Информация добавлена 08-08-2017
ПОРЯДОК ВЫПОЛНЕНИЯ
- Click here
ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
-
С помощью скребка для прокладок удалите остатки материала прокладки с верхней поверхности блока цилиндров.
-
Мягкой кистью и растворителем тщательно очистите блок цилиндров в сборе.
Note:Если промывка цилиндра будет осуществляться при высокой температуре, гильза цилиндра выйдет из блока цилиндров. Поэтому промывать блок цилиндров следует при температуре не выше 45°C (113°F).
-
- Click here
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
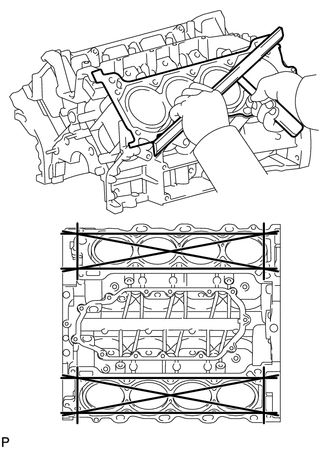
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхностей, соприкасающихся с прокладками головки блока цилиндров.
Максимально допустимая величина коробления 0,07 мм (0,00276 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
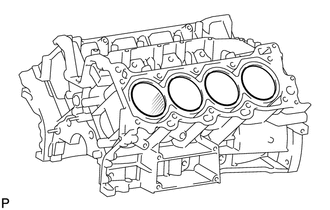
Проверьте, нет ли на цилиндре вертикальных царапин. При необходимости замените блок цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
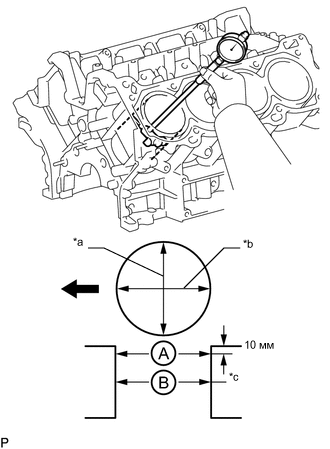
*a Направление тяги *b Осевое направление *c Центр 
Передняя сторона двигателя С помощью нутромера измерьте диаметр отверстия под цилиндр в точках А, В и С в осевом и радиальном направлениях.
Место измерения (A) 10 мм (0,394 дюйма) Номинальный диаметр 94,000 - 94,012 мм (3,700 - 3,701 дюйма) Максимальный диаметр 94,200 мм (3,709 дюйма) Если диаметр превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020-0,070 мм (0,000787-0,00276 дюйма) Компрессионное кольцо № 2 0,020 - 0,060 мм (0,000787 - 0,00236 дюйма) Маслосъемное кольцо 0,070 - 0,145 мм (0,00276 - 0,00571 дюйма) Если зазор не соответствует заданному, замените поршень с пальцем в сборе.
-
- Click here
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 60 мм (2,36 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,22 - 0,32 мм (0,00867 - 0,0126 дюйма) Компрессионное кольцо № 2 0,35-0,45 мм (0,0138-0,0177 дюйма) Маслосъемное кольцо (продольная направляющая) 0,10 - 0,35 мм (0,00394 - 0,0138 дюйма) Максимальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,41 мм (0,0161 дюйма) Компрессионное кольцо № 2 0,50 мм (0,0197 дюйма) Маслосъемное кольцо (продольная направляющая) 0,40 мм (0,0157 дюйма) Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо. Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, замените блок цилиндров в сборе.
-
- Click here
ОЧИСТИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
Почистите поршень.
-
Скребком для удаления остатков прокладок снимите нагар с верхней части поршня.
-
С помощью инструмента для очистки канавок или сломанного кольца очистите канавки поршневых колец.
-
Используя растворитель и щетку, тщательно очистите поршень.
Note:Не используйте проволочную щетку.
-
-
- Click here
УСТАНОВИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ
-
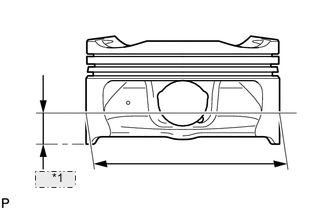
Table 1. *1 15,0 мм С помощью микрометра измерьте диаметр поршня на расстоянии 15,0 мм (0,591 дюйма) от низа поршня (см. рисунок).
