CYLINDER HEAD REPLACEMENT

-
REPLACE INTAKE VALVE GUIDE BUSH
-
Heat the cylinder head to 80 to 100°C (176 to 212°F).
-
Place the cylinder head on wooden blocks.
-
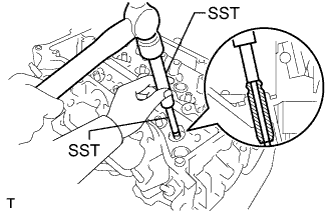
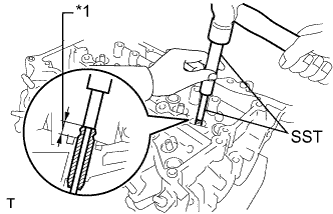
Using SST and a hammer, tap out the intake valve guide bushes.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the intake valve guide bush bore diameter of the cylinder head.
Standard cylinder bore diameter 10.285 to 10.306 mm (0.4049 to 0.4057 in.) Select a New Guide Bush (STD or O/S 0.05) Bush Size Specified Condition STD 10.285 to 10.306 mm (0.4049 to 0.4057 in.) O/S 0.05 10.335 to 10.356 mm (0.4069 to 0.4077 in.) If the bush bore diameter of the cylinder head is more than 10.306 mm (0.4057 in.), machine the bush bore to the dimension of 10.335 to 10.356 mm (0.4069 to 0.4077 in.) to install an O/S 0.05 valve guide bush.
If the bush bore diameter of the cylinder head is more than 10.356 mm (0.4077 in.), replace the cylinder head.
-
Heat the cylinder head to 80 to 100°C (176 to 212°F).
-
Place the cylinder head on wooden blocks.
-
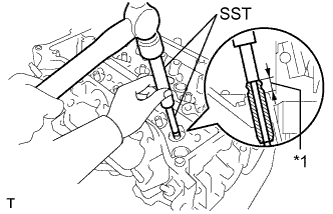
Text in Illustration *1 Protrusion Height Using SST, tap in new intake valve guide bushes to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height 9.10 to 9.90 mm (0.358 to 0.390 in.) -
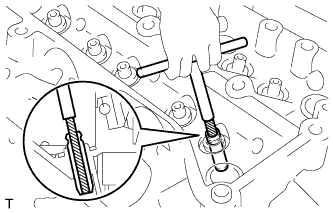
Using a sharp 5.5 mm reamer, ream the valve guide bushings to obtain the specified clearance.
Standard oil clearance 0.030 to 0.060 mm (0.00118 to 0.00236 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Heat the cylinder head to 80 to 100°C (176 to 212°F).
-
Place the cylinder head on wooden blocks.
-
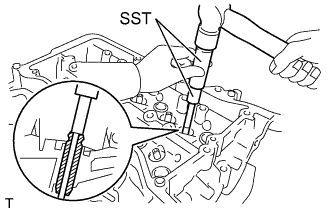
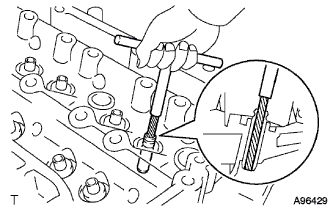
Using SST and a hammer, tap out the exhaust valve guide bushes.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the exhaust valve guide bush bore diameter of the cylinder head.
Standard cylinder bore diameter 10.285 to 10.306 mm (0.4049 to 0.4057 in.) Select a New Guide Bush (STD or O/S 0.05) Bush Size Specified Condition STD 10.285 to 10.306 mm (0.4049 to 0.4057 in.) O/S 0.05 10.335 to 10.356 mm (0.4069 to 0.4077 in.) If the bush bore diameter of the cylinder head is more than 10.306 mm (0.4057 in.), machine the bush bore to the dimension of 10.335 to 10.356 mm (0.4069 to 0.4077 in.) to install an O/S 0.05 valve guide bush.
If the bush bore diameter of the cylinder head is more than 10.356 mm (0.4077 in.), replace the cylinder head.
-
Heat the cylinder head to 80 to 100°C (176 to 212°F).
-
Place the cylinder head on wooden blocks.
-
Text in Illustration *1 Protrusion Height Using SST, tap in new exhaust valve guide bushes to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard protrusion height 9.10 to 9.90 mm (0.358 to 0.390 in.) -
Using a sharp 5.5 mm reamer, ream the valve guide bushings to obtain the specified clearance.
Standard oil clearance 0.025 to 0.065 mm (0.000984 to 0.00256 in.)
-
-
REPLACE RING PIN
Note
It is not necessary to remove the ring pin unless it is being replaced.
-
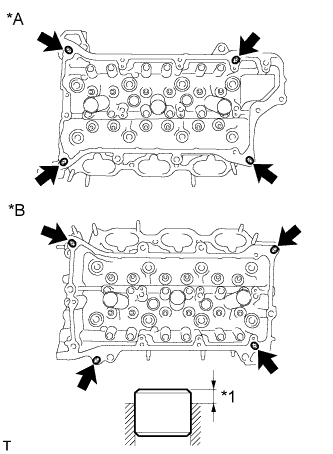
Text in Illustration *A Bank 1 *B Bank 2 *1 Protrusion Height Using a plastic-faced hammer, tap in new ring pins to the specified protrusion height.
Standard protrusion height 2.5 to 3.8 mm (0.0984 to 0.150 in.)
-
-
REPLACE STRAIGHT PIN
Note
It is not necessary to remove the straight pin unless it is being replaced.
-
Using a plastic-faced hammer, tap in new straight pins as shown in the illustration.
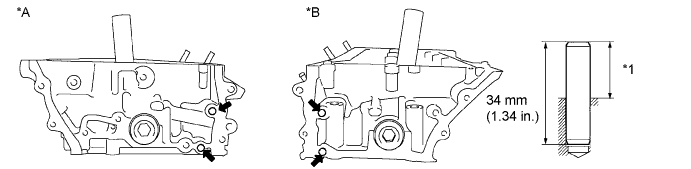
Text in Illustration *A Bank 1 *B Bank 2 *1 Protrusion Height - - Standard protrusion height 17.5 to 19.5 mm (0.689 to 0.768 in.)
-