WORK NOTICES AND PRECAUTIONS PRECAUTIONS FOR WELDING
-
REMOVAL OF ADJACENT COMPONENTS
-
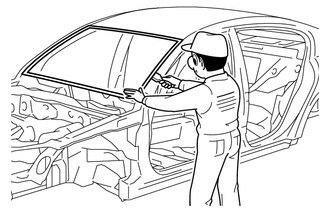
To prevent damage to the body and parts, apply protective tape to the body and tools before removing the parts.
Note
If the paint film is damaged, make sure to refinish the paint.
-
-
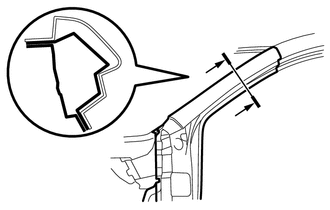
CUTTING WORK
-
When cutting a panel, be careful not to damage the surrounding panels or any panels underneath.
Note
If any panels are damaged, be sure to repair them.
-
-
ANTI-RUST TREATMENT BEFORE WELDING
-
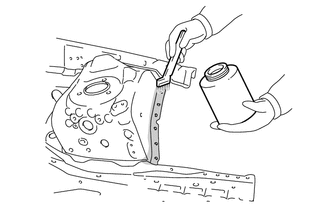
Apply welding primer to the contact surfaces of the welding areas to protect them from rust.
Note
Do not apply welding primer outside of the contact surfaces.
-
-
WELDING WORK
-
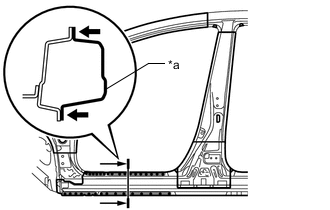
*a 980 MPa Ultra High Strength Steel 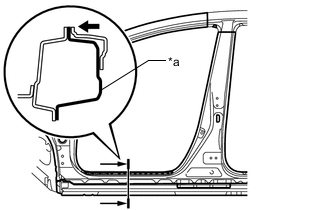
*a 980 MPa Ultra High Strength Steel Follow the welding conditions below when welding ultra high strength steel to assure sufficient weld strength.
When welding 2 panels together including 980 MPa ultra high strength steel. Spot weld Pressure 2940 N (300 kgf, 661 lbf) Weld current 10000 A Weld time 14 Cyc. (0.23 Sec.) Plug weld Plug diameter 10 mm (0.39 in.) Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding. Sufficient weld strength cannot be assured when using 100% CO2shield gas.
When welding more than 3 panels together including 980 MPa ultra high strength steel. (When plug welding a third panel to 2 panels which are welded under the conditions described above.) Plug weld Plug diameter Same as the standard method
(See the introduction)
Wire type AWS A5.18 ER70S-3 Shield gas Metal active gas Note
Be sure to use Metal active gas (Ar 80% + CO220%) as the shield gas when plug welding. Sufficient weld strength cannot be assured when using 100% CO2shield gas.
-
Standard Number of Welds
980 MPa ultra high strength steel Number of spot welds More than the number of welds made by the manufacturer Number of plug welds More than the number of welds made by the manufacturer Normal steel or high strength steel Number of spot welds More than 1.3x the number of welds made by the manufacturer Number of plug welds More than the number of welds made by the manufacturer Note
Inspect the welds after spot welding. For points with insufficient weld strength join the panels using plug welds.
-
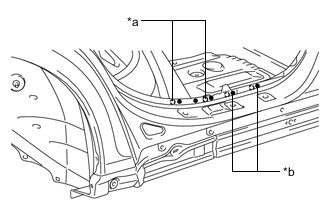
*a Old Spot Locations *b New Spot Locations Spot weld locations
Avoid welding over previously welded areas.
-
-
MAKING HOLES FOR PLUG WELDING
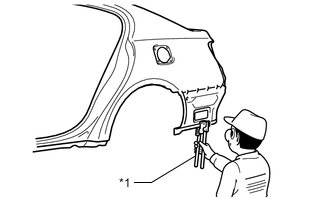
*1 Puncher
-
For areas where a spot welder cannot be used, use a puncher or drill to make holes for plug welding.
Thickness of welded portion Diameter of plug hole Under 1.0 mm (0.04 in.) Over 5.0 mm (0.20 in.) 1.0 to 1.6 mm (0.04 to 0.06 in.) Over 6.5 mm (0.26 in.) 1.7 to 2.3 mm (0.07 to 0.09 in.) Over 8.0 mm (0.31 in.) Over 2.4 mm (0.09 in.) Over 10 mm (0.39 in.)
-