ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
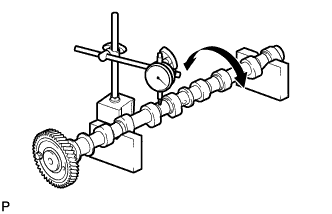
Проверьте распредвал на биение.
-
Установите распредвал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимально допустимое биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте рабочую высоту кулачков.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка Параметр / Устройство Заданные условия Распредвалы № 2 и № 3
(впускных клапанов)
37,277–37,387 мм (1,468–1,472 дюйма) Распредвалы № 1 и № 4
(выпускных клапанов)
38,324–38,434 мм (1,509–1,513 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия Распредвалы № 2 и № 3
(впускных клапанов)
37,277 мм (1,468 дюйма) Распредвалы № 1 и № 4
(выпускных клапанов)
38,324 мм (1,509 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал.
-
-
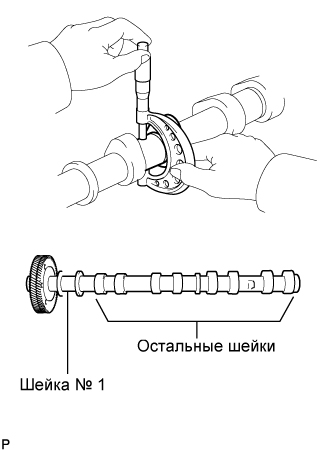
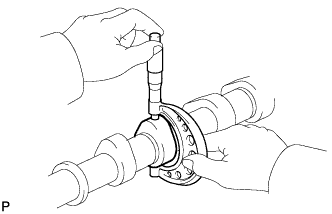
Проверьте диаметр шейки распредвала.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Для шейки №1 29,969–29,985 мм (1,180–1,181 дюйма) Для остальных шеек 26,969–26,985 мм (1,0618–1,0624 дюйма) Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
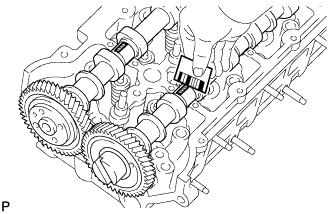
Очистите крышки подшипников распредвала и шейки распредвала.
-
Установите распредвалы в головку блока цилиндров.
-
Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
-
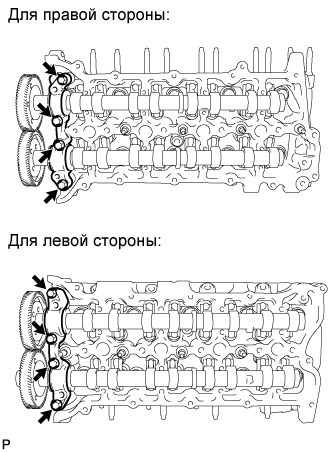
Временно закрепите крышку подшипника распредвала 4 болтами вручную.
Note
Не поворачивайте распредвалы.
-
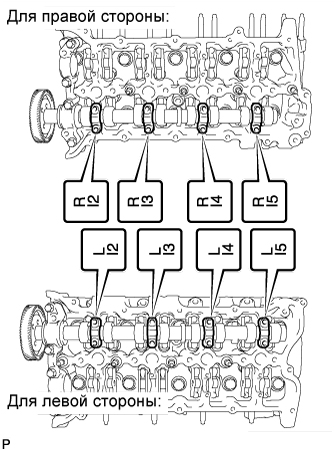
Закрепите крышки подшипников распредвала № 3 16 болтами.
-
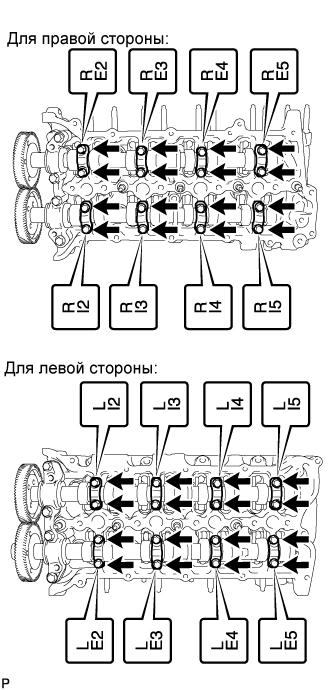
Проверьте метки и номера на крышках подшипников распредвала и установите их в правильное положение и в нужном направлении.
