ПЕРЕДНЯЯ СТОЙКА КУЗОВА ОТРЕЗАЕМЫЕ И СТЫКУЕМЫЕ СМЕННЫЕ ЧАСТИ
-
Со снятой верхней боковой панелью кожуха.
-
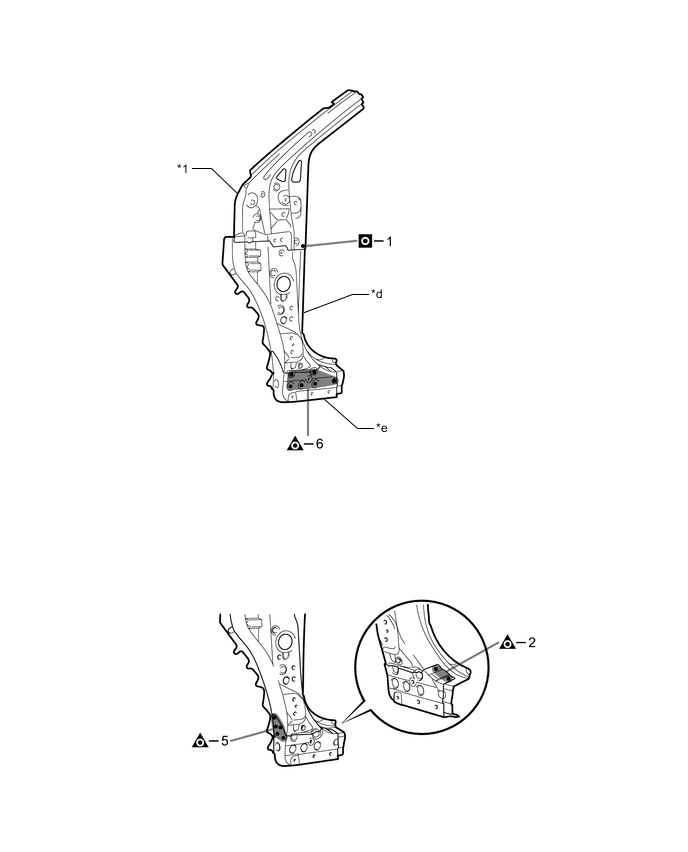
СНЯТИЕ
Значения символов 
Точки сварки при снятии 
Точки сварки при снятии 
Точки сварки при снятии 
Обрежьте, например, с помощью шлифовальной машины 
Место разрезания и соединения 
Место разрезания на запасные части 
Место разрезания
-
Никогда не сваривайте встык и не производите ремонт с применением нагрева, поскольку тепло снижает прочность участков, где используется сверхвысокопрочная сталь (см. введение).
-
*a обозначает сварные швы, подлежащие удалению для облечения снятия детали.
ТОЧКА СНЯТИЯ
