- Click here
VISUALLY CHECK CYLINDER BLOCK
-
Visually check the cylinder for vertical scratches.
If necessary, replace the cylinder block.
-
- Click here
INSPECT CYLINDER BLOCK FOR FLATNESS
-
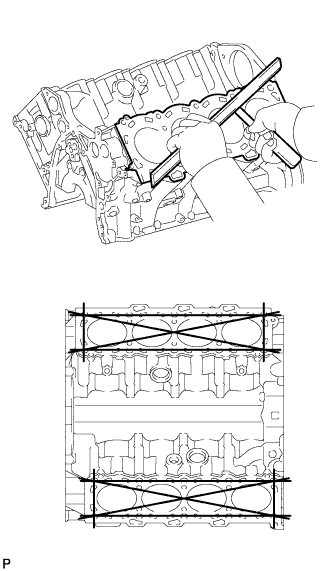
Using a precision straightedge and feeler gauge, measure the warpage of the contact surface between the cylinder head and cylinder head gaskets.
Maximum warpage 0.05 mm (0.00197 in.) If the warpage is more than the maximum, replace the cylinder block sub-assembly.
-
- Click here
INSPECT CYLINDER BORE
-
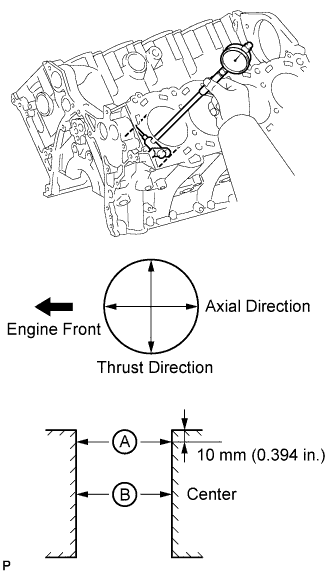
Using a cylinder gauge, measure the cylinder bore diameter at positions A and B in the thrust and axial directions.
Standard diameter 86.000 to 86.013 mm (3.3858 to 3.3863 in.) Maximum diameter 86.03 mm (3.3870 in.) If the diameter is more than the maximum, replace the cylinder block.
-
- Click here
INSPECT RING GROOVE CLEARANCE
-
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
Standard Ring Groove Clearance Item Specified Condition No. 1 compression ring 0.11 to 0.15 mm (0.00433 to 0.00591 in.) No. 2 compression ring 0.08 to 0.12 mm (0.00315 to 0.00472 in.) Oil ring 0.03 to 0.07 mm (0.00118 to 0.00276 in.) If the clearance is not as specified, replace the piston.
-
- Click here
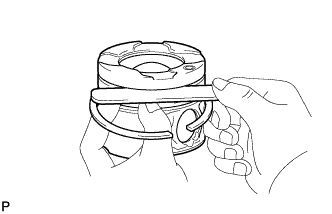
INSPECT PISTON RING END GAP
-
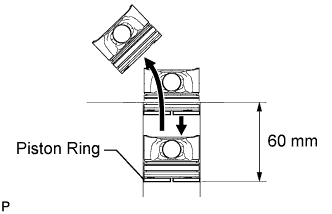
Insert the piston ring into the cylinder bore.
-
Using a piston, push the piston ring a little beyond the bottom of the ring travel, 60 mm (2.36 in.) from the top of the cylinder block.
-
Using a feeler gauge, measure the end gap.
Standard End Gap Item Type of Engine Specified Condition No. 1 compression ring w/ EGR System 0.22 to 0.32 mm (0.00866 to 0.0126 in.) w/o EGR System 0.20 to 0.30 mm (0.00787 to 0.0118 in.) No. 2 compression ring - 0.47 to 0.62 mm (0.0185 to 0.0244 in.) Oil ring - 0.10 to 0.40 mm (0.00394 to 0.0157 in.) Maximum End Gap Item Specified Condition No. 1 compression ring 0.40 mm (0.0157 in.) No. 2 compression ring 0.75 mm (0.0295 in.) Oil ring 0.50 mm (0.0197 in.) If the end gap is more than the maximum, replace the piston ring. If the end gap is more than the maximum even with a new piston ring, replace the cylinder block.
