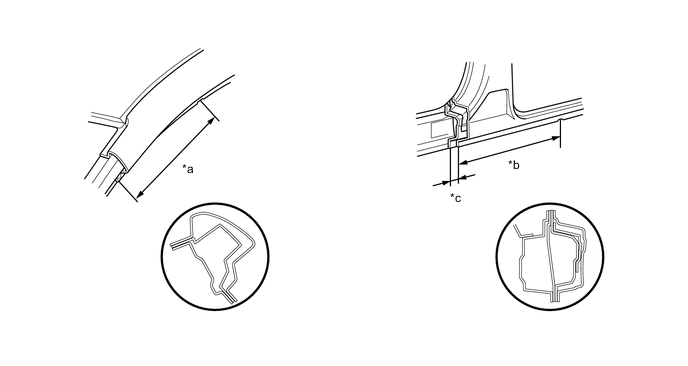
*a 325 mm (12.80 in.) *b 760 mm (29.92 in.) *c 50 mm (1.97 in.) - - 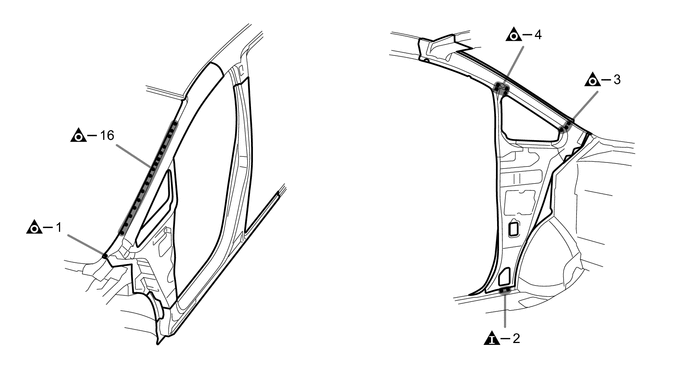
-
-
INSTALLATION
Symbol Meaning 
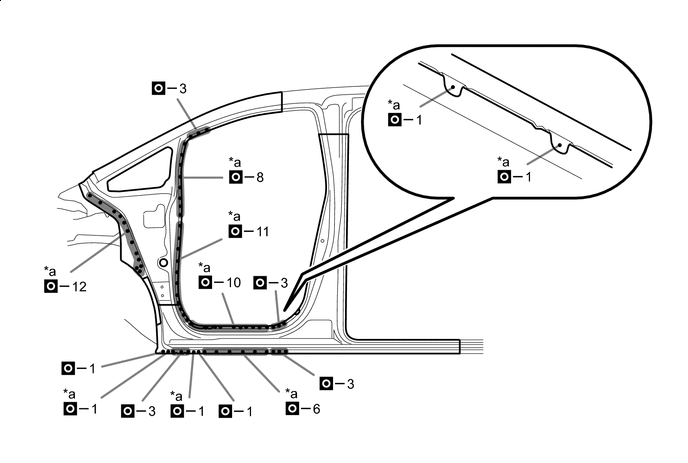
Spot Weld 
Plug Weld 
Plug Weld Cut and Join Location 
Butt Weld
-
Inspect the fitting of the related parts around the new parts before welding. This affects the appearance of the finish.
-
Temporarily install the new parts and measure each part of the new parts in accordance with the body dimension diagram. (See the body dimensions)
-
If the entire supply part is not needed, remove the part of the supply part that is needed.
*1 ROCKER PANEL SUB-ASSEMBLY OUTER *2 FRONT BODY PILLAR UPPER INNER *a 173 mm (6.81 in.) - - -
Apply adhesive (3MTMAutomixTMPanel Bonding Adhesive #8115).
Tech Tips
-
Apply a light coat of adhesive around the plug welding points.
-
Apply enough adhesive to the panels.

Adhesive - - -
-
Before temporarily installing the new parts, weld the rocker panel sub-assembly outer, front body pillar reinforce sub-assembly lower and front body pillar upper inner with the standard number of welding points.
