Before performing these installation procedures, sufficiently clean and remove any foreign matter from the cylinder block, connecting rod and other parts.
- Click here
INSTALL OIL REFLECTOR PLATE
-
Using a 5 mm hexagon wrench, install the 3 oil reflector plates with the 3 bolts.
9.0 N*m 92 kgf*cm 80 in.*lbf
-
- Click here
INSTALL NO. 1 OIL NOZZLE SUB-ASSEMBLY
-
Using a 5 mm hexagon wrench, install the 4 No. 1 oil nozzle sub-assemblies with the 4 bolts.
9.0 N*m 92 kgf*cm 80 in.*lbf
-
- Click here
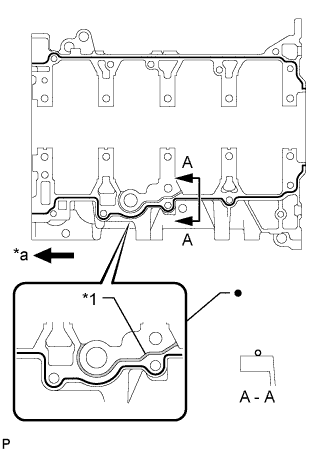
INSTALL NO. 1 CRANKSHAFT POSITION SENSOR PLATE
-
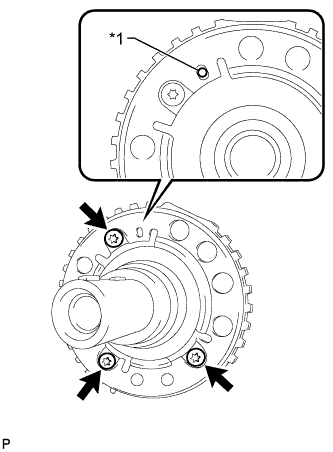
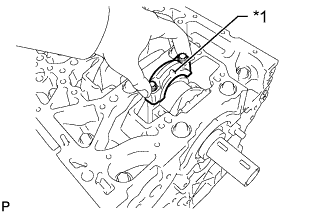
Install the No. 1 crankshaft position sensor plate by fitting the straight pin of the crankshaft into the hole on the No. 1 crankshaft position sensor plate.
Table 1. Text in Illustration *1 Straight Pin -
Using a T30 "TORX" socket wrench, install the 3 bolts.
11 N*m 107 kgf*cm 8 ft.*lbf Note:Make sure that the No. 1 crankshaft position sensor plate is not slanted.
-
- Click here
INSTALL PISTON WITH PIN SUB-ASSEMBLY
-
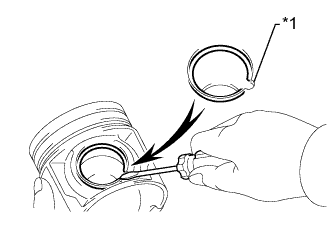
Using a screwdriver, install a new snap ring on one side of the piston pin hole.
Table 2. Text in Illustration *1 Service Hole Cutout Portion Tip:Be sure that the end gap of the snap ring is not aligned with the service hole cutout portion of the piston.
-
Gradually heat the piston to approximately 80 to 90°C (176 to 194°F).
-
Coat the piston pin with engine oil.
-
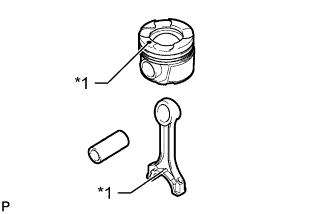
Align the front marks of the piston and connecting rod sub-assembly, install the connecting rod sub-assembly to the piston and push in the piston pin with your thumb.
Table 3. Text in Illustration *1 Front Mark Tip:The piston and pin are a matched set.
-
Check the fitting condition between the piston and piston pin by trying to move the piston back and forth on the piston pin.
-
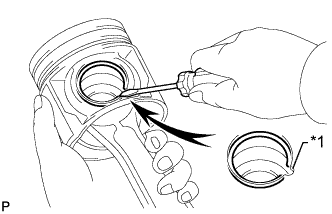
Using a screwdriver, install a new snap ring at the other end of the piston pin hole.