-
- Click here
INSPECT PISTON WITH PIN SUB-ASSEMBLY
-
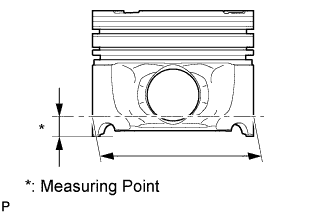
Using a micrometer, measure the piston diameter at a right angle to the piston pin center line, 12 mm (0.472 in.) from the piston skirt.
Standard piston diameter 85.932 to 85.966 mm (3.383 to 3.384 in.) Minimum piston diameter 85.910 mm (3.382 in.) If the diameter is less than the minimum, replace the piston with pin sub-assembly.
-
- Click here
INSPECT PISTON OIL CLEARANCE
-
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
Standard oil clearance 0.034 to 0.081 mm (0.00134 to 0.00319 in.) Maximum oil clearance 0.091 mm (0.00358 in.) If the oil clearance is more than the maximum, replace all 8 pistons. If necessary, replace the cylinder block.
-
- Click here
INSPECT PISTON PIN OIL CLEARANCE
-
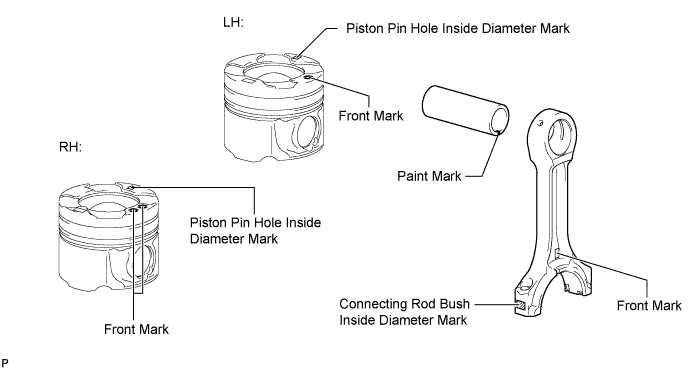
Check each mark on the piston, piston pin and connecting rod.
-
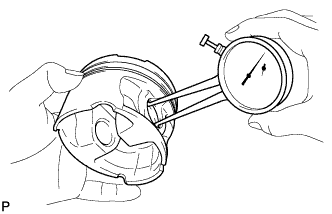
Using a caliper gauge, measure the inside diameter of the piston pin hole.
Standard Piston Pin Hole Inside Diameter Mark Specified Condition A 29.009 to 29.013 mm (1.1421 to 1.1422 in.) B 29.013 to 29.017 mm (1.1422 to 1.1424 in.) C 29.017 to 29.021 mm (1.1424 to 1.1426 in.) -
Using a micrometer, measure the piston pin diameter.
Standard Piston Pin Diameter Mark Paint Color Specified Condition A White 29.000 to 29.004 mm (1.1417 to 1.1419 in.) B Pink 29.004 to 29.008 mm (1.1419 to 1.1420 in.) C Blue 29.008 to 29.012 mm (1.1420 to 1.1422 in.) -
Subtract the piston pin diameter measurement from the piston pin hole diameter measurement.
Standard oil clearance 0.005 to 0.013 mm (0.000197 to 0.000512 in.) Maximum oil clearance 0.018 mm (0.000709 in.) If the oil clearance is more than the maximum, replace the piston and piston pin as a set.
-
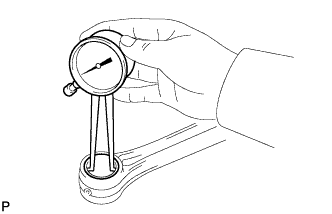
Using a caliper gauge, measure the inside diameter of the connecting rod bush.
Standard Bush Inside Diameter Mark Specified Condition A 29.019 to 29.023 mm (1.1425 to 1.1426 in.) B 29.023 to 29.027 mm (1.1426 to 1.1428 in.) C 29.027 to 29.031 mm (1.1428 to 1.1430 in.) -
Subtract the piston pin diameter measurement from the bush inside diameter measurement.
Standard oil clearance 0.015 to 0.023 mm (0.000591 to 0.000906 in.) Maximum oil clearance 0.028 mm (0.00110 in.) If the oil clearance is more than the maximum, replace the connecting rod and piston with pin as a set.
-
- Click here
INSPECT CONNECTING ROD SUB-ASSEMBLY
-
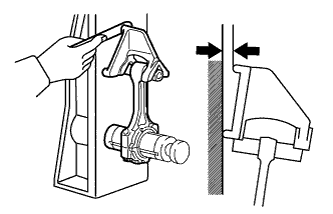
Using a rod aligner and feeler gauge, check the connecting rod alignment.
