БЛОК ДВИГАТЕЛЯ ПРОВЕРКА
-
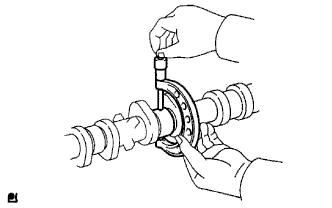
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР УРАВНОВЕШИВАЮЩЕГО ВАЛА
-
Установите уравновешивающие валы (см. стр. Click here).
-
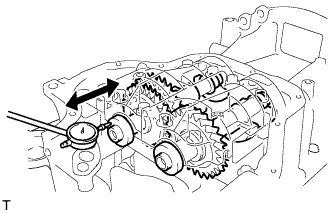
Смещая уравновешивающий вал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,05 - 0,09 мм (0,00197 - 0,00354 дюйма) Максимально допустимый осевой зазор 0,09 мм (0,00354 дюйма) Если осевой зазор превышает максимально допустимую величину, замените кожух уравновешивающего вала и подшипники. При необходимости замените уравновешивающий вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР УРАВНОВЕШИВАЮЩЕГО ВАЛА
-
Очистите все подшипники и шейки.
-
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии дефектов на шейке или подшипнике замените подшипники. При необходимости замените уравновешивающий вал.
-
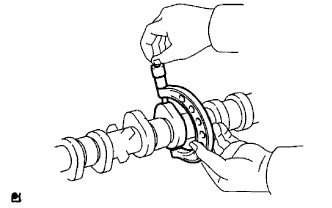
Поместите уравновешивающие валы № 1 и № 2 на картер с ребрами жесткости.
-
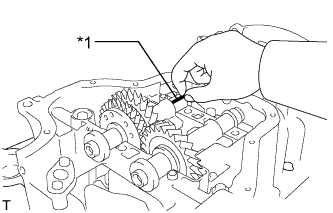
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Установите кожух уравновешивающего вала (см. стр. Click here).
Note
Не проворачивайте уравновешивающие валы.
-
Снимите кожух уравновешивающего вала (см. стр. Click here).
-
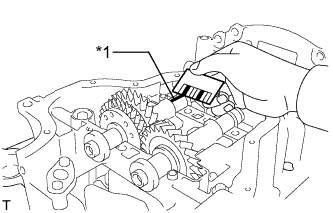
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage Измерьте сминаемый пластичный калибр в наиболее широком месте.
Номинальный масляный зазор 0,022 - 0,049 мм (0,000866 - 0,00193 дюйма) Максимальный допустимый масляный зазор 0,049 мм (0,00193 дюйма) Note
Полностью удалите сминаемый пластичный калибр после завершения измерений.
Если масляный зазор превышает максимально допустимую величину, замените подшипник. При необходимости замените уравновешивающий вал.
-
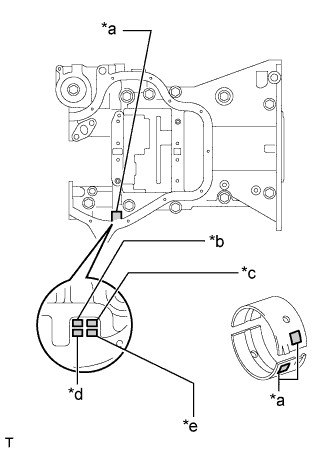
Обозначения на рисунке *a Метка с номером *b Отверстие передней шейки № 1 *c Отверстие задней шейки № 1 *d Отверстие передней шейки № 2 *e Отверстие задней шейки № 2 В случае замены подшипника новый подшипник должен иметь такой же номер, что был у прежнего.
Номинальный диаметр отверстия под шейку в кожухе уравновешивающего вала Параметр / Устройство Номинальное значение Метка 1 26,000–26,006 мм (1,0236–1,0239 дюйма) Метка 2 26,007–26,012 мм (1,0239–1,0241 дюйма) Метка 3 26,013–26,018 мм (1,0241–1,0243 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Номинальное значение Метка 1 1,486–1,489 мм (0,05850–0,05862 дюйма) Метка 2 1,490–1,492 мм (0,05866–0,05874 дюйма) Метка 3 1,493 - 1,495 мм (0,0588 - 0,0589 дюйма) Номинальный диаметр шейки уравновешивающего вала 22,985 - 23,000 мм (0,9049 - 0,9055 дюйма) -
Проверьте болты кожуха уравновешивающего вала.
-
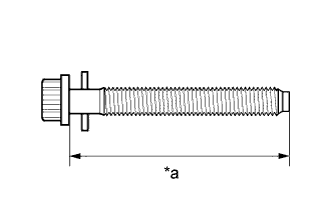
Обозначения на рисунке *a Измеренная длина Штангенциркулем измерьте длину болтов кожуха уравновешивающего вала от седла до торца.