-
Временно затяните 16 болтов.
-
-
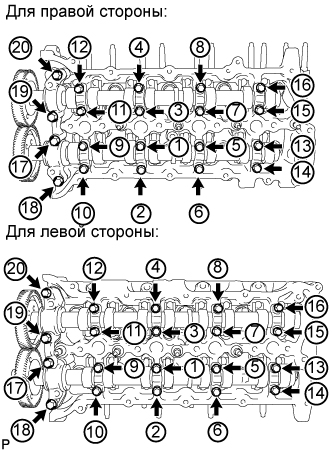
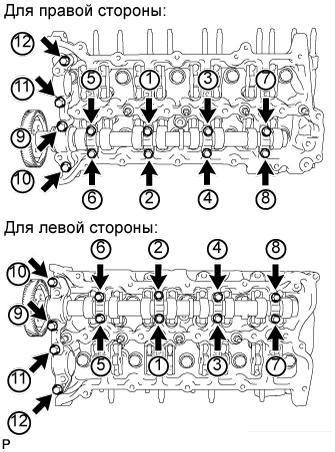
В несколько этапов равномерно затяните 20 болтов в последовательности, показанной на рисунке.
- Torque:
- для болта с головкой 12 мм крышек подшипников распредвала № 1 и № 4
- 21 Н*м { 214 кгс*см, 15 фунт-сила-футов }
- для болта с головкой 10 мм крышки подшипника распредвала № 3
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
-
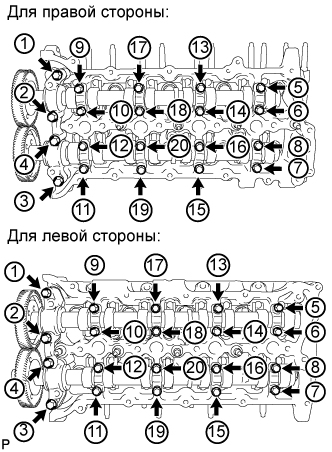
Равномерно ослабьте и выверните 20 болта в последовательности, показанной на рисунке.
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор 0,025–0,062 мм (0,000984–0,00244 дюйма) Максимальный допустимый масляный зазор 0,072 мм (0,00283 дюйма) Если масляный зазор превышает максимально допустимую величину, замените распредвал.
При необходимости замените головку блока цилиндров в сборе.
-
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Снимите распредвалы.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛОВ № 2 И № 3 (впускных клапанов)
-
Установите крышки подшипников распредвала № 2 и № 5 в головку блока цилиндров.
-
Установите распредвалы в головку блока цилиндров.
-
Временно закрепите крышки подшипников распредвала № 1 и № 4 вручную с помощью 4 болтов.
Note
Не поворачивайте распредвалы.
-
Установите крышки подшипника распредвала № 3.
-
Проверьте метки и номера на крышках подшипников распредвала и установите их в правильное положение и в нужном направлении.
-
Временно затяните 16 болтов.
-
-
В несколько этапов равномерно затяните 24 болта в последовательности, показанной на рисунке.
- Torque:
- для болта с головкой 12 мм крышек подшипников распредвала № 1 и № 4
- 21 Н*м { 214 кгс*см, 15 фунт-сила-футов }
- для болта с головкой 10 мм крышки подшипника распредвала № 3
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
-
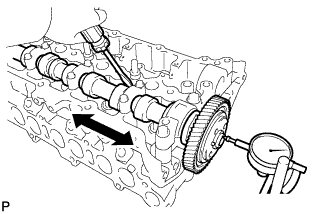
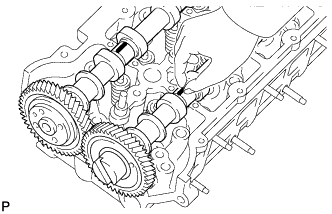
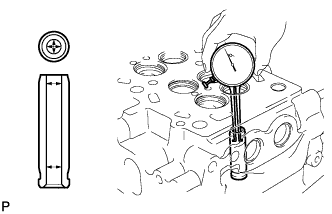
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,035–0,160 мм (0,00138–0,00630 дюйма) Максимально допустимый осевой зазор 0,180 мм (0,00709 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвал.