-
Check for bend.
Maximum bend 0.07 mm (0.00276 in.) per 100 mm (3.94 in.) If the bend is more than the maximum, replace the connecting rod sub-assembly.
-
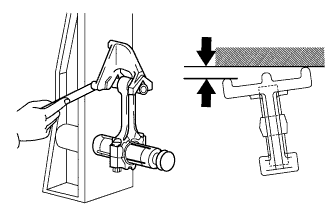
Check for twist.
Maximum twist 0.15 mm (0.00591 in.) per 100 mm (3.94 in.) If the twist is more than the maximum, replace the connecting rod sub-assembly.
-
-
- Click here
INSPECT CRANKSHAFT
-
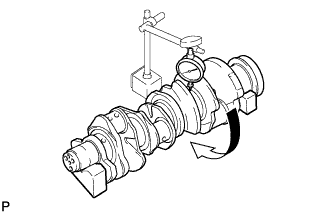
Using a dial indicator and V-blocks, measure the runout as shown in the illustration.
Maximum circle runout 0.04 mm (0.00157 in.) If the circle runout is more than the maximum, replace the crankshaft.
-
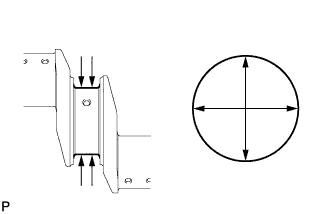
Using a micrometer, measure the diameter of each main journal.
Standard diameter 74.982 to 75.000 mm (2.9520 to 2.9527 in.) If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
-
Check each main journal for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round 0.01 mm (0.000394 in.) If the taper and out-of-round is more than the maximum, replace the crankshaft.
-
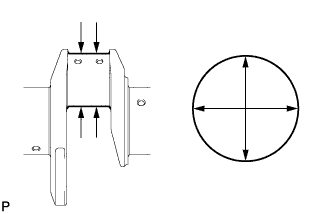
Using a micrometer, measure the diameter of each crank pin.
Standard diameter 54.982 to 55.000 mm (2.1646 to 2.1653 in.) If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
-
Check each crank pin for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round 0.01 mm (0.000394 in.) If the taper and out-of-round is more than the maximum, replace the crankshaft.
-
- Click here
INSPECT CRANKSHAFT OIL CLEARANCE
Tip: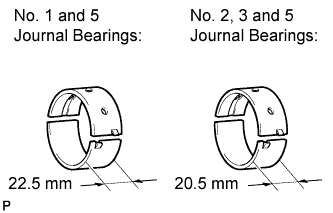
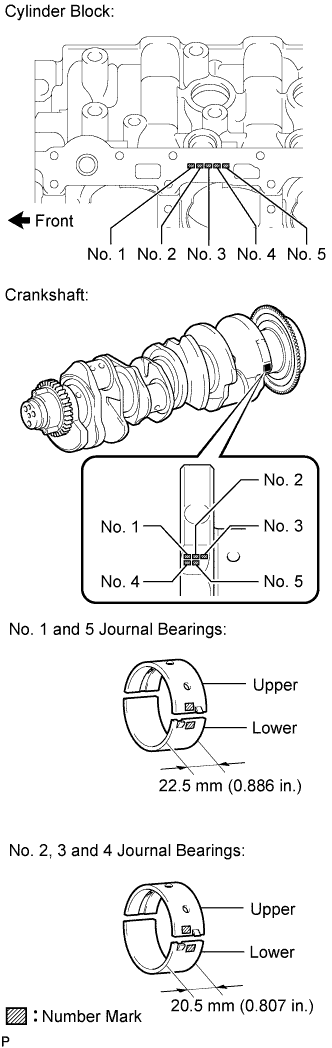
Main bearings come in widths of 20.5 mm (0.807 in.) and 22.5 mm (0.886 in.).
Table 1. Standard Bearing Width Item Specified Condition No. 1 and 5 journal bearings 22.5 mm (0.886 in.) No. 2, 3 and 4 journal bearings 20.5 mm (0.807 in.)
-
Clean each main journal and bearing.