Table 4. Text in Illustration *1 Service Hole Cutout Portion Tip:Be sure that the end gap of the snap ring is not aligned with the service hole cutout portion of the piston.
-
- Click here
INSTALL PISTON RING SET
-
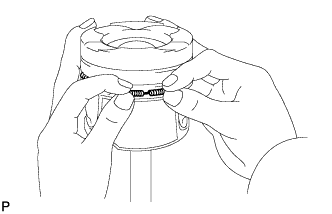
Install the oil ring expander by hand.
-
Using a piston ring expander, install the oil ring rail.
Table 5. Text in Illustration *1 Coil Joint *2 Oil Ring End Tip:Make sure the end gap of the oil ring faces in the opposite direction of the coil joint.
-
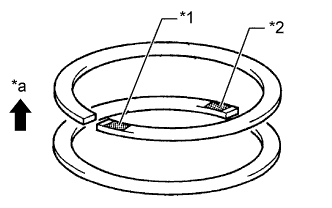
Using a piston ring expander, install the No. 1 compression ring and No. 2 compression ring so that the code marks are positioned as shown in the illustration.
Code Mark Item Specified Condition No. 1 compression ring T1 No. 2 compression ring FTE2 Table 6. Text in Illustration *1 Code Mark (T1) *2 Code Mark (FTE2) *a Upward Tip:
-
Install the No. 1 compression ring with the code mark facing upward.
-
Install the No. 2 compression ring with the code mark facing upward.
-
-
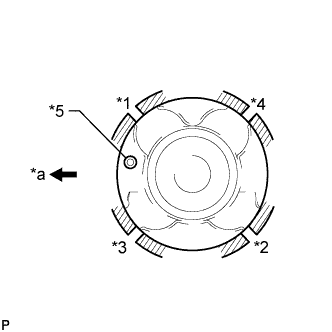
Position the piston rings so that the ring ends are as shown in the illustration.
Table 7. Text in Illustration *1 No. 1 *2 No. 2 *3 Oil *4 Coil *5 Front Mark *a Front Note:Do not align the ring ends.
-
- Click here
INSTALL CONNECTING ROD BEARING
Note:Apply oil to the inner surface of each connecting rod bearing (the surface which contacts the crankshaft), but not to the outer surface (the surface which contacts the connecting rod sub-assembly or connecting rod cap).
-
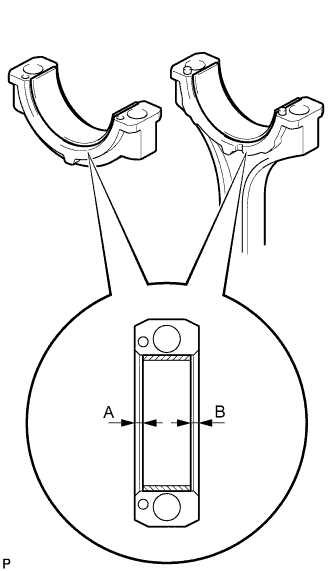
Install the connecting rod bearings to the connecting rod sub-assembly and connecting rod cap.
Note:Clean the backside of the connecting rod bearing and the connecting rod bearing surface of the connecting rod sub-assembly.
-
Using a vernier caliper, measure the distance between the connecting rod bearing cap edge and connecting rod bearing edge.
Dimension (A - B or B - A) 0 to 0.7 mm (0 to 0.0276 in.)
-
- Click here
INSTALL CRANKSHAFT BEARING
Note:
-
Apply oil to the inner surface of each crankshaft bearing (the surface which contacts the crankshaft), but not to the outer surface (the surface which contacts the crankshaft bearing cap or cylinder block sub-assembly).
-
When replacing a crankshaft bearing, also replace the corresponding upper or lower bearing.
-
Clean each main journal and crankshaft bearing.