При необходимости замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛОВ № 1 И № 4 (выпускных клапанов)
-
Установите крышки подшипников распредвала № 2 и № 5 в головку блока цилиндров.
-
Установите распредвалы в головку блока цилиндров.
-
Временно закрепите крышки подшипников распредвала № 1 и № 4 вручную с помощью 4 болтов.
Note
Не поворачивайте распредвалы.
-
Установите крышки подшипника распредвала № 3.
-
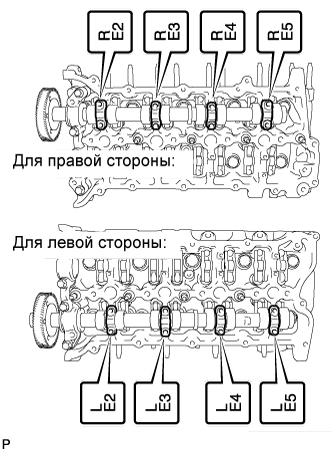
Проверьте метки и номера на крышках подшипников распредвала и установите их в правильное положение и в нужном направлении.
-
Временно затяните 16 болтов.
-
-
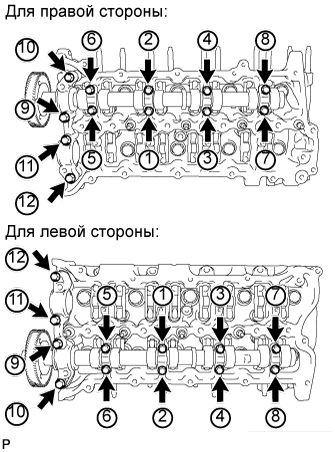
В несколько этапов равномерно затяните 24 болта в последовательности, показанной на рисунке.
- Torque:
- для болта с головкой 12 мм крышек подшипников распредвала № 1 и № 4
- 21 Н*м { 214 кгс*см, 15 фунт-сила-футов }
- для болта с головкой 10 мм крышки подшипника распредвала № 3
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
-
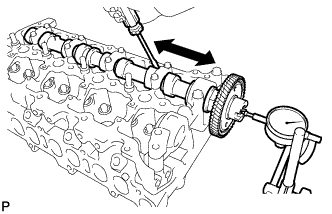
Смещая распредвал вперед и назад, измерьте осевой зазор с помощью индикатора часового типа.
Номинальный осевой зазор 0,035–0,160 мм (0,00138–0,00630 дюйма) Максимально допустимый осевой зазор 0,180 мм (0,00709 дюйма) Если осевой зазор превышает максимально допустимую величину, замените распредвалы.
При необходимости замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА В СБОРЕ
-
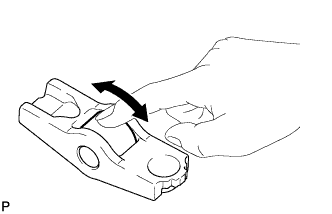
Проверните ролик рукой и убедитесь, что он вращается плавно.
Если ролик не вращается плавно, замените рычаг привода клапана.
-
-
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note
-
Не допускайте попадания в механизм регулировки грязи и посторонних частиц.
-
Используйте только чистое моторное масло.
-
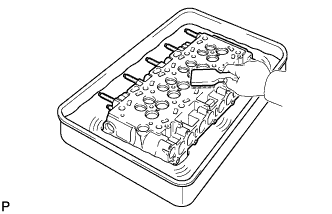
Поместите механизм регулировки зазора в емкость, наполненную свежим моторным маслом.