-
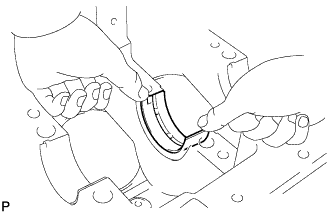
Align the bearing claw with the claw groove of the cylinder block, and push in the 5 upper bearings.
Note:
-
Do not apply engine oil to the bearings and the contact surfaces.
-
Do not allow coolant to come into contact with the bearing inner surface. If any coolant comes into contact with the bearing inner surface, replace the bearing with a new one.
-
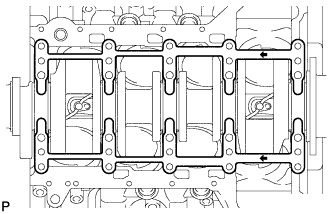
Both sides of the oil groove in the cylinder block should be visible through the oil feed holes in the bearing. The amount visible on each side of the holes should be equal.
-
-
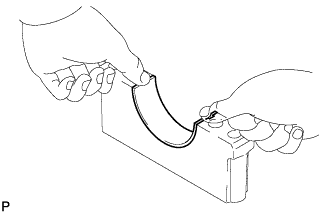
Align the bearing claw with the claw groove of the main bearing cap, and push in the 5 lower bearings.
Note:
-
Do not apply engine oil to the bearings and the contact surfaces.
-
Do not allow coolant to come into contact with the bearing inner surface.
If any coolant comes into contact with the bearing inner surface, replace the bearing with a new one.
Tip:A number marked on each main bearing cap indicates the installation position.
-
-
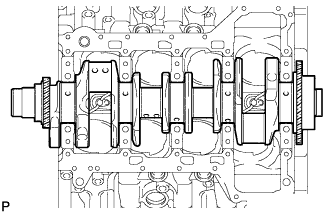
Place the crankshaft on the cylinder block.
-
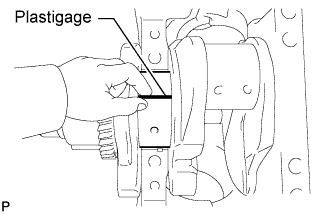
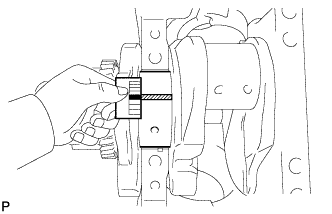
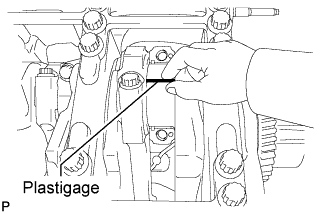
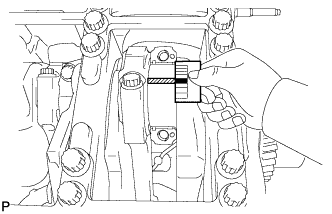
Lay a strip of Plastigage across each journal.
-
Examine the front marks and numbers and install the crankshaft bearing caps to the cylinder block.
Note:Do not turn the crankshaft.
-
Apply a light coat of engine oil to the threads of the crankshaft bearing cap bolts.
-
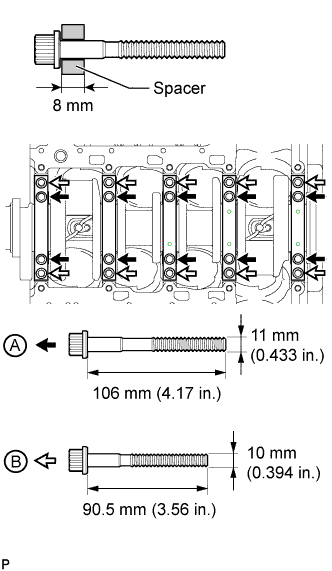
Temporarily install the crankshaft bearing cap bolts labeled A or the bolts labeled B.
Tip:In place of cylinder block stiffening plates, install 8 mm (0.315 in.) thick spacers to the crankshaft bearing cap bolts.
-
Uniformly tighten the 2 crankshaft bearing cap bolts for each bearing cap in several passes to ensure a proper fit.
Note:Do not tap the bearing cap with a plastic-faced hammer.
-
Remove the crankshaft bearing cap bolts and spacers.
-
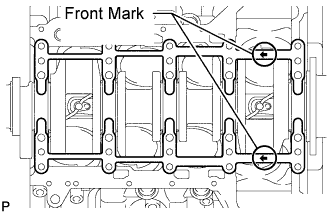
Set the 2 cylinder block stiffening plates on the cylinder block.
