ЗАМЕЧАНИЯ И МЕРЫ ПРЕДОСТОРОЖНОСТИ, ОТНОСЯЩИЕСЯ К РАБОТЕ - МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ РЕМОНТЕ ПАНЕЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
-
УЗЛЫ, В КОТОРЫХ ИСПОЛЬЗУЮТСЯ ПАНЕЛИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ

Сплав Al-Mg-Si (серия 6000) - - -
ТЕХНИКА БЕЗОПАСНОСТИ
Хотя алюминий не относится к токсичным материалам, он очень легкий, в связи с чем во время шлифования в воздухе может содержаться большое количество металлических частиц. Поэтому необходимо защитить от этих частиц органы дыхания и глаза.
Механики должны самостоятельно определять существующие опасные факторы и использовать надлежащие средства защиты. Также необходимо обеспечить на рабочем месте достаточную освещенность и вентиляцию.
При выполнении работ по ремонту алюминиевых панелей выполняйте рекомендованные меры предосторожности.
-
Обязательно используйте защитные очки, беруши, пылезащитные маски (респираторы) и другие средства защиты органов дыхания, зрения и слуха.
-
Перед выполнением ремонта с применением нагрева, шлифовкой или использованием органических растворителей всегда надевайте защитные перчатки.
-
Чтобы обеспечить защиту в аварийной ситуации, необходимо предусмотреть огнетушители, медицинские аптечки, а также средства для промывки глаз на рабочем месте.

Пылезащитная маска (одноразовая) 
Пылезащитная маска (многоразовая) 
Защитная маска 
Защитные очки 
Защитные ботинки 
Беруши 
Беруши (ушные вкладыши) 
Хлопчатобумажные перчатки 
Перчатки, стойкие к растворителям - - -
-
РАЗЛИЧИЯ МЕЖДУ ПАНЕЛЯМИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СЕРИЙ 5000 И 6000
Тип Предельная температура нагрева Надлежащая температура нагрева для ремонта Сплав AI-Mg (серия 5000) 300°C (572°F) 250°C (482°F) Сплав AI-Mg-Si (серия 6000) 250°C (482°F) 200°C (392°F) Note
При нагреве панелей свыше предельной температуры их прочность существенно снижается.
-
ХАРАКТЕРИСТИКИ АЛЮМИНИЕВОГО СПЛАВА
-
Если поверхность детали из алюминиевого сплава оставить необработанной, на ней образуется слой оксида, который защищает деталь от коррозии. Таким образом, применение антикоррозионного средства не требуется, даже если деталь из алюминиевого сплава подвергалась нагреву во время процедуры стягивания.
-
Алюминиевые сплавы обладают очень высокой теплопроводностью, поэтому тепло нагретого участка быстро распространяется на соседние области.
- Алюминий Железо Теплопроводность 236 Вт/м*К 84 Вт/м*К -
Алюминиевый сплав не намагничивается.
-
-
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ВЫПОЛНЕНИИ РЕМОНТА
-
В месте контакта алюминия с другими металлами (в первую очередь, это относится к стали) может протекать электрохимическая коррозия, разрушающая основной металл. Если инструмент, использовавшийся для обработки стальных панелей, не очистить перед использованием на поверхностях деталей из алюминиевого сплава, на этих поверхностях могут остаться частицы стали.
Таким образом, перед применением необходимо тщательно очистить от частиц железа инструменты, использовавшиеся для ремонта стальных панелей, или подготовить отдельный набор инструментов (молотки, шаблоны для правки, зубила, пневматические шлифовальные машинки, угольные электроды и др.) только для работы с деталями из алюминиевых сплавов.
Tech Tips
Электрохимическая коррозия - коррозия, которая протекает под воздействием разности потенциалов, возникающей на поверхности контакта двух разнородных металлов. Этот эффект проявляется для всех без исключения металлов, поэтому место контакта поверхностей деталей из алюминия и стали подвергается коррозии.
-
На поверхностях деталей из алюминиевого сплава на воздухе в считанные минуты образуется пленка оксида.
Эта оксидная пленка существенно ухудшает адгезию шпаклевок и красочных покрытий, поэтому обрабатывать детали необходимо сразу же после шлифовки и обезжиривания.
-
Алюминий хрупок, поэтому в деталях из него легко образуются наклепы и трещины. Нагрев алюминиевых деформированных деталей при их восстановлении повышает пригодность к обработке, предотвращает образование наклепов и трещин и, таким образом, является эффективной методикой ремонта.