-
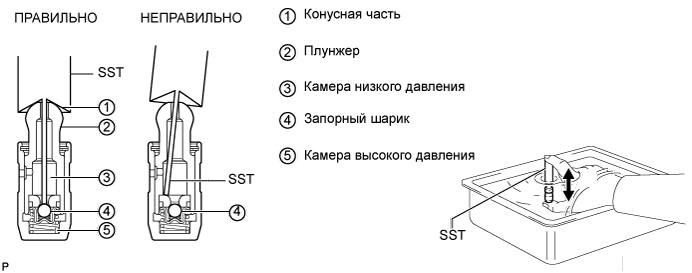
Вставьте наконечник SST в плунжер механизма регулировки зазора и отожмите вниз запорный шарик, расположенный внутри плунжера.
- SST
- 09276-75010
-
Прижмите SST к механизму регулировки зазора так, чтобы переместить плунжер вверх-вниз 5–6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note
Выпуская воздух под высоким давлением из камеры сжатия, убедитесь, что наконечник SST действительно прижимает запорный шарик, как показано на рисунке. Если запорный шарик не прижать, не будет стравливаться воздух.
-
После выпуска воздуха снимите SST. Затем попробуйте быстро и с усилием нажать на плунжер пальцем.
OK Можно нажать плунжер 3 раза. Если плунжер после троекратного нажатия остался сжатым, замените механизм регулировки зазора новым.
-
-
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
-
Проверьте отклонение внутренней пружины сжатия.
-
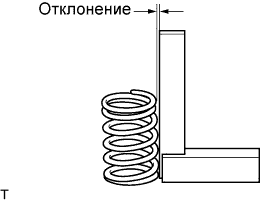
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
Максимально допустимое отклонение 1,5 мм (0,0591 дюйма) Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
-
-
Проверьте длину внутренней пружины сжатия в свободном состоянии.
-
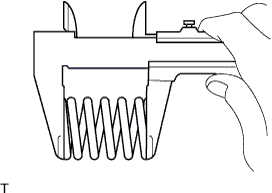
Штангенциркулем измерьте общую длину внутренней пружины сжатия в свободном состоянии.
Номинальная длина в свободном состоянии 45,9 мм (1,81 дюйма) Если длина в свободном состоянии не соответствует номинальной, внутреннюю пружину сжатия следует заменить.
-
-
Проверьте натяжение внутренней пружины сжатия.
-
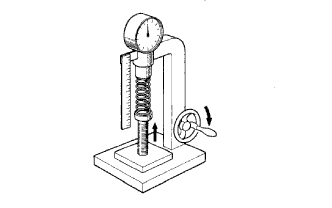
На специальном стенде измерьте усилие сжатия внутренней пружины сжатия при номинальной длине.
Натяжение после установки 219–242 Н (22–25 кгс, 49,2–54,4 фунт-силы) при 31,0 мм (1,22 дюйма) Если натяжение после установки не соответствует предписанной величине, внутреннюю пружину сжатия следует заменить.
-
-
-
ОЧИСТИТЕ КЛАПАН
-
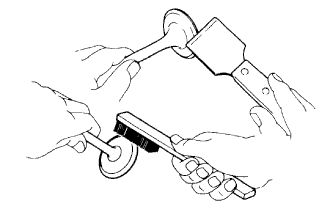
Удалите с тарелки клапана нагар скребком для удаления остатков прокладок.
Note
Не допускайте повреждения торца клапана.
-
Тщательно очистите клапан металлической щеткой.
-
-
ПРОВЕРЬТЕ КЛАПАН
-
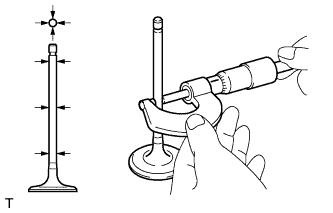
Проверьте диаметр штока клапана.
-
Микрометром измерьте диаметр штока клапана.
Номинальный диаметр штока клапана Параметр / Устройство Заданные условия На впуске 5,970–5,985 мм (0,2350–0,2356 дюйма) На выпуске 5,960–5,975 мм (0,2346–0,2352 дюйма)
-
-
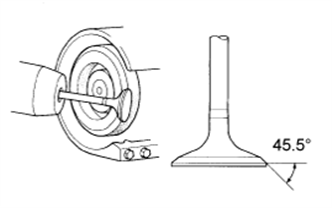
Проверьте угол наклона рабочей фаски на тарелке клапана.
-
Прошлифуйте клапан, чтобы удалить раковины и нагар.