Tip:Make sure the arrows on the stiffening plates face the engine front.
-
Step 1:
Tip:
-
The crankshaft bearing cap bolts are tightened in 3 progressive steps.
-
If any crankshaft bearing cap bolt is broken or deformed, replace it.
-
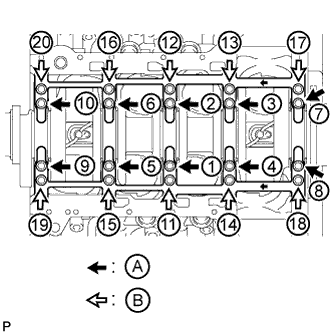
Apply a light coat of engine oil to the threads and under the heads of the 20 crankshaft bearing cap bolts.
-
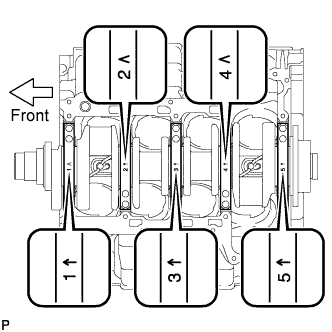
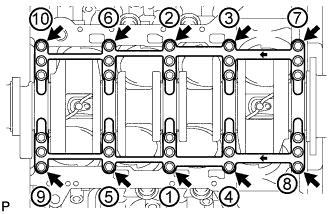
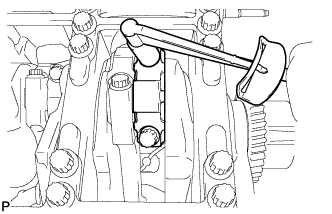
Install the 20 crankshaft bearing cap bolts. Using several steps, tighten the bolts uniformly in the sequence shown in the illustration.
for bolt A 35 N*m 357 kgf*cm 26 ft.*lbf for bolt B 60 N*m 612 kgf*cm 44 ft.*lbf
-
-
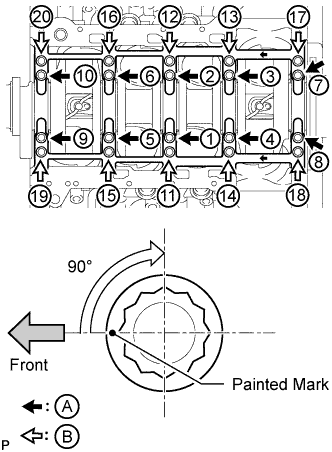
Step 2:
-
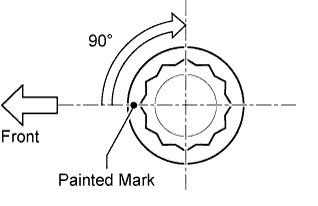
Mark the front side of the crankshaft bearing cap bolts A and B with paint.
-
Tighten the crankshaft bearing cap bolts A and B 90° in the sequence shown in the illustration.
-
-
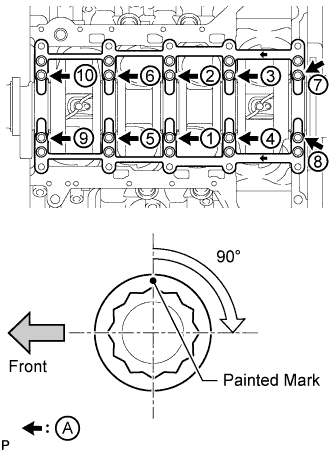
Step 3:
-
Tighten the crankshaft bearing cap bolts A another 90° in the sequence shown in the illustration.
-
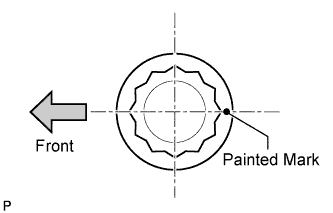
Check that the painted marks of bolts A are now at a 180° angle to the front.
-
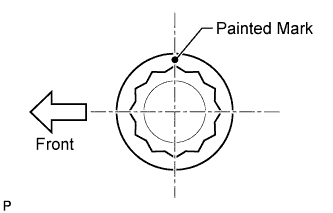
Check that the painted marks of bolts B are now at a 90° angle to the front.
Note:Do not turn the crankshaft.