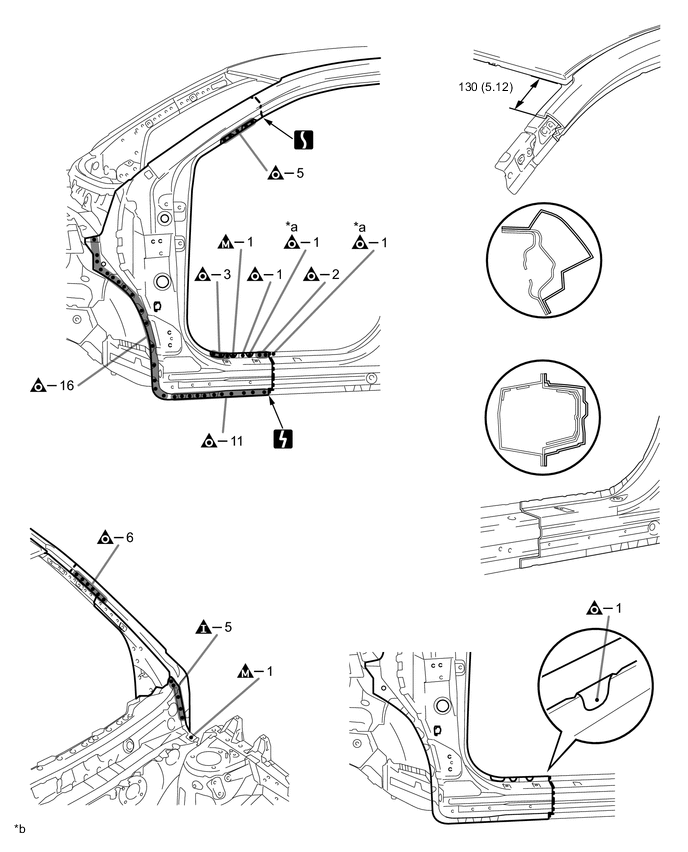
*b мм (дюйм.) - - 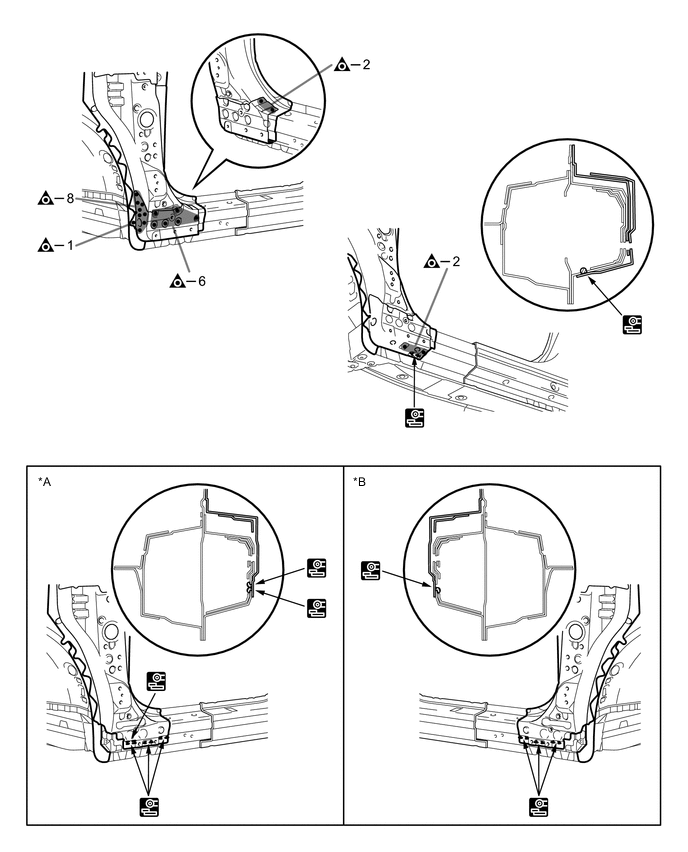
*A Левая сторона *B Правая сторона 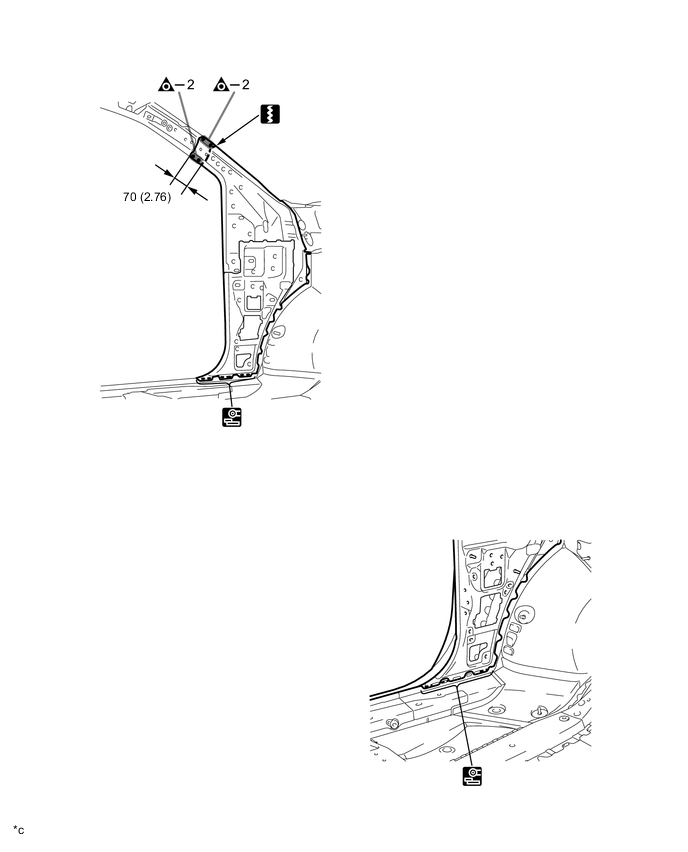
*c мм (дюйм.) - - -
-
УСТАНОВКА
Значения символов Точки сварки при снятии 
Сварка электрозаклепкой 
Сварка электрозаклепкой 
Сварка электрозаклепкой 
Угловой сварной шов 
Стыковой сварной шов 
Герметик для кузова Сварочные работы для сверхвысокопрочной стали 980 МПа При сварке сверхвысокопрочной стали соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва (при ремонте данной модели)
-
*a: при сваривании 2 панелей, в том числе из сверхвысокопрочной стали 980 МПа.