Однако очень хорошие результаты достигаются только при нагреве до оптимальной температуры, тогда как ее превышение приводит к потере прочности. (В случае превышения оптимальной температуры нагрева наблюдается заметное снижение прочности.)
-
-
ВЫБОР СПОСОБА РЕМОНТА
- Состояние поврежденной детали Критерии оценки Методика ремонта Детали, подлежащие восстановлению*1 Вмятина на плоской поверхности наружной панели
-
Отсутствие пластической деформации наружной панели.
-
Отсутствие деформации краев наружной панели.
-
Отсутствие деформации внутренней панели.
-
Наружная и внутренняя панели не отделены друг от друга.
Ремонт методом вытягивания. Деформация наружных или внутренних панелей.
-
Небольшая пластическая деформация наружной и внутренней панелей. (Деформация, которая не подвергается растрескиванию во время ремонта.)
-
Наружная и внутренняя панели не отделены друг от друга.
Ремонт выполняется с помощью молотка и шаблона для правки после нагрева. Не подлежит восстановлению Разрывы и сквозные отверстия - Замена узлов в сборе. Сильная деформация пластиковой части*2 *1: Размер поврежденного участка, при котором панель еще подлежит восстановлению, определяется по тем же стандартам, что и для стальных панелей.
*2: Не подлежит восстановлению, поскольку во время ремонта образуются трещины.
-
-
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ ДЛЯ КАЖДОГО СПОСОБА РЕМОНТА (ремонт вытягиванием)
Рекомендуемые инструменты 
Съемник 
Промышленный тепловой пистолет 
Аппарат для сварки оплавлением (для стандартных стальных панелей) 
Угольный электрод 
Пневматические инструменты 
-
Пластмассовый молоток
-
Рихтовочный молоток
-
Деревянный молоток
-
Шаблон для правки
-
Зубило или деревянный брусок для кузовных работ
Note
Полностью очистите поверхность инструмента от частиц железа (если он ранее использовался для ремонта стальных панелей) или подготовьте отдельный набор инструментов, предназначенный только для работы с деталями из алюминиевых сплавов (во избежание электрохимической коррозии алюминия).
-
ПРОВЕРКА СТЕПЕНИ ПОВРЕЖДЕНИЯ
-
Визуально осмотрите поврежденную поверхность и проведите по ней рукой, чтобы оценить состояние поврежденного участка, а также наличие на нем растяжений. Также проверьте наличие трещин и отслаивания лакокрасочного покрытия. Если красочное покрытие не повреждено, выполните работы, начиная с пункта (c).
-
-
УДАЛЕНИЕ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ (НЕ ТРЕБУЕТСЯ В ТЕХ СЛУЧАЯХ, КОГДА ЛАКОКРАСОЧНОЕ ПОКРЫТИЕ НЕ ПОВРЕЖДЕНО)
-
Полностью удалите краску в местах установки соединительных переходников.
-
-
ОБЕЗЖИРЬТЕ МЕСТА УСТАНОВКИ СОЕДИНИТЕЛЬНЫХ ПЕРЕХОДНИКОВ
-
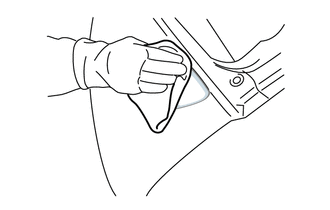
После обдува поверхности воздухом нанесите на тканевую салфетку обезжиривающий чистящий раствор, который входит в комплект поставки стапеля, и обезжирьте ремонтируемую поверхность.
Tech Tips
Если лакокрасочное покрытие не повреждено, очистите поверхность от мелких частиц, а затем обезжирьте ее.