Номинальная длина болта 58,3–59,7 мм (2,295–2,350 дюйма) Максимальная длина болта 60,3 мм (2,374 дюйма) Если длина болта крепления кожуха уравновешивающего вала превышает максимально допустимую величину, замените этот болт.
-
-
-
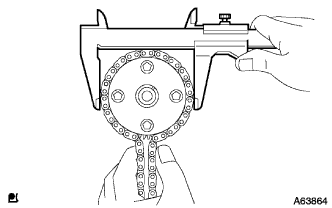
ПРОВЕРЬТЕ ЦЕПЬ В СБОРЕ
-
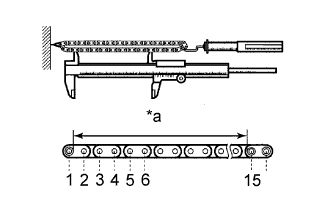
Обозначения на рисунке *a Участок измерения Потяните за цепь с усилием 140 Н (14 кгс, 31,5 фунт-сила), как показано на рисунке.
-
С помощью штангенциркуля измерьте длину 15 звеньев.
Максимально допустимое удлинение цепи 114,5 мм (4,508 дюйма) Note
Выполните измерения на 3 произвольно выбранных участках. Рассчитайте среднее значение для всех измерений.
Если удлинение превышает максимально допустимую величину, замените цепь в сборе.
-
-
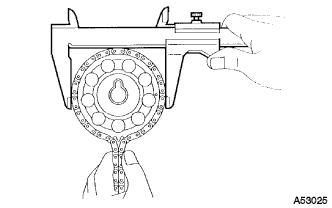
ПРОВЕРЬТЕ ЦЕПЬ № 2 В СБОРЕ
-
Обозначения на рисунке *a Участок измерения Потяните за цепь с усилием 140 Н (14 кгс, 31,5 фунт-сила), как показано на рисунке.
-
С помощью штангенциркуля измерьте длину 15 звеньев.
Максимально допустимое удлинение цепи 102,2 мм (4,024 дюйма) Note
Выполните измерения на 3 произвольно выбранных участках. Рассчитайте среднее значение для всех измерений.
Если удлинение превышает максимально допустимую величину, замените цепь № 2 в сборе.
-
-
ПРОВЕРЬТЕ ВЕДУЩУЮ ШЕСТЕРНЮ МАСЛЯНОГО НАСОСА
-
Наденьте цепь на ведущую шестерню масляного насоса.
-
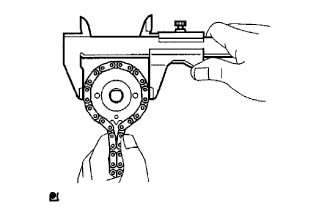
С помощью штангенциркуля измерьте диаметр ведущей шестерни масляного насоса с цепью № 2.
Минимально допустимый диаметр зубчатого колеса (с цепью) 48,2 мм (1,898 дюйма) Note
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените ведущую шестерню масляного насоса и цепь № 2.
-
-
ПРОВЕРЬТЕ ШЕСТЕРНЮ ПРИВОДНОГО ВАЛА МАСЛЯНОГО НАСОСА
-
Наденьте цепь на зубчатое колесо приводного вала масляного насоса.
-
С помощью штангенциркуля измерьте диаметр зубчатого колеса приводного вала масляного насоса с цепью № 2.
Минимально допустимый диаметр зубчатого колеса (с цепью) 48,2 мм (1,898 дюйма) Note
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените зубчатое колесо приводного вала масляного насоса и цепь № 2.
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
Наденьте цепь на зубчатое колесо распредвала.
-
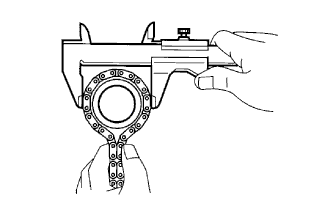
С помощью штангенциркуля измерьте диаметр звездочки зубчатого колеса распредвала с цепью.
Минимально допустимый диаметр зубчатого колеса (с цепью) 97,3 мм (3,831 дюйма) Note
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь и зубчатое колесо распредвала.
-
-
ПРОВЕРЬТЕ ЗВЕЗДОЧКУ РАСПРЕДВАЛА
-
Оберните цепь вокруг зубчатого колеса распредвала.
-
С помощью штангенциркуля измерьте диаметр ведущей звездочки распредвала с цепью.
Минимально допустимый диаметр зубчатого колеса (с цепью) 97,3 мм (3,831 дюйма) Note
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь и зубчатое колесо распредвала в сборе.
-
-
ПРОВЕРЬТЕ ВЕДУЩУЮ ЗВЕЗДОЧКУ ГРМ
-
Оберните цепь вокруг ведущей звездочки цепи ГРМ на коленчатом валу.
-
С помощью штангенциркуля измерьте диаметр ведущей звездочки распредвала с цепью.
