БЛОК ЦИЛИНДРОВ РАЗБОРКА
-
INSPECT CONNECTING ROD THRUST CLEARANCE
-
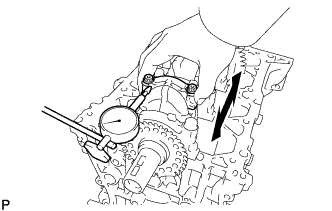
Using a dial indicator, measure the thrust clearance while moving the connecting rod sub-assembly back and forth.
Standard thrust clearance 0.160 to 0.512 mm (0.00630 to 0.0202 in.) Maximum thrust clearance 0.512 mm (0.0202 in.) If the thrust clearance is more than the maximum, replace the connecting rod sub-assembly. If necessary, replace the crankshaft.
-
-
INSPECT CONNECTING ROD OIL CLEARANCE
-
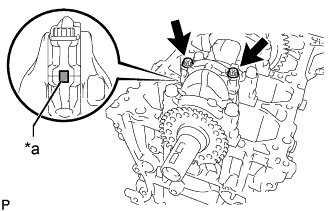
Text in Illustration *a Paint Mark Mark the connecting rod sub-assembly and the connecting rod cap with the corresponding cylinder numbers using paint.
Tech Tips
Mark the connecting rod sub-assembly and connecting rod cap for correct installation.
-
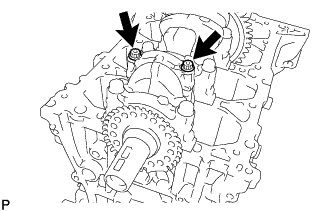
Remove the 2 connecting rod bolts and connecting rod cap.
Tech Tips
Keep the lower bearing and connecting rod cap together.
-
Clean the crank pin and connecting rod bearing.
-
Check the crank pin and connecting rod bearing for pitting and scratches.
If the crank pin or connecting rod bearing is damaged, replace the connecting rod bearings. If necessary, replace the crankshaft.
-
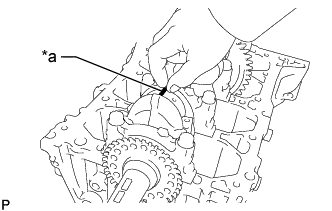
Text in Illustration *a Plastigage Lay a strip of Plastigage on the crank pin.
-
Install the connecting rod cap Click here.
Note
Do not turn the crankshaft during the measurement.
-
Remove the 2 connecting rod bolts and connecting rod cap.
Tech Tips
Keep the lower bearing and connecting rod cap together.
-
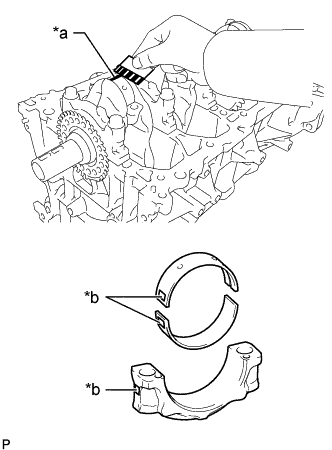
Text in Illustration *a Plastigage *b Number Mark Measure the Plastigage at its widest point.
Standard oil clearance 0.030 to 0.063 mm (0.00118 to 0.00248 in.) Maximum oil clearance 0.07 mm (0.00276 in.) Note
Remove the Plastigage completely after the measurement.
If the oil clearance is more than the maximum, replace the connecting rod bearing. If necessary, replace the crankshaft.
Tech Tips
If replacing a connecting rod bearing, select a new one with the same number as marked on the connecting rod sub-assembly. There are 3 sizes of standard bearings, marked "1", "2" and "3" accordingly.