-
-
ПОДГОТОВКА КОЛЬЦА ДЛЯ ВЫТЯГИВАНИЯ ПАНЕЛИ
-
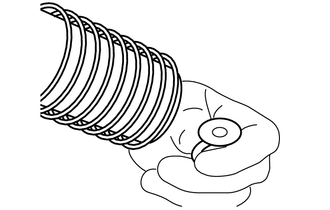
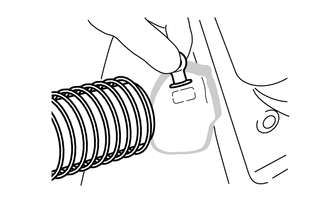
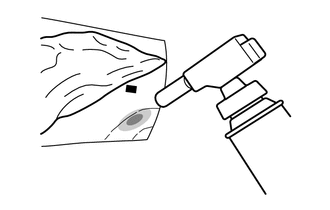
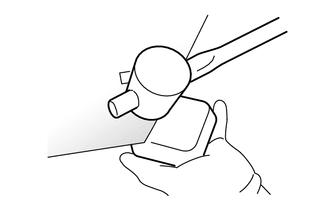
Нагрейте кольцо для вытягивания панели с помощью промышленного теплового пистолета и, не дав ему остыть, установите на него соединительный переходник.
-
-
УСТАНОВКА ЗАХВАТА ДЛЯ ПАНЕЛИ
-
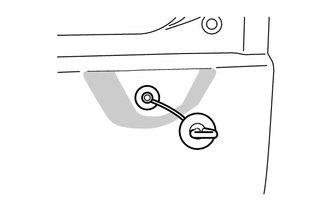
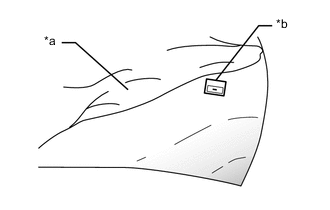
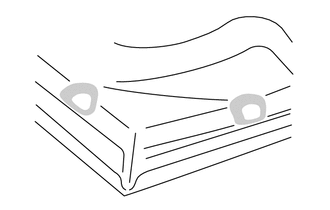
Наклейте двустороннюю клейкую ленту (или изоляционную ленту, сложенную вдвое) на тыльную сторону установочного магнита и закрепите захват для панели на поверхности панели.
Tech Tips
Магнит закрепляется клейкой лентой, поскольку алюминий не намагничивается.
-
-
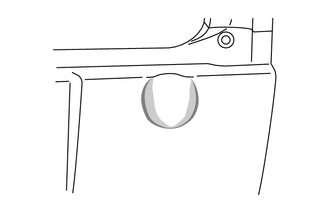
УСТАНОВКА КОЛЬЦА ДЛЯ ВЫТЯГИВАНИЯ ПАНЕЛИ
-
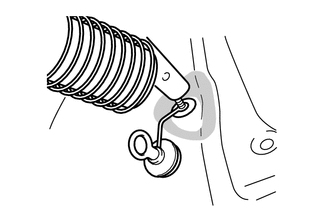
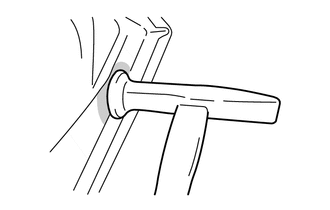
Нагрейте соединительный переходник с помощью промышленного теплового пистолета. Затем рукояткой молотка или аналогичным приспособлением надавите на кольцо для вытягивания панели так, чтобы прижать его к поверхности.
-
Затем обдуйте воздухом поверхность панели и кольцо для вытягивания панели, чтобы охладить их.
-
-
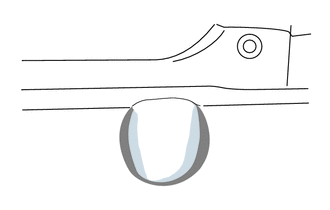
УСТАНОВКА ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫТЯГИВАНИЯ
-
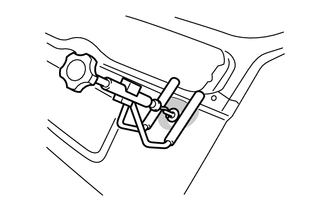
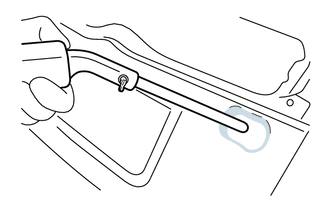
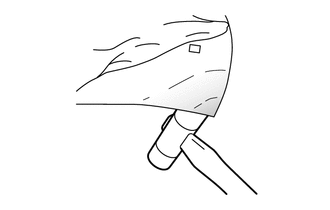
Зафиксируйте магнитное крепление резиновой подкладки под рукояткой стапеля (с помощью клейкой ленты или аналогичного материала), чтобы не допустить случайного повреждения.