Минимально допустимый диаметр зубчатого колеса (с цепью) 51,6 мм (2,031 дюйма) Note
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр зубчатого колеса меньше минимально допустимого, замените цепь и зубчатое колесо распредвала в сборе.
-
-
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
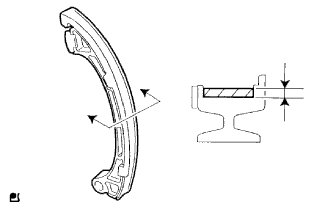
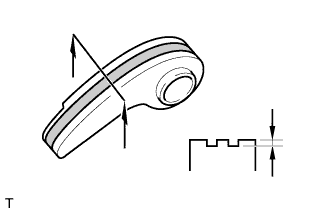
Измерьте износ башмака натяжителя цепи штангенциркулем.
Максимально допустимый износ 1,0 мм (0,0394 дюйма) Если износ превышает максимально допустимую величину, замените башмак натяжителя цепи.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
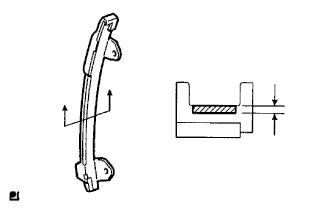
Измерьте износ успокоителя цепи № 1 штангенциркулем.
Максимально допустимый износ 1,0 мм (0,0394 дюйма) Если износ превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
-
ПРОВЕРЬТЕ ПЛАСТИНУ НАТЯЖИТЕЛЯ ЦЕПИ
-
С помощью штангенциркуля измерьте износ платины натяжителя цепи.
Максимально допустимый износ 0,5 мм (0,0197 дюйма) Если износ превышает максимально допустимую величину, замените пластину натяжителя цепи.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
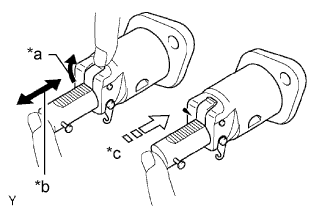
Обозначения на рисунке *a Поднимите *b Сдвиньте *c Зафиксируйте Приподняв храповик пальцем, убедитесь, что плунжер перемещается плавно.
-
Отпустите храповик и убедитесь, что плунжер фиксируется на месте храповым механизмом и не смещается при надавливании пальцем.
Если наблюдаются нарушения нормального режима работы, замените натяжитель цепи № 1.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
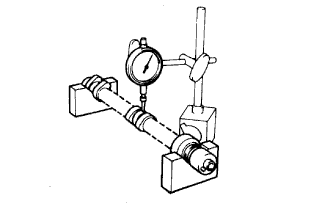
Проверьте распредвал на биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте кулачки распредвала.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка 46,709 - 46,809 мм (1,8389 - 1,8429 дюйма) Минимально допустимая высота рабочей части кулачка 46,599 мм (1,8346 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте шейки распредвала.
-
Микрометром измерьте диаметр шейки распредвала.
Номинальный диаметр шейки Положение шейки Заданные условия № 1 35,971 - 35,985 мм (1,4162 - 1,4167 дюйма) Прочие 22,959 - 22,975 мм (0,9039 - 0,9045 дюйма) Если диаметр шейки не соответствует требованиям, проверьте масляный зазор распредвала.
-
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте распредвал № 2 на биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал № 2.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка 46,063 - 46,163 мм (1,8135 - 1,8174 дюйма) Минимально допустимая высота рабочей части кулачка 45,953 мм (1,8092 дюйма) Если высота рабочей части любого кулачка меньше минимально допустимой, замените распредвал № 2.
-
-
Проверьте распредвал № 2.
-
С помощью микрометра измерьте диаметр шейки распредвала № 2.
Номинальный диаметр шейки Положение шейки Заданные условия № 1 35,971 - 35,985 мм (1,4162 - 1,4167 дюйма) Прочие 22,959 - 22,975 мм (0,9039 - 0,9045 дюйма) Если диаметр шейки № 2 не соответствует требованиям, проверьте масляный зазор распредвала.
-
-
-
ПРОВЕРЬТЕ КАТАЛИТИЧЕСКИЙ НЕЙТРАЛИЗАТОР В ВЫПУСКНОМ КОЛЛЕКТОРЕ В СБОРЕ
-
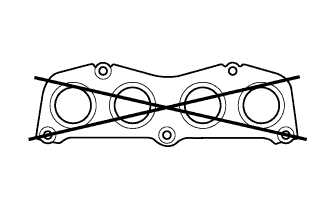
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности, контактирующей с каталитическим нейтрализатором в выпускном коллекторе.
Максимально допустимая величина коробления 0,70 мм (0,0276 дюйма) Если коробление превышает максимально допустимую величину, замените каталитический нейтрализатор в выпускном коллекторе в сборе.
-