Standard Connecting Rod Diameter Item Specified Condition Mark 1 54.500 to 54.508 mm (2.14567 to 2.14598 in.) Mark 2 54.509 to 54.516 mm (2.14602 to 2.14629 in.) Mark 3 54.517 to 54.524 mm (2.14633 to 2.14661 in.) Standard Bearing Center Wall Thickness Item Specified Condition Mark 1 1.483 to 1.487 mm (0.05839 to 0.05854 in.) Mark 2 1.488 to 1.491 mm (0.05858 to 0.05870 in.) Mark 3 1.492 to 1.495 mm (0.05874 to 0.05886 in.) Standard crank pin diameter 51.492 to 51.500 mm (2.027 to 2.028 in.) -
Perform the inspection above for each cylinder.
-
-
REMOVE PISTON WITH CONNECTING ROD
-
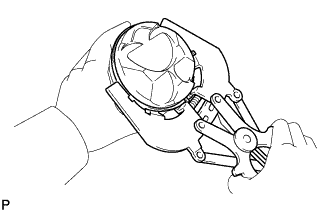
Using a ridge reamer, remove all the carbon from the top of the cylinder.
-
Remove the 8 connecting rod bolts, 4 connecting rod caps and 4 connecting rod bearings (lower).
-
Push the piston, connecting rod sub-assembly and connecting rod bearing (upper) through the top of the cylinder block sub-assembly.
Tech Tips
-
Keep the bearings, connecting rod sub-assembly and connecting rod cap together.
-
Arrange the piston and connecting rod sub-assembly in the correct order.
-
-
-
REMOVE CONNECTING ROD BEARING
-
Remove the 8 connecting rod bearings from the connecting rod sub-assemblies and connecting rod caps.
Tech Tips
Arrange the removed parts in the correct order.
-
-
INSPECT CRANKSHAFT THRUST CLEARANCE
-
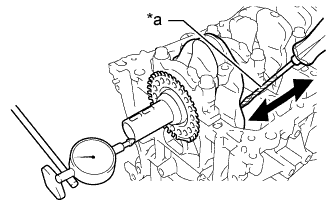
Text in Illustration *a Protective Tape Using a dial indicator, measure the thrust clearance while prying the crankshaft back and forth with a screwdriver.
Standard thrust clearance 0.04 to 0.24 mm (0.00157 to 0.00945 in.) Maximum thrust clearance 0.30 mm (0.0118 in.) If the thrust clearance is more than the maximum, replace the upper crankshaft thrust washers as a set. If necessary, replace the crankshaft.
Standard upper crankshaft thrust washer thickness 1.93 to 1.98 mm (0.0760 to 0.0780 in.) Tech Tips
Tape the screwdriver tip before use.
-
-
REMOVE CRANKSHAFT
-
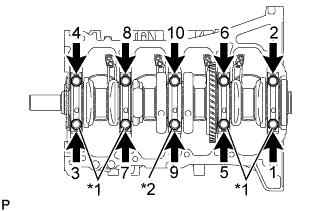
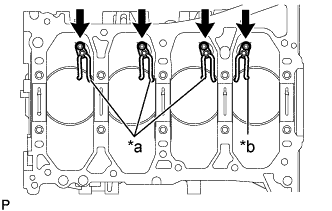
Text in Illustration *1 No. 1 Crankshaft Bearing Cap *2 No. 2 Crankshaft Bearing Cap Using several steps, uniformly loosen the 10 crankshaft bearing cap set bolts in the sequence shown in the illustration. Remove the 10 crankshaft bearing cap set bolts.
-
Remove the 4 No. 1 crankshaft bearing caps and No. 2 crankshaft bearing cap from the cylinder block sub-assembly.
Tech Tips
-
Keep the No. 2 crankshaft bearings and crankshaft bearing caps together.
-
Arrange the removed crankshaft bearing caps in the correct order.
-
-
Remove the crankshaft from the cylinder block sub-assembly.
Tech Tips
Keep the crankshaft bearings and upper crankshaft thrust washers together with the cylinder block sub-assembly.
-
Check each crankshaft journals and crankshaft bearings for pitting and scratches. If the crankshaft bearing is damaged, replace it. If necessary, replace the crankshaft.