-
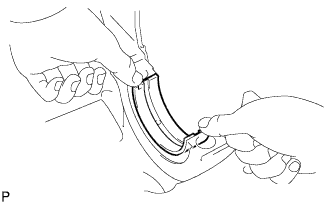
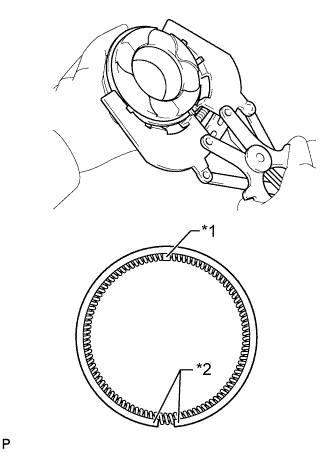
Align the crankshaft bearing claw with the claw groove of the cylinder block sub-assembly, and push in the 5 upper crankshaft bearings to install them.
Note:
-
Clean the contact surface of the crankshaft bearing and cylinder block sub-assembly.
-
Apply oil to the inner surface of each crankshaft bearing (the surface which contacts the crankshaft), but not to the outer surface (the surface which contacts the cylinder block sub-assembly).
-
Make sure both sides of the oil groove in the cylinder block sub-assembly are visible through the oil feed holes in the crankshaft bearing. Make sure the amount visible on each side of the holes is equal.
-
-
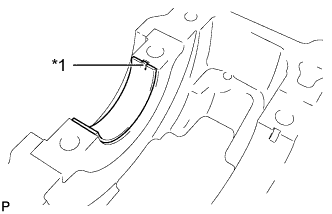
Align the crankshaft bearing claw with the claw groove of the crankshaft bearing cap, and push in the 5 lower crankshaft bearings to install them.
Table 8. Text in Illustration *1 Claw Note:
-
Clean the contact surface of the crankshaft bearing and crankshaft bearing cap.
-
Apply oil to the inner surface of each crankshaft bearing (the surface which contacts the crankshaft), but not to the outer surface (the surface which contacts the crankshaft bearing cap).
-
-
- Click here
INSTALL UPPER CRANKSHAFT THRUST WASHER
Note:When replacing an upper crankshaft thrust washer, replace both upper crankshaft thrust washers together as a set.
-
Apply engine oil to the upper crankshaft bearings, and then place the crankshaft on the cylinder block sub-assembly.
-
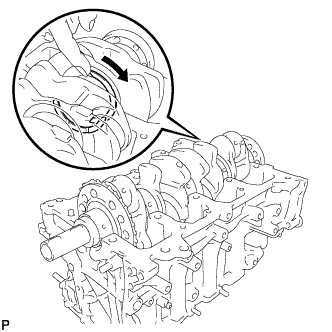
Push the crankshaft in one direction and install one upper crankshaft thrust washer to the No. 4 journal position with the oil groove facing outward.
-
Push the crankshaft in the opposite direction and install the other upper crankshaft thrust washer to the No. 4 journal position with the oil groove facing outward.
-
- Click here
INSTALL CRANKSHAFT
-
Apply seal packing in a continuous line as shown in the illustration.
Seal packing Toyota Genuine Seal Packing Black, Three Bond 1207B or equivalent Standard seal diameter 2.0 to 4.0 mm (0.0787 to 0.157 in.) Table 9. Text in Illustration *1 Groove C *a Front Note:
-
Remove any oil from the contact surface.
-
Install the crankshaft bearing cap within 3 minutes after applying seal packing.
-
Do not start the engine for at least 4 hours after installation.
-
Do not overlap seal packing in area ● in the illustration.
-
Do not apply seal packing in groove C.
-
-
Apply engine oil to the crankshaft bearings, and then place the main bearing cap on the cylinder block sub-assembly.
-
Install the crankshaft bearing cap bolts.
Tip:The crankshaft bearing cap bolts are tightened in 2 progressive steps.