Номинальный диаметр 93,980 - 93,990 мм (3,7000 - 3,7004 дюйма) Минимально допустимый диаметр 93,815 мм (3,6935 дюйма) Если диаметр меньше минимально допустимого, замените поршень с пальцем в сборе.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор 0,010 - 0,032 мм (0,000394 - 0,001260 дюйма) Максимальный допустимый масляный зазор 0,385 мм (0,0152 дюйма) Если масляный зазор превышает максимально допустимый, замените все 8 поршней. При необходимости замените блок цилиндров в сборе.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
Tip:Для поршня с пальцем в сборе существует только 1 тип поставляемой детали.
-
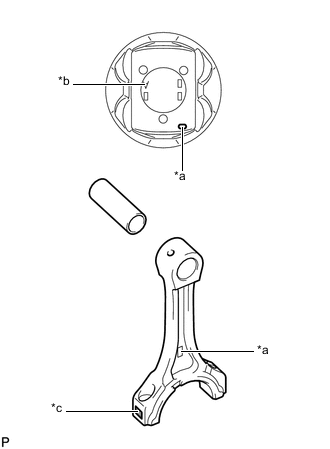
*a Метка передней стороны *b Положение метки внутреннего диаметра отверстия для поршневого пальца *c Метка внутреннего диаметра втулки шатуна Проверьте все отметки на поршне и шатуне.
-
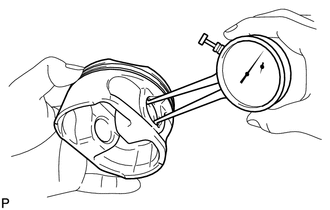
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Параметр / Устройство Заданные условия Метка A 21,998-22,001 мм (0,86606-0,86618 дюйма) Метка B 22,001 - 22,004 мм (0,86618 - 0,86630 дюйма) Метка C 22,004 - 22,007 мм (0,86630 - 0,86642 дюйма) -
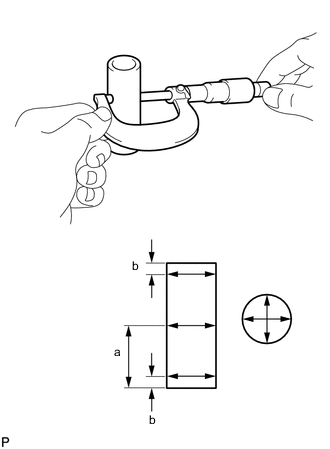
Микрометром измерьте диаметр поршневого пальца.
Точка измерения Точка измерения Положение поршневого пальца a 28 мм (1,102 дюйма) от края b 5 мм (0,197 дюйма) от края Номинальный диаметр поршневого пальца Параметр / Устройство Заданные условия Метка A 21,998-22,001 мм (0,86606-0,86618 дюйма) Метка B 22,001 - 22,004 мм (0,86618 - 0,86630 дюйма) Метка C 22,004 - 22,007 мм (0,86630 - 0,86642 дюйма) -
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
Номинальный внутренний диаметр втулки Параметр / Устройство Заданные условия Метка A 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) Метка B 22,008 - 22,011 мм (0,86645 - 0,86657 дюйма) Метка C 22,011 - 22,014 мм (0,86657 - 0,86669 дюйма) -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор -0,002 - 0,004 мм (-0,0000787 - 0,000157 дюйма) Максимальный допустимый масляный зазор 0,015 мм (0,000591 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень с пальцем в сборе.
-
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
Номинальный масляный зазор 0,005-0,011 мм (0,000197-0,000433 дюйма) Максимальный допустимый масляный зазор 0,03 мм (0,00118 дюйма) Если масляный зазор превышает максимально допустимое значение, замените шатун в сборе. При необходимости замените поршень с пальцем в сборе.
-
- Click here
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
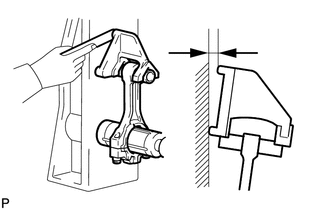
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
Проверьте наличие изгибов.
Максимально допустимый изгиб 0,05 мм (0,00197 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
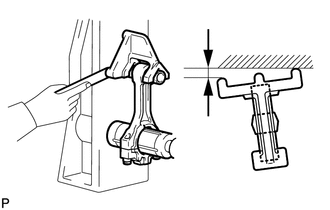
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
- Click here
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,06 мм (0,00236 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
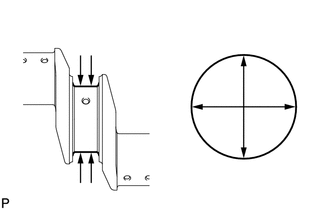
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр 66,988 - 67,000 мм (2,6373 - 2,6378 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,000787 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
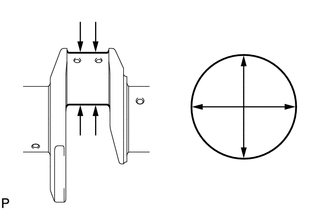
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр 52,982 - 53,000 мм (2,0859 - 2,0866 дюйма) Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
-
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
Максимально допустимая конусность и овальность 0,02 мм (0,000787 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии повреждений на шейке или подшипнике замените подшипник.