-
Убедитесь, что рабочая фаска на тарелке клапана имеет правильный угол наклона.
Номинальный угол наклона рабочей фаски тарелки клапана 45,5°
-
-
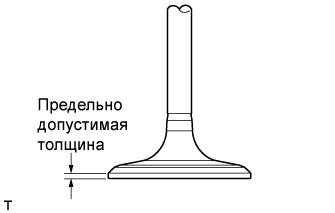
Проверьте предельно допустимую толщину кромки тарелки клапана.
-
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальная толщина кромки 0,5 мм (0,0197 дюйма) Если толщина кромки меньше минимально допустимой величины, замените клапан.
-
-
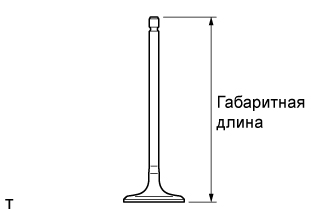
Проверьте общую длину клапана.
-
Измерьте общую длину штангенциркулем.
Номинальная общая длина Параметр / Устройство Заданные условия На впуске 104,4 мм (4,11 дюйма) На выпуске 104,1 мм (4,10 дюйма) Минимально допустимая общая длина Параметр / Устройство Заданные условия На впуске 104,1 мм (4,10 дюйма) На выпуске 103,8 мм (4,09 дюйма) Если полная длина меньше минимально допустимой величины, замените клапан.
-
-
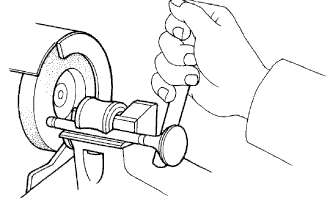
Проверьте торец штока клапана.
-
Проверьте степень износа верхнего торца штока клапана.
Note
При шлифовке не допускайте, чтобы общая длина клапана стала меньше минимально допустимой.
Если верхний торец клапана изношен, восстановите его форму шлифовкой или замените клапан.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
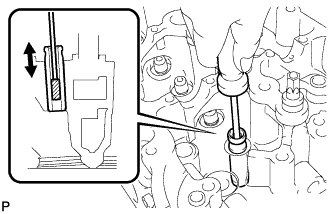
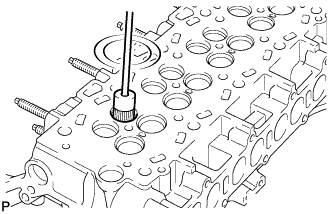
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки.
Номинальный внутренний диаметр втулки 6,01–6,03 мм (0,2366–0,2374 дюйма) -
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
Номинальный масляный зазор Параметр / Устройство Заданные условия На впуске 0,025–0,060 мм (0,000984–0,00236 дюйма) На выпуске 0,035–0,070 мм (0,00138–0,00276 дюйма) Максимальный допустимый масляный зазор Пункт Заданные условия На впуске 0,120 мм (0,00472 дюйма) На выпуске 0,130 мм (0,00512 дюйма) Если масляный зазор превышает максимально допустимую величину, замените направляющую втулку клапана.
-
-
ОЧИСТИТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
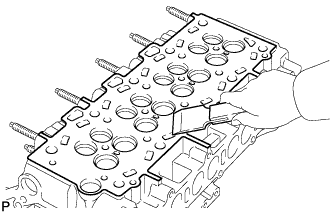
Скребком удалите старую прокладку с контактной поверхности блока цилиндров.
Note
Соблюдайте осторожность, чтобы не повредить контактную поверхность блока цилиндров.
-
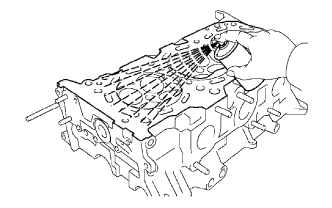
Проволочной щеткой удалите нагар из камер сгорания.
Note
Соблюдайте осторожность, чтобы не повредить камеры сгорания и седла клапанов.
-
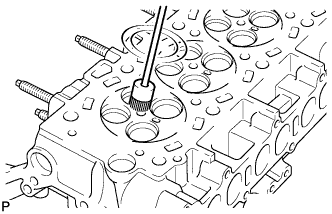
Очистите направляющие втулки клапанов с помощью специальной кисти и растворителя.
