CYLINDER HEAD REPAIR

PROCEDURE
-
REPAIR INTAKE VALVE SEAT
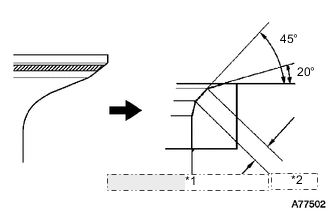
*1 1.0 to 1.2 (0.039 to 0.047) *2 mm (in.) Note
Releasing the seat cutter pressure gradually helps to make the intake valve seat faces smoother.
-
If the seating is too high on the valve face, use 20° and 45° cutters to correct the seat.
-
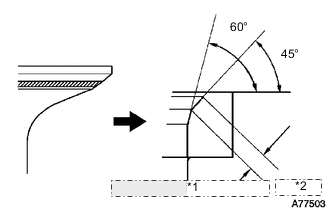
*1 1.0 to 1.2 (0.039 to 0.047) *2 mm (in.) If the seating is too low on the valve face, use 60° and 45° cutters to correct the seat.
-
Lap the intake valve and intake valve seat with an abrasive compound by hand.
-
Recheck the valve seating position.
-
-
REPAIR EXHAUST VALVE SEAT
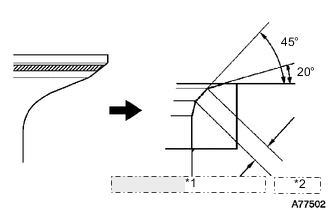
*1 1.2 to 1.6 (0.047 to 0.063) *2 mm (in.) Note
Releasing the seat cutter pressure gradually helps to make the exhaust valve seat faces smoother.
-
If the seating is too high on the valve face, use 20° and 45° cutters to correct the seat.
-
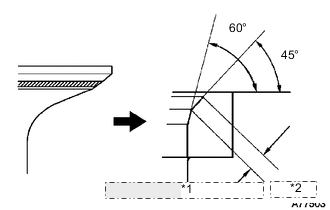
*1 1.2 to 1.6 (0.047 to 0.063) *2 mm (in.) If the seating is too low on the valve face, use 60° and 45° cutters to correct the seat.
-
Lap the exhaust valve and exhaust valve seat with an abrasive compound by hand.
-
Recheck the valve seating position.
-