БЛОК ЦИЛИНДРОВ ПРОВЕРКА
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
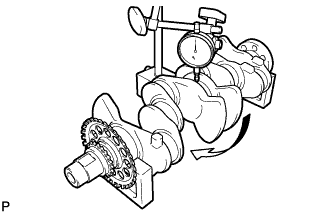
С помощью индикатора часового типа и клиновых блоков измерьте биение, как показано на рисунке.
Максимальное радиальное биение 0,02 мм (0,000787 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
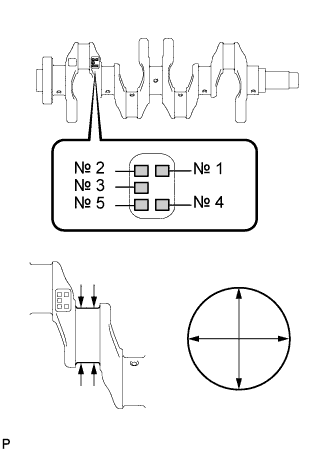
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр 47,988 - 48,000 мм (1,88929 - 1,88976 дюйма) Если диаметр не соответствует требованиям, проверьте масляный зазор коленчатого вала.
-
Проверьте конусность и деформацию каждой коренной шейки, как показано на рисунке.
Максимально допустимые конусность и деформация 0,003 мм (0,000118 дюйма) Если конусность и деформация превышают максимально допустимые величины, замените коленчатый вал.
Номинальный диаметр (для справки) Метка Заданные условия 0 47,999 - 48,000 мм (1,88972 - 1,88976 дюйма) 1 47,997 - 47,998 мм (1,88964 - 1,88968 дюйма) 2 47,995 - 47,996 мм (1,88956 - 1,88960 дюйма) 3 47,993 - 47,994 мм (1,88948 - 1,88952 дюйма) 4 47,991 - 47,992 мм (1,88941 - 1,88945 дюйма) 5 47,988 - 47,990 мм (1,88929 - 1,88937 дюйма) -
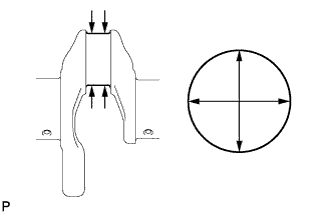
Микрометром измерьте диаметр каждого штифта коленчатого вала.
Номинальный диаметр 41,992 - 42,000 мм (1,6532 - 1,6535 дюйма) Если диаметр не соответствует требованиям, проверьте масляный зазор шатуна.
-
Проверьте конусность и деформацию каждой шатунной шейки, как показано на рисунке.
Максимально допустимые конусность и деформация 0,003 мм (0,000118 дюйма) Если конусность и деформация превышают максимально допустимые величины, замените коленчатый вал.
-
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
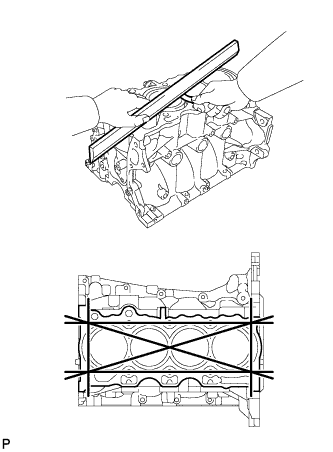
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, контактирующей с прокладкой головки блока цилиндров.
Максимально допустимая величина коробления 0,05 мм (0,00197 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
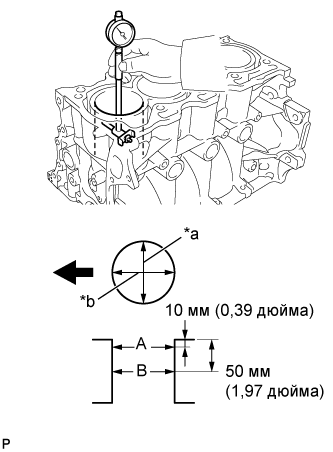
Обозначения на рисунке *a Направление тяги *b Осевое направление 
Спереди С помощью нутромера измерьте диаметр отверстия под цилиндр на участках А и В в осевом и радиальном направлениях.
Номинальный диаметр 72,500 - 72,513 мм (2,8543 - 2,8548 дюйма) Максимальный диаметр 72,63 мм (2,8594 дюйма) Если усредненный диаметр для 4 измерений превышает максимально допустимую величину, замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ПОРШЕНЬ
-
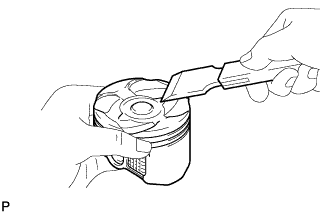
Скребком для удаления остатков прокладок снимите нагар с верхней части поршня.