-
-
Step 4:
-
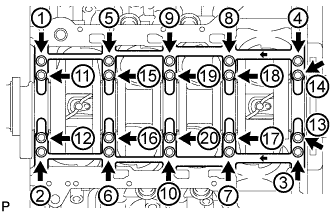
Using several steps, install the 10 crankshaft bearing cap bolts uniformly in the sequence shown in the illustration.
56 N*m 571 kgf*cm 41 ft.*lbf
-
-
Remove the crankshaft bearing caps.
-
Step 1:
Using several steps, loosen and remove the 10 crankshaft bearing cap set bolts uniformly in the sequence shown in the illustration.
-
Step 2:
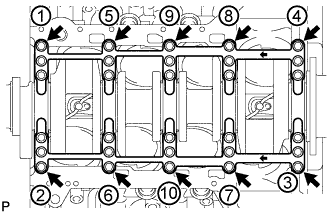
Using several steps, loosen and remove the 20 crankshaft bearing cap set bolts uniformly in the sequence shown in the illustration.
-
-
Remove the 2 cylinder block stiffening plates.
-
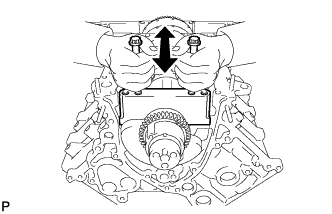
Using 2 crankshaft bearing cap set bolts, pull out the 5 bearing caps.
Note:Take care not to damage the contact surface of the crankshaft bearing cap and cylinder block.
-
Measure the Plastigage at its widest point.
Standard Oil Clearance Item Specified Condition No. 1 and 3 journals 0.020 to 0.038 mm (0.000787 to 0.00150 in.) No. 2, 4 and 5 journals 0.032 to 0.050 mm (0.00126 to 0.00197 in.) Maximum Clearance Item Specified Condition No. 1 and 3 journals 0.048 mm (0.00189 in.) No. 2, 4 and 5 journals 0.060 mm (0.00236 in.) If the oil clearance is more than the maximum, use an over size bearing and correct or regrind the crankshaft so that the oil clearance is as shown in the table below.
Oil Clearance (Use for Over Size Bearing) Item Specified Condition No. 1 and 3 journals 0.021 to 0.061 mm (0.000827 to 0.00240 in.) No. 2, 4 and 5 journals 0.033 to 0.073 mm (0.00130 to 0.00287 in.) Tip:Make sure to replace the upper and lower main bearings as one set.
-
Completely remove the Plastigage.
-
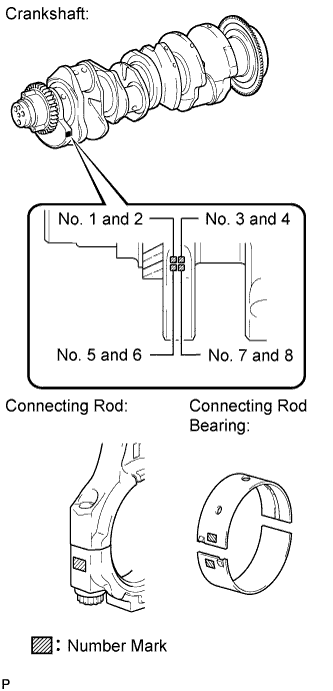
If replacing a bearing, replace it with one that has the same number. If the number of the bearing cannot be determined, select the correct bearing by adding together the numbers imprinted on the cylinder block and crankshaft, then refer to the appropriate bearing number. There are 7 sizes of standard bearings, marked "1", "2", "3", "4", "5", "6" and "7" accordingly.