-
Закрепите кольцо для вытягивания панели за гайку с кольцом, а к последней подсоедините крюк стапеля. Вытяните его примерно на 1-2 мм (0,04 - 0,08 дюйма) выше неповрежденной поверхности.
-
-
ВЫТЯГИВАНИЕ
-
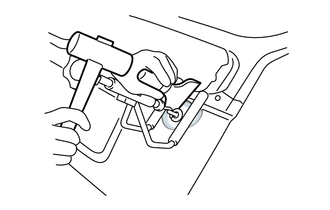
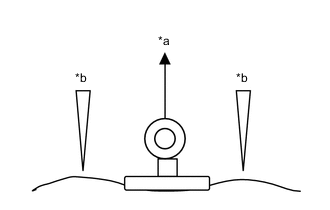
*a Вытяните *b Ударьте Оставив стапель снаружи в натянутом состоянии, слегка подстучите по вогнутой окружающей области рихтовочным молотком для кузовных работ или деревянным бруском.
Tech Tips
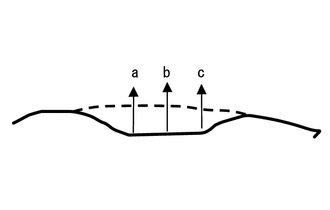
Выполните процедуры (d) - (i) для участков a, b и c в алфавитном порядке. Вытягивайте каждый участок так, чтобы он оставался на 1-2 мм (0,04-0,08 дюйма) вдавленным относительно неповрежденной поверхности.
-
-
СНЯТИЕ КОЛЬЦА ДЛЯ ВЫТЯГИВАНИЯ ПАНЕЛИ
-
После вытягивания с помощью промышленного теплового пистолета прогрейте соединительный переходник, так чтобы расплавить его, и снимите кольцо для вытягивания панели.
-
Прогрейте остатки соединительного переходника и быстро счистите их с панели с помощью шпателя. Затем нанесите раствор обезжиривающего чистящего средства, чтобы обезжирить поверхность панели.
Note
После выполнения описанной выше процедуры выполните операцию стягивания, если поверхность подвергаемой ремонту панели имеет недостаточное натяжение.
-
-
СТЯГИВАНИЕ
-
С помощью угольного электрода выполните стягивание всех участков, выступающих в результате растяжения панели, чтобы обеспечить ее натяжение.
-
После стягивания удалите все подпалины так же, как и при работе с обычными стальными панелями.
Note
-
На открытых участках панелей адгезия шпаклевки ухудшается из-за окисления.
-
Сформируйте острые кромки на прежнем покрытии и нанесите грунтовку и шпаклевку сразу после операции стягивания.
-
-
-
-
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТ ДЛЯ КАЖДОГО СПОСОБА РЕМОНТА (ремонт посредством молотка и шаблона для правки с применением нагрева)
Рекомендуемые инструменты 
Газовая горелка Промышленный тепловой пистолет 
Бесконтактный термометр 
Пластинчатый индикатор температуры
-
Пластмассовый молоток
-
Рихтовочный молоток
-
Деревянный молоток
-
Шаблон для правки
-
Зубило или деревянный брусок для кузовных работ
- - Note
Полностью очистите поверхность инструмента от частиц железа (если он ранее использовался для ремонта стальных панелей) или подготовьте отдельный набор инструментов, предназначенный только для работы с деталями из алюминиевых сплавов (во избежание электрохимической коррозии алюминия).
-
ПРОВЕРКА СТЕПЕНИ ПОВРЕЖДЕНИЯ
-
Визуально осмотрите поврежденную поверхность и проведите по ней рукой, чтобы оценить состояние поврежденного участка, а также наличие на нем растяжений.
-
-
*a Влажная ткань *b Пластинчатый индикатор температуры ПОДГОТОВКА К РЕМОНТУ С ПРИМЕНЕНИЕМ НАГРЕВА
-
Закройте неповрежденное лакокрасочное покрытие влажной тканью, чтобы не повредить его пламенем горелки во время нагрева.
-
Поместите пластинчатый индикатор температуры на расстоянии примерно 50 мм (1,97 дюйма) от нагреваемого участка.
Tech Tips
При этом индикатор температуры не должен нагреваться прямым пламенем горелки.
-
-
РЕМОНТ С ПРИМЕНЕНИЕМ НАГРЕВА
-
Равномерно прогрейте погнутый участок.