-
-
REMOVE UPPER CRANKSHAFT THRUST WASHER
-
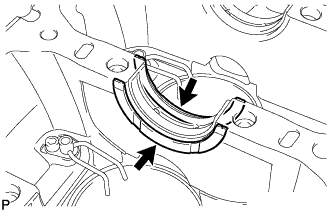
Remove the 2 upper crankshaft thrust washers from the cylinder block sub-assembly.
Tech Tips
Arrange the removed upper crankshaft thrust washers in the correct order.
-
-
REMOVE CRANKSHAFT BEARING
-
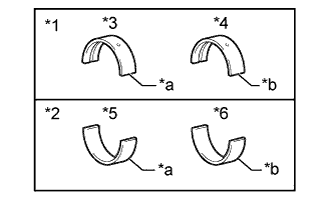
Text in Illustration *1 No. 1 Crankshaft Bearing *2 No. 2 Crankshaft Bearing *3 No. 1 Journal Bearing and No. 3 Journal Bearing *4 No. 2 Journal Bearing and No. 4 Journal Bearing and No. 5 Journal Bearing *5 No. 1 Journal Bearing and No. 5 Journal Bearing *6 No. 2 Journal Bearing and No. 3 Journal Bearing and No. 4 Journal Bearing *a Black *b Silver Remove the 5 No. 1 crankshaft bearings from the cylinder block sub-assembly.
Tech Tips
Arrange the No. 1 crankshaft bearings in the correct order.
-
Remove the 5 No. 2 crankshaft bearings from the No. 1 crankshaft bearing caps and No. 2 crankshaft bearing cap.
Tech Tips
Arrange the No. 2 crankshaft bearings in the correct order.
-
-
REMOVE PISTON RING SET
-
Using a piston ring expander, remove the No. 1 compression ring and No. 2 compression ring.
-
for Type A:
Remove the oil ring and oil ring expander by hand.
Tech Tips
Arrange the removed parts in the correct order.
-
for Type B:
Remove the oil ring expander and 2 oil ring side rail by hand.
Tech Tips
Arrange the removed parts in the correct order.
-
-
REMOVE PISTON PIN HOLE SNAP RING
-
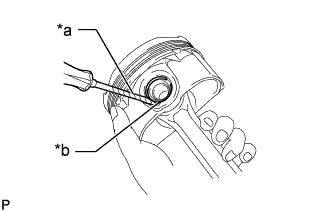
Text in Illustration *a Protective Tape *b Front Mark Using a screwdriver, pry out the piston pin hole snap ring (front side).
Note
-
Do not remove the snap ring (rear side) unless it has to be replaced.
-
Be careful not to damage the piston when removing the snap ring (rear side).
Tech Tips
Tape the screwdriver tip before use.
-
-
-
REMOVE PISTON
-
Gradually heat each piston up to 80 to 90°C (176 to 194°F).
-
Secure the piston between aluminum plates in a vise.
CAUTION:
As the pistons are very hot, make sure to wear protective gloves when servicing.
Note
Do not damage the piston.
-
Using a plastic-faced hammer and brass bar, lightly tap out the piston pin. Then remove the connecting rod sub-assembly.
CAUTION:
As the pistons are very hot, make sure to wear protective gloves when servicing.
Tech Tips
-
When removing the piston pin, hold the connecting rod sub-assembly in place with your hand to prevent it from falling.
-
The piston and piston pin are a matched set.
-
Arrange the pistons, piston pins, piston rings, connecting rod sub-assemblies and connecting rod bearings in the correct order.
-
-
-
REMOVE NO. 2 OIL NOZZLE SUB-ASSEMBLY
-
Text in Illustration *a 15709-36010 *b 15709-36020 Using a 5 mm hexagon wrench, remove the 4 bolts and 4 No. 2 oil nozzle sub-assemblies.
-
-
REMOVE STUD BOLT
Note
If a stud bolt is deformed or its threads are damaged, replace it.