-
Установите подшипники и упорные шайбы коленчатого вала.
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Установите коленчатый вал в блок цилиндров.
-
*a Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Установите крышки подшипников коленчатого вала.
Нажмите здесьClick here
Note:Не поворачивайте коленчатый вал.
-
Снимите крышки подшипников коленчатого вала.
Нажмите здесьClick here
-
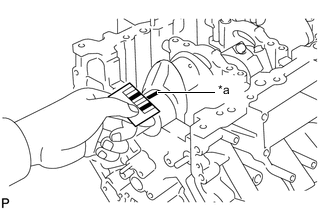
*a Сминаемый пластмассовый калибр Plastigage Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр Заданные условия Шейки № 1 и № 5: 0,017 - 0,030 мм (0,000669 - 0,00118 дюйма) Для остальных шеек 0,024 - 0,037 мм (0,000945 - 0,00146 дюйма) Максимальный допустимый масляный зазор Параметр Заданные условия Шейки № 1 и № 5: 0,050 мм (0,00197 дюйма) Для остальных шеек 0,060 мм (0,00236 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости замените коленчатый вал.
Tip: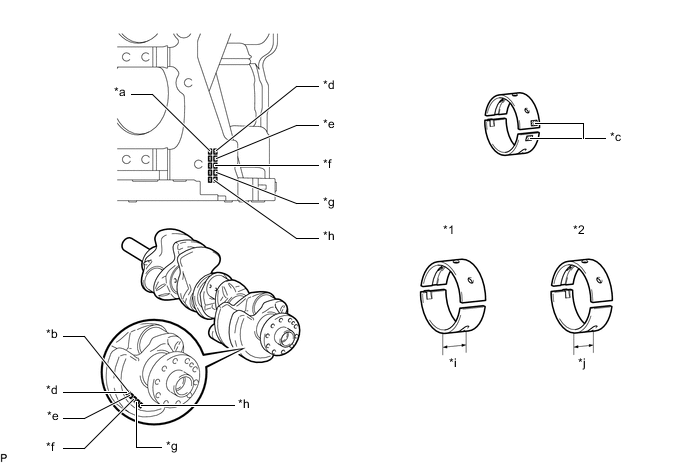
*1 Подшипники шеек № 1 и 5 *2 Подшипники шеек № 2, 3 и 4 *a Метка с номером блока цилиндров (А) *b Метка с номером коленчатого вала (В) *c Номер метки подшипника шейки *d Шейка № 1 *e Шейка № 2 *f Шейка № 3 *g Шейка № 4 *h Шейка № 5 *i 22,5 мм (0,886 дюйма) *j 21 мм (0,827 дюйма) При замене подшипника устанавливайте подшипник с таким же номером. Если номер подшипника коленчатого вала определить не удается, вычислите надлежащий номер, сложив номера, указанные на блоке цилиндров и коленчатом валу. Выберите подходящий подшипник по приведенной ниже таблице. Существует 6 стандартных типоразмеров подшипников. В позициях № 1 и № 5 используйте подшипники с номерами 4, 5, 6, 7, 8 и 9. В остальных позициях используйте подшипники с номерами 3, 4, 5, 6, 7 и 8.