-

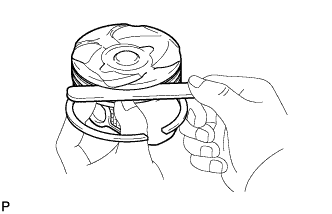
С помощью инструмента для очистки канавок или сломанного кольца очистите поршневые канавки.
-
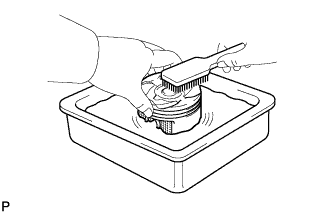
Используя растворитель и щетку, тщательно очистите поршень.
Note
Не пользуйтесь проволочной щеткой.
-
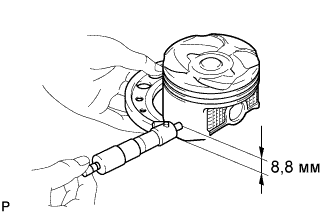
С помощью микрометра измерьте диаметр поршня под прямыми углами к отверстию поршневого пальца, а также на расстоянии 8,8 мм (0,346 дюйма) от юбки поршня.
Номинальный диаметр поршня 72,435 - 72,445 мм (2,8518 - 2,8522 дюйма) Если диаметр не соответствует требованиям, замените поршень.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор 0,055 - 0,078 мм (0,00217 - 0,00307 дюйма) Максимальный допустимый масляный зазор 0,108 мм (0,00425 дюйма) Если масляный зазор превышает максимально допустимую величину, замените все поршни. При необходимости замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Кольцо № 1 0,02 - 0,07 мм (0,0008 - 0,0028 дюйма) Кольцо № 2 0,02 - 0,06 мм (0,0008 - 0,0024 дюйма) Маслосъемное кольцо 0,02 - 0,06 мм (0,0008 - 0,0024 дюйма) Если зазор канавки не соответствует требованиям, замените поршень.
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
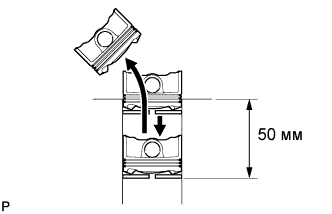
Пользуясь поршнем, протолкните поршневое кольцо слегка за нижний предел хода кольца, на расстояние 50 мм (1,97 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза.
Номинальный зазор разреза Параметр / Устройство Заданные условия Кольцо № 1 0,18 - 0,25 мм (0,00709 - 0,00984 дюйма) Кольцо № 2 0,30 - 0,45 мм (0,0118 - 0,0177 дюйма) Маслосъемное кольцо 0,10 - 0,40 мм (0,00394 - 0,0157 дюйма) Максимальный зазор разреза Параметр / Устройство Заданные условия Кольцо № 1 0,45 мм (0,0177 дюйма) Кольцо № 2 0,65 мм (0,0256 дюйма) Маслосъемное кольцо 0,55 мм (0,0217 дюйма) Если зазор разреза превышает максимально допустимую величину, замените поршневое кольцо. Если зазор разреза превышает максимальную величину даже после установки нового поршневого кольца, замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Установите крышку коренного подшипника (см. стр. Click here).
-
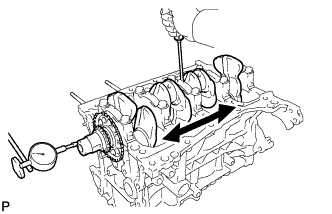
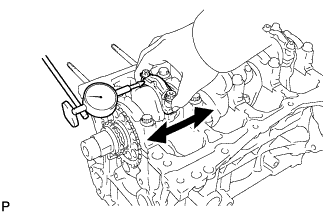
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Номинальный осевой зазор 0,04 - 0,24 мм (0,00157 - 0,00945 дюйма) Максимально допустимый осевой зазор 0,28 мм (0,0110 дюйма) Если осевой зазор превышает максимально допустимую величину, замените комплект упорных шайб.
Tech Tips
Толщина упорных шайб: 1,93–1,98 мм (0,0760–0,0780 дюйма).
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА
-
Установите крышку шатуна (см. стр. Click here).
-
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Номинальный осевой зазор 0,1 - 0,5 мм (0,00394 - 0,0197 дюйма) Максимально допустимый осевой зазор 0,5 мм (0,0197 дюйма) Если осевой зазор превышает максимально допустимую величину, замените шатуны в сборе. При необходимости замените коленчатый вал.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
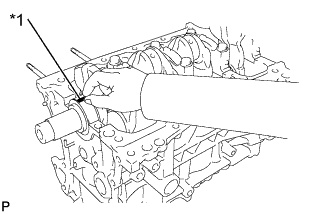
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage Убедитесь в отсутствии на подшипнике и шейке коленчатого вала следов точечной коррозии и царапин.