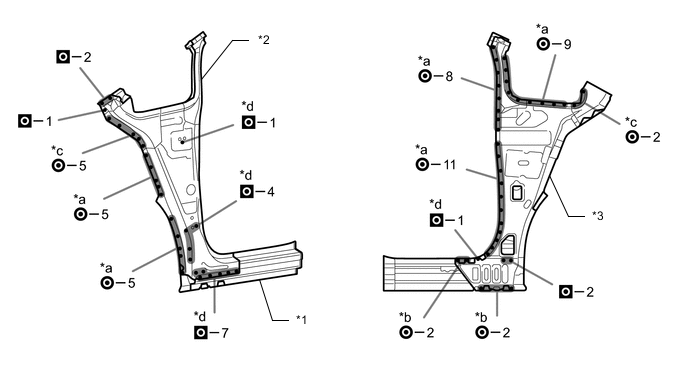
*1 ROCKER PANEL SUB-ASSEMBLY OUTER *2 FRONT BODY PILLAR REINFORCE SUB-ASSEMBLY LOWER *3 FRONT BODY PILLAR UPPER INNER - - *a Ultra High Strength Steel Welding Point *b Ultra High Strength Steel Welding Point *c Ultra High Strength Steel Welding Point *d Ultra High Strength Steel Welding Point
-
When welding 2 panels together including 980 MPa ultra high strength steel.
*a: Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 16 Cyc.(0.27 Sec.) *b: Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 18 Cyc.(0.30 Sec.) *c: Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 24 Cyc.(0.40 Sec.) *d: Plug weld Plug diameter 10 mm (0.39 in.) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding.Sufficient weld strength cannot be assured when using 100% CO2shield gas.
Follow the welding conditions below when welding ultra high strength steel to assure sufficient weld strength. (When repairing this model)
-
-
Weld the rocker panel sub-assembly outer, front body pillar reinforce sub-assembly lower and front body pillar upper inner to the vehicle side.
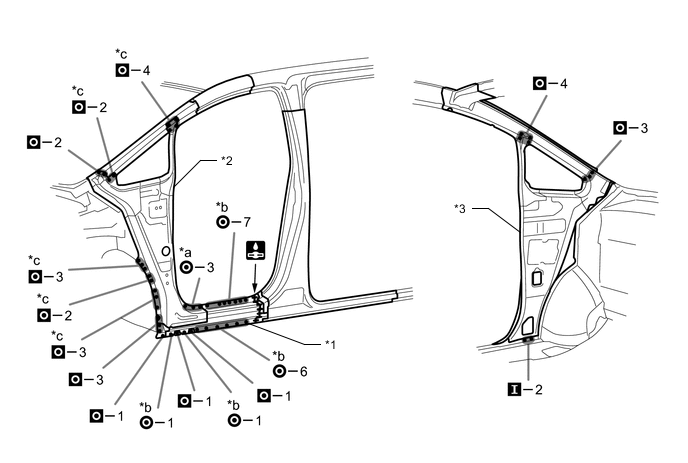
*1 ROCKER PANEL SUB-ASSEMBLY OUTER *2 FRONT BODY PILLAR REINFORCE SUB-ASSEMBLY LOWER *3 FRONT BODY PILLAR UPPER INNER - - *a Ultra High Strength Steel Welding Point *b Ultra High Strength Steel Welding Point *c Ultra High Strength Steel Welding Point - -
-
When welding 2 panels together including 980 MPa ultra high strength steel.
*a: Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 16 Cyc.(0.27 Sec.) *b: Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 18 Cyc.(0.30 Sec.) *c: Plug weld Plug diameter 10 mm (0.39 in.) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding.Sufficient weld strength cannot be assured when using 100% CO2shield gas.
Follow the welding conditions below when welding ultra high strength steel to assure sufficient weld strength. (When repairing this model)
-
-
Weld the front body pillar upper outer and rocker panel outer to the vehicle side.
*1 FRONT BODY PILLAR UPPER OUTER *2 ROCKER PANEL OUTER *a Ultra High Strength Steel Welding Point - -
-
When welding 3 panels or more together including 980 MPa ultra high strength steel. (When plug welding a third panel to 2 panels which are welded under the conditions described above.)
*a: Plug weld Plug diameter Same as the standard method (See the introduction) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding.Sufficient weld strength cannot be assured when using 100% CO2shield gas.
Follow the welding conditions below when welding ultra high strength steel to assure sufficient weld strength. (When repairing this model)
*a Ultra High Strength Steel Welding Point - -
-
When welding 3 panels or more together including 980 MPa ultra high strength steel. (When plug welding a third panel to 2 panels which are welded under the conditions described above.)
*a: Plug weld Plug diameter Same as the standard method (See the introduction) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding.Sufficient weld strength cannot be assured when using 100% CO2shield gas.
Follow the welding conditions below when welding ultra high strength steel to assure sufficient weld strength. (When repairing this model)
-
-
After welding, apply the foamed sealing material to the corresponding parts. (See the painting/coating)
-
After welding, apply body sealer to the corresponding parts. (See the painting/coating)
-
After applying the top coat, apply anti-rust agent to the internal panel portion of the closed section structural weld points.
-