Сварка электрозаклепками Диаметр электрозаклепки 10 мм (0,39 дюйма) Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом
-
*b: при сваривании более 3 панелей, в том числе из сверхвысокопрочной стали 980 МПа (При приваривании электрозаклепками третьей панели к 2 панелям, которые сварены с соблюдением вышеприведенных условий.)
Сварка электрозаклепками Диаметр электрозаклепки Такой же, как в стандартном способе (см. введение) Тип проволоки AWS A5,18 ER70S-3 Защитный газ Активный газ для сварки металлическим электродом
Note
В качестве защитного газа при сварке электрозаклепками обязательно используйте активный газ для сварки металлическим электродом (Ar 80% + CO220%). При использовании в качестве защитного газа 100% CO2нельзя гарантировать достаточную прочность сварного шва.
-
Проверьте сопряжение новых деталей с прилегающими деталями кузова перед сваркой. От того, насколько правильно сопрягаются детали друг с другом, будет зависеть после сборки внешний вид узла и всего автомобиля.
-
Установите не закрепляя новые детали и измерьте необходимые размеры в соответствии со схемой измерений (См. размеры кузова.)
-
Перед тем, как установить новые детали, нанесите герметик для кузова.
Tech Tips
Наносите герметик для кузова в виде равномерного по толщине непрерывного валика.
-
При сваривании деталей *a и *b соблюдайте условия сварки, чтобы гарантировать достаточную прочность сварного шва. (см. введение).
-
При сварке детали *c проделайте отверстие в новой детали для сварки электрозаклепкой и полностью приварите панель к панели сзади.
-
Разделите новое верхнее усиление стойки ветрового стекла на детали *d и *e в точках сварки. После приваривания детали *d к кузову установите *e.
-
После приваривания к кузову внутренней стойки ветрового стекла установите нижнее усиление стойки ветрового стекла.
-
После приваривания к кузову нижнего усиления стойки ветрового стекла установите наружную стойку ветрового стекла и задний кронштейн переднего крыла.
-
После сварки нанесите вспененный уплотнительный материал на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
-
После сварки нанесите герметик для кузова на соответствующие детали (См. раздел "Лакокрасочное покрытие".)
-
После нанесения верхнего слоя покрытия нанесите антикоррозийное средство на сварные точки несущих рабочую нагрузку швов замкнутого профиля с внутренней стороны панели.