-
Установите подшипник коленчатого вала (см. стр. Click here).
-
Установите коленчатый вал в блок цилиндров.
-
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
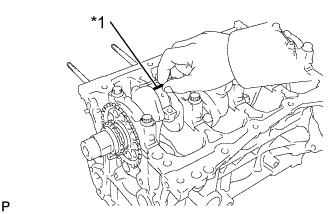
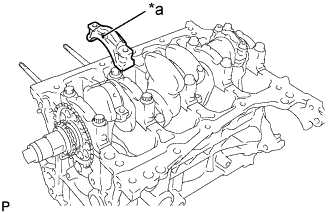
Проверьте метки и номера, расположенные спереди, после чего установите крышки подшипников на блок цилиндров.
Tech Tips
На крышке каждого коренного подшипника промаркирован номер, указывающий установочную позицию.
-
Установите крышку коренного подшипника (см. стр. Click here).
Note
Не проворачивайте коленчатый вал.
-
Снимите крышки коренных подшипников (см. стр. Click here).
-
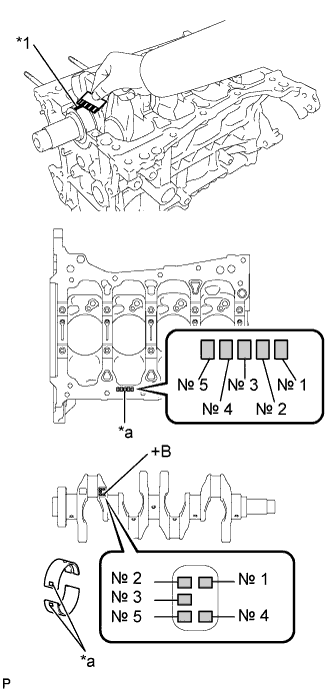
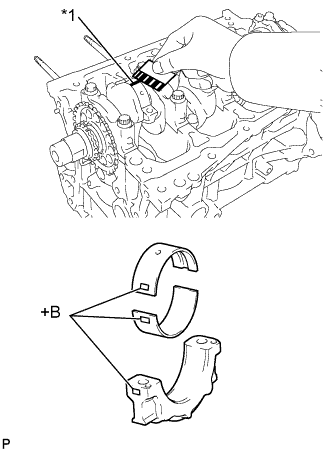
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage *a Метки с номером Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,019 - 0,043 мм (0,000748 - 0,00169 дюйма) Максимальный допустимый масляный зазор 0,049 мм (0,00192 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипник коленчатого вала. При необходимости замените коленчатый вал.
Note
Полностью удалите сминаемый пластичный калибр после завершения измерений.
Tech Tips
-
В случае замены подшипника новый подшипник должен иметь такой же номер, что был у прежнего. Если номер подшипника определить не удается, вычислите надлежащий номер, сложив номера, указанные на блоке цилиндров и коленчатом валу. Затем выберите новый подшипник с номером, рассчитанным по приведенной ниже таблице. Существует 4 стандартных типоразмера подшипников, имеющих маркировку, соответственно, "2", "3", "4" и "5".
-
ПРИМЕР: "3" на блоке цилиндров + "5" на коленчатом валу = суммарный номер 8 (следует использовать подшипник "4")
Блок цилиндров + Коленчатый вал 0 - 2 3 - 5 6 - 8 9 - 11 Используемый подшипник "2" "3" "4" "5" Номинальный диаметр отверстия шейки в блоке цилиндров Метка Заданные условия 0 52,000 - 52,002 мм (2,04724 - 2,04732 дюйма) 1 52,003 - 52,004 мм (2,04736 - 2,04740 дюйма) 2 52,005 - 52,006 мм (2,04744 - 2,04748 дюйма) 3 52,007 - 52,009 мм (2,04752 - 2,04759 дюйма) 4 52,010 - 52,011 мм (2,04763 - 2,04767 дюйма) 5 52,012 - 52,013 мм (2,04771 - 2,04775 дюйма) 6 52,014 - 52,016 мм (2,04779 - 2,04787 дюйма) Номинальный диаметр шейки коленчатого вала Метка Заданные условия 0 47,999 - 48,000 мм (1,88972 - 1,88976 дюйма) 1 47,997 - 47,998 мм (1,88964 - 1,88968 дюйма) 2 47,995 - 47,996 мм (1,88956 - 1,88960 дюйма) 3 47,993 - 47,994 мм (1,88948 - 1,88952 дюйма) 4 47,991 - 47,992 мм (1,88941 - 1,88945 дюйма) 5 47,988 - 47,990 мм (1,88929 - 1,88937 дюйма) Номинальная толщина центральной стенки подшипника Метка Заданные условия 2 1,994 - 1,997 мм (0,07850 - 0,07862 дюйма) 3 1,998 - 2,000 мм (0,07866 - 0,07874 дюйма) 4 2,001 - 2,003 мм (0,07878 - 0,07886 дюйма) 5 2,004 - 2,006 мм (0,07890 - 0,07898 дюйма) -
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА
-
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage Очистите штифт и подшипник коленчатого вала.