EXAMPLE
Cylinder block main journal bore diameter "1" (A) + Crankshaft main journal diameter "2" (B) = Total number 3 (use bearing "3" (C))
No. 1 to No. 5 on Cylinder Block Cylinder Block (A) Crankshaft (B) Use Bearing (C) "1" "0" "1" "1" "2" "2" "3" "3" "4" "4" "5" "2" "0" "2" "1" "3" "2" "4" "3" "5" "4" "6" "3" "0" "3" "1" "4" "2" "5" "3" "6" "4" "7" Standard Cylinder Block Main Journal Bore Diameter (A) Item Mark Specified Condition No. 1 and 3 journals "1" 79.000 to 79.006 mm (3.11023 to 3.11047 in.) "2" More than 79.006 to 79.012 mm (more than 3.11047 to 3.11070 in.) "3" More than 79.012 to 79.018 mm (more than 3.11070 to 3.11094 in.) No. 2, 4 and 5 journals "1" 79.000 to 79.006 mm (3.11023 to 3.11047 in.) "2" More than 79.006 to 79.012 mm (more than 3.11047 to 3.11070 in.) "3" More than 79.012 to 79.018 mm (more than 3.11070 to 3.11094 in.) Standard Crankshaft Main Journal Diameter (B) Item Mark Specified Condition No. 1 and 3 journals "2" More than 74.994 to 75.000 mm (more than 2.95251 to 2.95275 in.) "3" More than 74.988 to 74.994 mm (more than 2.95228 to 2.95251 in.) "4" 74.982 to 74.988 mm (2.95204 to 2.95228 in.) No. 2, 4 and 5 journals "0" More than 74.994 to 75.000 mm (more than 2.95251 to 2.95275 in.) "1" More than 74.988 to 74.994 mm (more than 2.95288 to 2.95251 in.) "2" 74.982 to 74.988 mm (2.95204 to 2.95228 in.) Standard Crankshaft Bearing Center Wall Thickness (C) Item Mark Specified Condition
(for Upper Bearing)
Specified Condition
(for Lower Bearing)
No. 1 and 5 journal bearings "1" More than 1.987 to 1.990 mm (more than 0.07823 to 0.07835 in.) More than 1.975 to 1.978 mm (more than 0.07776 to 0.07787 in.) "2" More than 1.990 to 1.993 mm (more than 0.07835 to 0.07846 in.) More than 1.978 to 1.981 mm (more than 0.07787 to 0.07799 in.) "3" More than 1.993 to 1.996 mm (more than 0.07846 to 0.07858 in.) More than 1.981 to 1.984 mm (more than 0.07799 to 0.07811 in.) "4" More than 1.996 to 1.999 mm (more than 0.07858 to 0.07870 in.) More than 1.984 to 1.987 mm (more than 0.07811 to 0.07823 in.) "5" More than 1.999 to 2.002 mm (more than 0.07870 to 0.07882 in.) More than 1.987 to 1.990 mm (more than 0.07823 to 0.07835 in.) "6" More than 2.002 to 2.005 mm (more than 0.07882 to 0.07894 in.) More than 1.990 to 1.993 mm (more than 0.07835 to 0.07846 in.) "7" More than 2.005 to 2.008 mm (more than 0.07894 to 0.07905 in.) More than 1.993 to 1.996 mm (more than 0.07846 to 0.07858 in.) No. 2, 3 and 4 journal bearings "1" More than 1.975 to 1.978 mm (more than 0.07776 to 0.07787 in.) More than 1.987 to 1.990 mm (more than 0.07823 to 0.07835 in.) "2" More than 1.978 to 1.981 mm (more than 0.07787 to 0.07799 in.) More than 1.990 to 1.993 mm (more than 0.07835 to 0.07846 in.) "3" More than 1.981 to 1.984 mm (more than 0.07799 to 0.07811 in.) More than 1.993 to 1.996 mm (more than 0.07846 to 0.07858 in.) "4" More than 1.984 to 1.987 mm (more than 0.07811 to 0.07823 in.) More than 1.996 to 1.999 mm (more than 0.07858 to 0.07870 in.) "5" More than 1.987 to 1.990 mm (more than 0.07823 to 0.07835 in.) More than 1.999 to 2.002 mm (more than 0.07870 to 0.07882 in.) "6" More than 1.990 to 1.993 mm (more than 0.07835 to 0.07846 in.) More than 2.002 to 2.005 mm (more than 0.07882 to 0.07894 in.) "7" More than 1.993 to 1.996 mm (more than 0.07846 to 0.07858 in.) More than 2.005 to 2.008 mm (more than 0.07894 to 0.07905 in.)
-
- Click here
INSPECT CONNECTING ROD OIL CLEARANCE
-
Install the crankshaft bearing (Click here).
-
Install the crankshaft (Click here).
-
Lay a strip of Plastigage across the crank pin.
-
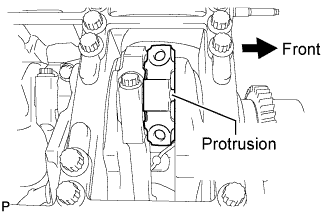
Install the connecting rod cap so that its protrusion is facing the correct direction.