ТОЧКА УСТАНОВКИ
*1 НИЖНЕЕ УСИЛЕНИЕ ПЕРЕДНЕЙ СТОЙКИ КУЗОВА В СБОРЕ - - 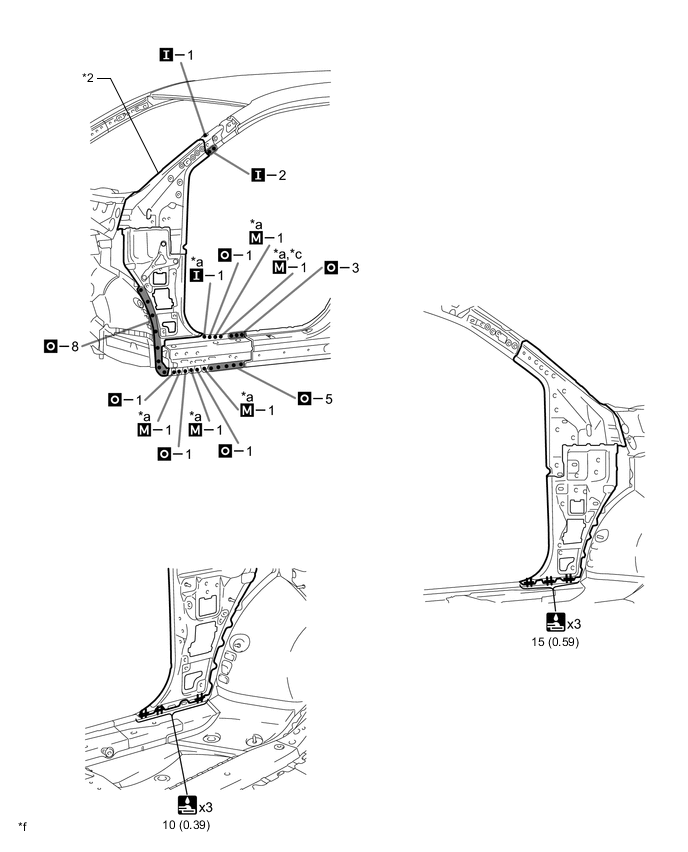
*2 ВНУТРЕННЯЯ ПЕРЕДНЯЯ СТОЙКА КУЗОВА В СБОРЕ - - *a Точка сварки стали сверхвысокой прочности *f мм (дюйм.) 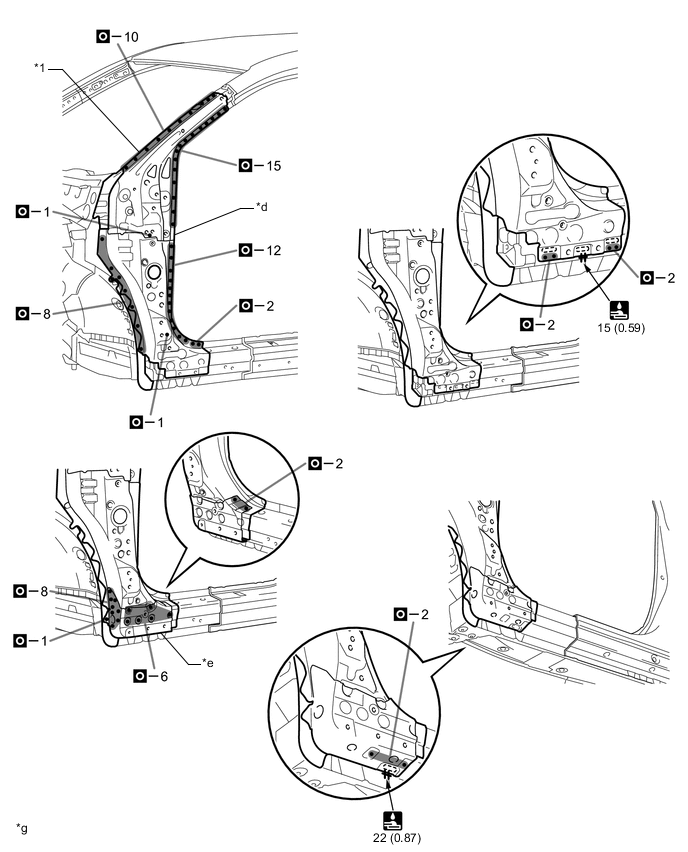