-
Убедитесь в отсутствии на штифте коленчатого вала и подшипнике коленчатого вала следов точечной коррозии и царапин.
-
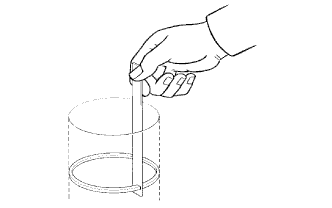
Оберните полоску сминаемого пластичного калибра Plastigage вокруг штифта коленчатого вала.
-
Обозначения на рисунке *a Метка передней стороны Убедитесь, что метка внешней стороны на крышке шатуна обращена вперед.
-
Установите крышку шатуна (см. стр. Click here).
Note
Не проворачивайте коленчатый вал.
-
Выверните 2 болта и снимите шатун (см. стр. Click here).
-
Обозначения на рисунке *1 Сминаемый пластмассовый калибр Plastigage *a Метка Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,020 - 0,052 мм (0,000787 - 0,002047 дюйма) Максимальный допустимый масляный зазор 0,055 мм (0,00217 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники шатуна. При необходимости проверьте коленчатый вал.
Note
Полностью удалите сминаемый пластичный калибр Plastigage после измерений.
Tech Tips
В случае замены подшипника используйте подшипник, номер которого совпадает с номером, указанным на соответствующей крышке шатуна. Номинальная толщина каждого подшипника обозначена меткой 1, 2 или 3 на его поверхности.
Номинальный внутренний диаметр большого конца шатуна Метка Заданные условия Метка 1 45,000 - 45,008 мм (1,77165 - 1,77197 дюйма) Метка 2 45,009 - 45,016 мм (1,77200 - 1,77228 дюйма) Метка 3 45,017 - 45,024 мм (1,77232 - 1,77259 дюйма) Номинальная толщина подшипника шатуна Метка Заданные условия Метка 1 1,492 - 1,495 мм (0,0587 - 0,05886 дюйма) Метка 2 1,496 - 1,498 мм (0,05890 - 0,05898 дюйма) Метка 3 1,499 - 1,501 мм (0,05902 - 0,0591 дюйма) Номинальный диаметр шатунной шейки коленчатого вала Метка Заданные условия Метка 1, 2, 3 41,992 - 42,000 мм (1,6532 - 1,6535 дюйма)
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
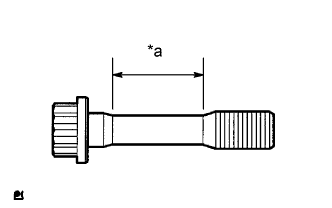
Обозначения на рисунке *a Участок измерения Штангенциркулем измерьте диаметр болта на участке, показанном на рисунке.
Номинальный диаметр 6,6 - 6,7 мм (0,2598 - 0,2638 дюйма) Минимально допустимый диаметр 6,4 мм (0,2520 дюйма) Если диаметр меньше минимально допустимого, замените болт.
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
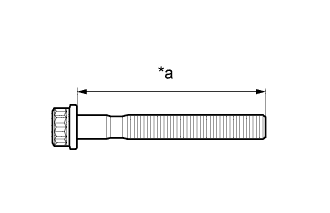
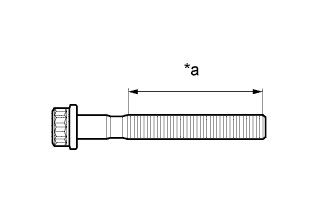
Обозначения на рисунке *a Измеренная длина С помощью штангенциркуля измерьте длину болтов.
Номинальная длина болта 75,3 - 76,7 мм (2,965 - 3,020 дюйма) Максимальная длина болта 77,2 мм (3,039 дюйма) Если длина болта превышает максимально допустимую величину, замените болт.
-
Обозначения на рисунке *a Участок измерения Штангенциркулем измерьте диаметр болта на участке, показанном на рисунке.
Номинальный диаметр болта 9,94 - 9,96 мм (0,3914 - 0,3921 дюйма) Минимальный диаметр болта 9,6 мм (0,377 дюйма) Если диаметр меньше минимально допустимого, замените болт.
-
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
Проверьте масляные форсунки на наличие повреждений и засоров.
Tech Tips
Если масляная форсунка повреждена или засорилась, замените ее.
-