-
Step 1:
-
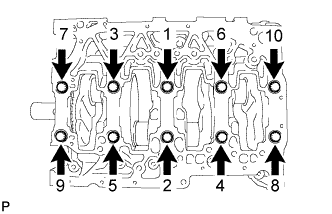
Uniformly tighten the 10 crankshaft bearing cap bolts in several steps, in the sequence shown in the illustration.
60 N*m 612 kgf*cm 44 ft.*lbf Tip:If any of the crankshaft bearing cap bolts does not meet the torque specification, replace the crankshaft bearing cap bolt.
-
-
Step 2:
-
Mark the front of the bearing cap bolts with paint.
-
Tighten the bearing cap bolts by 90°.
-
Check that the paint marks are now at a 90° angle to the front.
-
-
Check that the crankshaft turns smoothly.
-
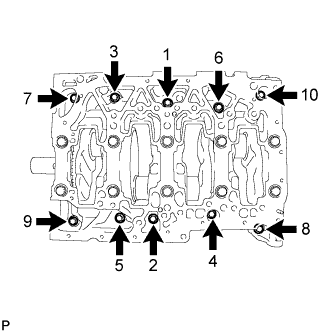
Install and uniformly tighten the 10 bolts in several passes in the sequence shown.
18 N*m 184 kgf*cm 13 ft.*lbf
-
- Click here
INSTALL PISTON SUB-ASSEMBLY WITH CONNECTING ROD
-
Apply engine oil to the cylinder walls, the pistons, and the surfaces of the connecting rod bearings.
-
Check the positions of the piston ring ends.
Table 10. Text in Illustration *1 No. 1 *2 No. 2 *3 Oil *4 Coil *5 Front Mark *a Front Note:Do not align the ring ends.
-
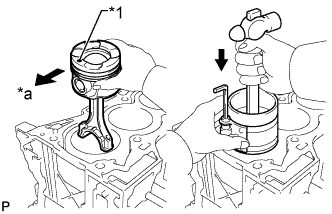
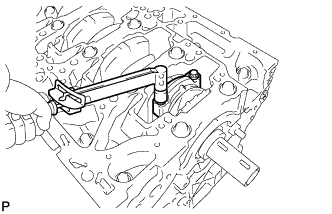
Using a hammer handle and piston ring compressor, press a piston and connecting rod sub-assembly into each cylinder with the front mark of the piston facing forward.
Table 11. Text in Illustration *1 Front Mark *a Front -
Install the connecting rod cap so that its front mark (protrusion) is facing the correct direction.
Table 12. Text in Illustration *1 Front Mark Note:
-
Make sure that the front mark of the connecting rod cap is facing forward.
-
Match the numbered connecting rod cap with the connecting rod.
-
-
Apply a light coat of engine oil to the threads and under the heads of the connecting rod cap bolts.
-
Install and alternately tighten the bolts of the connecting rod cap in several steps.
40 N*m 408 kgf*cm 30 ft.*lbf -
Mark the front side of each connecting cap bolt with paint.
-
Tighten the connecting rod cap bolts by 90°.
-
Check that the paint marks are now at a 90° angle to the front.
-
Check that the crankshaft turns smoothly.
-
- Click here
INSPECT CONNECTING ROD THRUST CLEARANCE
-
Install the piston with pin, piston ring set and connecting rod bearing (Click here).
-
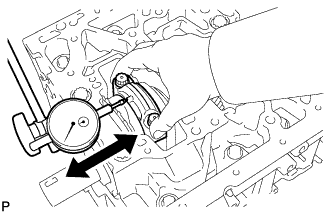
Using a dial indicator, measure the thrust clearance while moving the connecting rod back and forth.
Standard thrust clearance 0.10 to 0.45 mm (0.00394 to 0.0177 in.) Maximum thrust clearance 0.55 mm (0.0217 in.) If the thrust clearance is more than the maximum, replace the connecting rod sub-assembly. If necessary, replace the crankshaft.
-
Remove the connecting rod bearing, piston ring set and piston with pin (Click here).
-