*1 НИЖНЕЕ УСИЛЕНИЕ ПЕРЕДНЕЙ СТОЙКИ КУЗОВА В СБОРЕ - - *g мм (дюйм.) - - 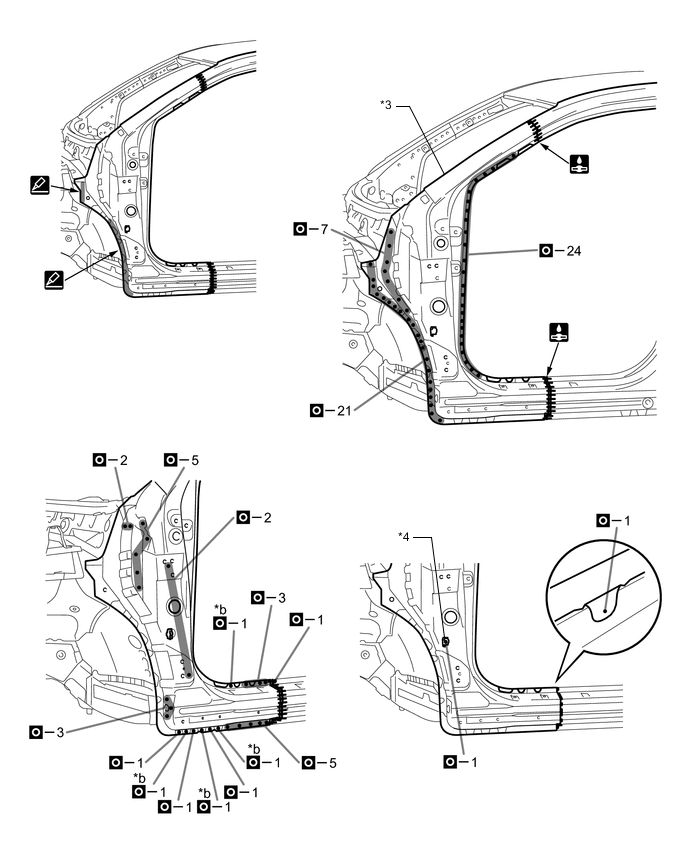
*3 ПЕРЕДНЯЯ НАРУЖНАЯ СТОЙКА КУЗОВА *4 ЗАДНИЙ КРОНШТЕЙН ПЕРЕДНЕГО КРЫЛА *b Точка сварки стали сверхвысокой прочности - - 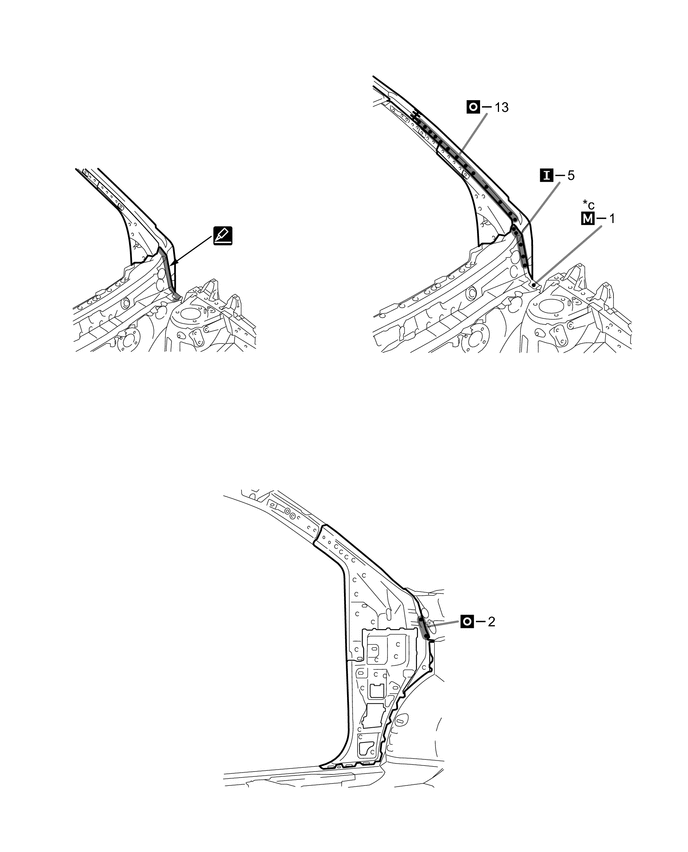
-