Note
-
Не допускайте, чтобы пластинчатый индикатор температуры подвергался прямому воздействию пламени.
-
Нагрев следует прекращать до изменения цвета пластинчатого температурного индикатора.
-
При использовании бесконтактного термометра следует измерять температуру окрашенной поверхности. (Температуру поверхности алюминиевой панели можно измерить только приблизительно.)
-
При измерении температуры металлической поверхности на алюминиевой основе нанесите направляющее или лаковое покрытие (белое или черное) на поверхность основного металла, а затем измеряйте температуру поверхности, подлежащей окраске.
-
Температура увеличивается сразу после нагрева, поэтому ее следует измерять часто. (В случае превышения оптимальной температуры нагрева наблюдается заметное снижение прочности.)
- Температура Пламя газовой сварочной горелки Максимум 1300°C (2372°F) Предельная температура нагрева панелей из алюминиевого сплава 300°C (572°F) Сплав Al-Mg (серия 5000) 250°C (482°F) Сплав Al-Mg-Si (серия 6000) Оптимальная температура нагрева панелей из алюминиевого сплава 250°C (482°F) Сплав Al-Mg (серия 5000) 200°C (392°F) Сплав Al-Mg-Si (серия 6000) Точка плавления алюминия Около 650°C (1202°F) -
-
-
РЕМОНТ РИХТОВАНИЕМ
-
Черновой ремонт
Алюминий быстро остывает после нагрева, поэтому выправлять панель с обратной стороны с помощью деревянного молотка или молотка с пластмассовым покрытием следует сразу после нагрева.
-
Критерии завершения чернового ремонта
Ремонт считается завершенным после восстановления линий краев панелей до исходного состояния, даже если поверхность осталась неровной.
-
Ремонт с помощью молотка и шаблона для правки
-
Выровняйте поверхность, чередуя правку с использованием шаблона для правки и правку без него.
-
Восстановите краевые линии панели с помощью шаблона для правки.
-
-
-
ПРОВЕРЬТЕ ОТРЕМОНТИРОВАННУЮ ПОВЕРХНОСТЬ
-
Проверьте два следующих условия и в случае выполнения хотя бы одного из них отремонтируйте методом стягивания с помощью угольного электрода.
-
Какой-либо участок выступает больше допустимого.
-
Имеет место недостаточное натяжение.
-
-
-
РЕМОНТ ВМЯТИН НА УЧАСТКЕ ВНУТРЕННЕЙ ПАНЕЛИ
-
Если отсутствуют сильно выступающие точки, отремонтируйте вмятину с помощью шпаклевки.
-

При наличии сильно выступающих точек прогревайте панель в течение примерно 30 минут, держа промышленный тепловой пистолет вблизи от поверхности.
-
Не дожидаясь, пока нагретые участки остынут, отрихтуйте поверхности, восстановив исходную форму.
Tech Tips
Попеременно используйте нагрев и рихтование.
-
-
ПОРЯДОК ДЕЙСТВИЙ ПОСЛЕ РЕМОНТА ПАНЕЛИ (ОБРАБОТКА ШПАКЛЕВКОЙ, ПОКРАСКА И Т.П.)
-
Выполните процедуру в соответствии с приведенной ниже технологической инструкцией. (Основные технологические операции те же, что и при ремонте стальных панелей.)
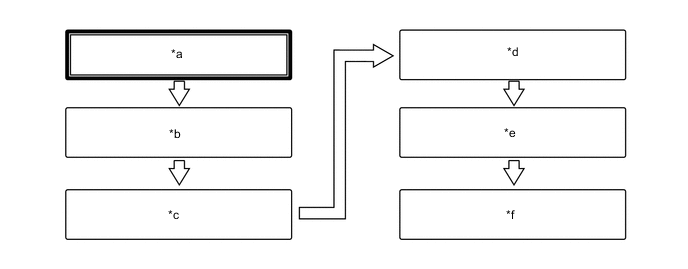
*a Ремонт панелей *b Создание бороздок *c Нанесение грунтовки *d Нанесение шпаклевки *e Нанесение грунтовки на поверхности *f Нанесение верхнего слоя лакокрасочного покрытия Tech Tips
Выполните процедуру с применением грунтовки и шпаклевки, указанных изготовителем краски. Кроме того, во время грунтовки и шпаклевки руководствуйтесь инструкциями изготовителя краски.
-
-