-
Мягкой кистью и растворителем тщательно очистите головку блока цилиндров.
-
-
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
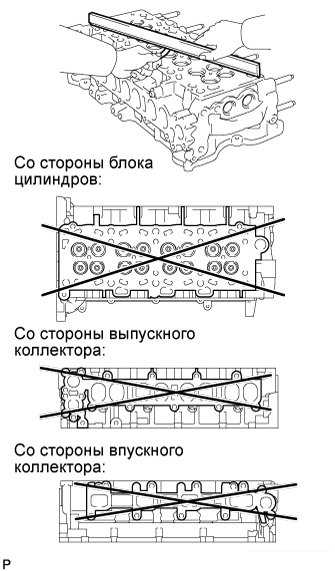
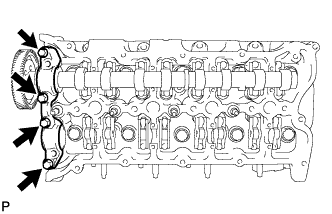
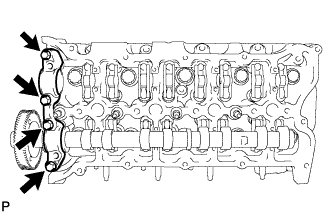
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте величину коробления контактных поверхностей между головой блока цилиндров и блоком цилиндров, а также между головой блока цилиндров и коллекторами.
Номинальное коробление Параметр / Устройство Заданные условия Со стороны блока цилиндров 0–0,05 мм (0–0,00197 дюйма) Со стороны впускного коллектора 0–0,08 мм (0–0,00315 дюйма) Со стороны выпускного коллектора 0–0,08 мм (0–0,00315 дюйма) Максимальное коробление Параметр / Устройство Заданные условия Со стороны блока цилиндров 0,05 мм (0,00197 дюйма) Со стороны впускного коллектора 0,08 мм (0,00315 дюйма) Со стороны выпускного коллектора 0,08 мм (0,00315 дюйма) Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на наличие трещин.
При наличии трещин замените головку блока цилиндров в сборе.
-
-
ОЧИСТИТЕ СЕДЛО КЛАПАНА
-
Твердосплавной фрезой с углом заточки 45° обработайте поверхности седел клапанов.
Note
Соблюдайте осторожность, чтобы не повредить камеры сгорания и седла клапанов.
-
Очистите седла клапанов.
-
-
ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
-
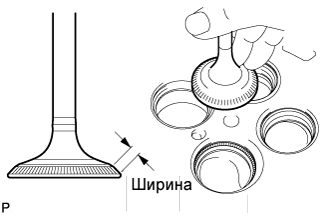
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана.
Note
Не вращайте клапан, прижимая его.
-
Проверьте торец клапана и седло клапана.
-
Убедитесь, что седло сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,0–1,4 мм (0,0394–0,0551 дюйма).
В противном случае необходимо расточить поверхность седла клапана.
-
Убедитесь, что поверхности контакта седла клапана с торцом клапана равномерно распределены по всему седлу клапана.
В противном случае необходимо расточить поверхность седла клапана.
-
-
-
ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
-
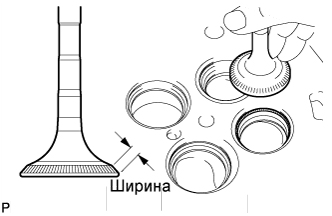
Нанесите тонкий слой берлинской лазури на торец клапана.
-
Слегка вдавите клапан в седло клапана.
Note
Не вращайте клапан, прижимая его.
-
Проверьте торец клапана и седло клапана.
-
Убедитесь, что седло сопрягается со средней частью торца клапана, а ширина зоны контакта равна 1,0–1,4 мм (0,0394–0,0551 дюйма).
В противном случае необходимо расточить поверхность седла клапана.
-
Убедитесь, что поверхности контакта седла клапана с торцом клапана равномерно распределены по всему седлу клапана.
В противном случае необходимо расточить поверхность седла клапана.
-
-