Tip:(диаметр шейки блока цилиндров - диаметр шейки коленчатого вала - 5) X 1000 = A + B
А = Метка с номером блока цилиндров
В = Метка с номером коленчатого вала
Таблица стандартных подшипников Table 2. Шейки № 1 и № 5 Параметр Номер метки (А) + (В) 00 - 02 03 - 05 06 - 08 09-11 12 - 14 15 - 17 18 - 20 21 - 23 24 - 26 27 - 28 Используйте подшипник Верхний 4 5 5 6 6 7 7 8 8 9 Нижний 5 5 6 6 7 7 8 8 9 9 Для остальных шеек Параметр Номер метки (А) + (В) 00 - 02 03 - 05 06 - 08 09-11 12 - 14 15 - 17 18 - 20 21 - 23 24 - 26 27 - 28 Используйте подшипник Верхний 3 4 4 5 5 6 6 7 7 8 Нижний 4 4 5 5 6 6 7 7 8 8
-
Пример:
Шейки № 1 и № 5:
Блок цилиндров (A) "7" + коленчатый вал (B) "6" = суммарный номер 13 (используйте верхний подшипник "6" и нижний подшипник "7")
Для остальных шеек
Блок цилиндров (A) "7" + коленчатый вал (B) "6" = суммарный номер 13 (используйте верхний подшипник "5" и нижний подшипник "6")
Номинальный диаметр гнезда шейки коленчатого вала в головке блока цилиндров (A) Параметр Заданные условия Метка 00 72,000 мм (2,83464 дюйма) Метка 01 72,001 мм (2,83469 дюйма) Метка 02 72,002 мм (2,83472 дюйма) Метка 03 72,003 мм (2,83476 дюйма) Метка 04 72,004 мм (2,83480 дюйма) Метка 05 72,005 мм (2,83484 дюйма) Метка 06 72,006 мм (2,83488 дюйма) Метка 07 72,007 мм (2,83492 дюйма) Метка 08 72,008 мм (2,83496 дюйма) Метка 09 72,009 мм (2,83500 дюйма) Метка 10 72,010 мм (2,83503 дюйма) Метка 11 72,011 мм (2,83508 дюйма) Метка 12 72,012 мм (2,83512 дюйма) Метка 13 72,013 мм (2,83516 дюйма) Метка 14 72,014 мм (2,83520 дюйма) Метка 15 72,015 мм (2,83524 дюйма) Метка 16 72,016 мм (2,83528 дюйма) Номинальный диаметр шейки коленчатого вала (B) Параметр Заданные условия Метка 00 67,000 мм (2,63780 дюйма) Метка 01 66,999 мм (2,63775 дюйма) Метка 02 66,998 мм (2,63771 дюйма) Метка 03 66,997 мм (2,63768 дюйма) Метка 04 66,996 мм (2,63763 дюйма) Метка 05 66,995 мм (2,63760 дюйма) Метка 06 66,994 мм (2,63756 дюйма) Метка 07 66,993 мм (2,63751 дюйма) Метка 08 66,992 мм (2,63748 дюйма) Метка 09 66,991 мм (2,63744 дюйма) Метка 10 66,990 мм (2,63740 дюйма) Метка 11 66,989 мм (2,63736 дюйма) Метка 12 66,988 мм (2,63732 дюйма) Номинальная толщина центральной стенки подшипника Table 3. Шейки № 1 и № 5 Верхний подшипник Нижний подшипник Параметр Заданные условия Параметр Заданные условия Метка 4 2,501 - 2,504 (0,0985 - 0,0986 дюйма) Метка 5 2,488 - 2,491 (0,0980 - 0,0981 дюйма) Метка 5 2,504 - 2,507 (0,0986 - 0,0987 дюйма) Метка 6 2,491 - 2,494 (0,0981 - 0,0982 дюйма) Метка 6 2,507 - 2,510 (0,0987 - 0,0988 дюйма) Метка 7 2,494 - 2,497 (0,0982 - 0,0983 дюйма) Метка 7 2,510 - 2,513 (0,0988 - 0,0989 дюйма) Метка 8 2,497 - 2,500 (0,0983 - 0,0984 дюйма) Метка 8 2,513 - 2,516 (0,0989 - 0,0991 дюйма) Метка 9 2,500 - 2,503 (0,0984 - 0,0985 дюйма) Метка 9 2,516 - 2,519 (0,0991 - 0,0992 дюйма) - - Для остальных шеек Верхний подшипник Нижний подшипник Параметр Заданные условия Параметр Заданные условия Метка 3 2,482 - 2,485 (0,0977 - 0,0978 дюйма) Метка 4 2,501 - 2,504 (0,0985 - 0,0986 дюйма) Метка 4 2,485 - 2,488 (0,0978 - 0,0980 дюйма) Метка 5 2,504 - 2,507 (0,0986 - 0,0987 дюйма) Метка 5 2,488 - 2,491 (0,0980 - 0,0981 дюйма) Метка 6 2,507 - 2,510 (0,0987 - 0,0988 дюйма) Метка 6 2,491 - 2,494 (0,0981 - 0,0982 дюйма) Метка 7 2,510 - 2,513 (0,0988 - 0,0989 дюйма) Метка 7 2,494 - 2,497 (0,0982 - 0,0983 дюйма) Метка 8 2,513 - 2,516 (0,0989 - 0,0991 дюйма) Метка 8 2,497 - 2,500 (0,0983 - 0,0984 дюйма) - - -
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Выполните описанную выше проверку для каждой шейки.
-
- Click here
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
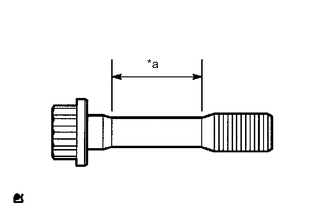
*a Часть, испытывающая напряжение С помощью штангенциркуля измерьте диаметр напряженной части болта.
Номинальный диаметр 8,5 - 8,6 мм (0,335 - 0,339 дюйма) Минимально допустимый диаметр 8,3 мм (0,327 дюйма) Если диаметр меньше минимально допустимого, замените болт шатуна.
-
- Click here
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
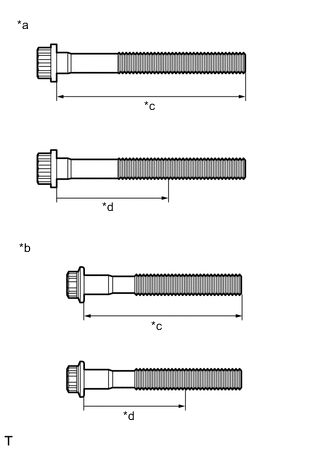
*a Болт A *b Болт B *c Измеренная длина *d Расстояние С помощью штангенциркуля измерьте длину болта (от посадочной поверхности до головки) крышки подшипника коленчатого вала.
Номинальная длина болта Параметр / Устройство Заданные условия Болт A 90,3 - 91,7 мм (3,56 - 3,61 дюйма) Болт B 78,8 - 80,2 мм (3,10 - 3,16 дюйма) Максимальная длина болта Параметр / Устройство Заданные условия Болт A 92,7 мм (3,65 дюйма) Болт B 81,2 мм (3,20 дюйма) Если диаметр превышает максимально допустимую величину, замените установочный болт крышки подшипника коленчатого вала.
-
С помощью штангенциркуля измерьте диаметр удлиненных участков резьбы вокруг точки, указанной на рисунке.
Расстояние 57,5 мм (2,26 дюйма) Номинальный диаметр Параметр / Устройство Заданные условия Болт A 10,5 - 11,0 мм (0,413 - 0,433 дюйма) Болт B 9,5 - 10,0 мм (0,374 - 0,394 дюйма) Минимально допустимый диаметр Параметр / Устройство Заданные условия Болт A 10,4 мм (0,409 дюйма) Болт B 9,4 мм (0,370 дюйма) Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
Tip:Если при осмотре излишне тонкие участки не обнаружились, проверьте часть болта вокруг точки, указанной на рисунке, и найдите место с наименьшим диаметром.
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
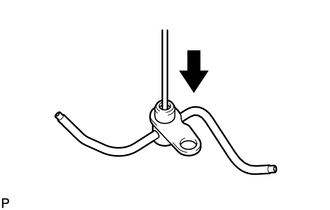
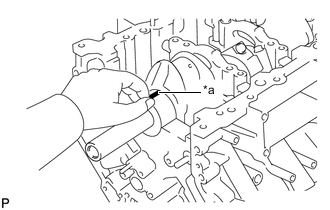
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если обнаружено залипание, замените масляную форсунку № 1.
-
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если он перемещается не плавно, очистите или замените масляную форсунку № 1.
-
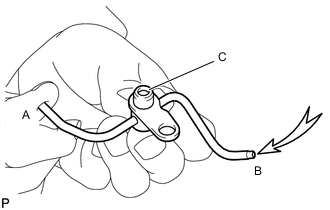
Закрыв отверстие A, подайте сжатый воздух в отверстие B. Убедитесь, что воздух не выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B и подав воздух в отверстие A.
Если происходит утечка воздуха, очистите или замените масляную форсунку № 1.
-
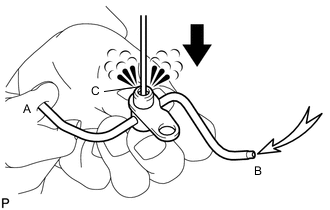
Закрыв отверстие A, нажмите на обратный клапан и подайте сжатый воздух в отверстие B. Убедитесь, что воздух выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B, нажав на обратный клапан и подав воздух в отверстие A.
Если воздух не выходит через отверстие С, очистите или замените масляную форсунку № 1.
-