Note:Match the numbered connecting rod cap with the connecting rod.
-
Apply a light coat of engine oil to the threads of the connecting rod cap bolts.
-
Step 1:
Tip:
-
The connecting rod bearing cap bolts are tightened in 2 progressive steps.
-
If any connecting rod bearing cap bolt is broken or deformed, replace it.
-
Install and alternately tighten the bolts of the connecting rod cap in several steps.
35 N*m 357 kgf*cm 26 ft.*lbf
-
-
Step 2:
-
Mark the front side of each connecting rod cap bolt with paint.
-
Tighten the bearing cap bolts in step 1 90°.
-
-
Remove the 2 bolts, connecting rod cap and lower bearing.
-
Measure the Plastigage at its widest point.
Standard oil clearance 0.024 to 0.042 mm (0.000945 to 0.00165 in.) Maximum oil clearance 0.052 mm (0.00205 in.) If the oil clearance is more than the maximum, replace the bearings. If necessary, replace the crankshaft.
-
Completely remove the Plastigage.
-
If replacing a bearing, replace it with one that has the same number marked on the connecting rod. There are 5 sizes of standard bearings, marked "1 ", "2", "3", "4" and "5" accordingly.
Select the correct bearing by adding together the number marks imprinted on the connecting rod and crankshaft.
EXAMPLE
Connecting rod "1" (A) + Crank pin "2" (B) = Total number 3 (use bearing "3" (C))
Standard Connecting Rod Big End Inside Diameter (A) Mark Specified Condition "1" 58.000 to 58.006 mm (2.28346 to 2.28370 in.) "2" More than 58.006 to 58.012 mm (more than 2.28370 to 2.28393 in.) "3" More than 58.012 to 58.018 mm (more than 2.28393 to 2.28417 in.) Standard Crankshaft Pin Diameter (B) Mark Specified Condition "0" More than 54.994 to 55.000 mm (more than 2.16511 to 2.16535 in.) "1" More than 54.988 to 54.994 mm (more than 2.16488 to 2.16511 in.) "2" 54.982 to 54.988 mm (2.16464 to 2.16488 in.) Standard Bearing Center Wall Thickness (C) Mark Specified Condition "1" More than 1.485 to 1.488 mm (more than 0.05846 to 0.05858 in.) "2" More than 1.488 to 1.491 mm (more than 0.05858 to 0.05870 in.) "3" More than 1.491 to 1.494 mm (more than 0.05870 to 0.05882 in.) "4" More than 1.494 to 1.497 mm (more than 0.05882 to 0.05894 in.) "5" More than 1.497 to 1.500 mm (more than 0.05894 to 0.05910 in.) -
Remove the crankshaft (Click here).
-
Remove the crankshaft bearing.
-
- Click here
INSPECT CONNECTING ROD BOLT
-
Using a vernier caliper, measure the tension portion diameter of the bolt.
Standard diameter 8.7 to 8.8 mm (0.343 to 0.346 in.) Minimum diameter 8.5 mm (0.335 in.) If the diameter is less than the minimum, replace the connecting rod bolt.
-
- Click here
INSPECT CRANKSHAFT BEARING CAP BOLT
-
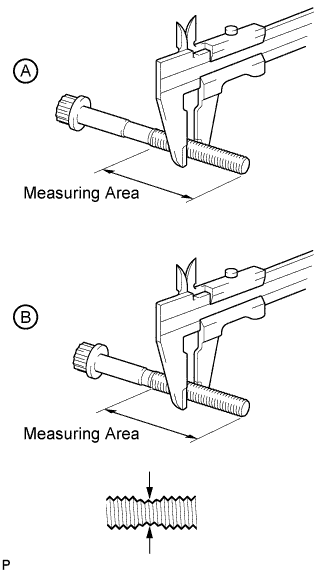
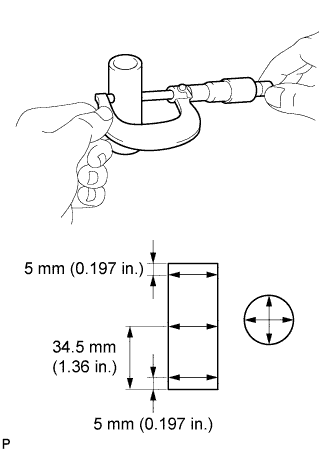
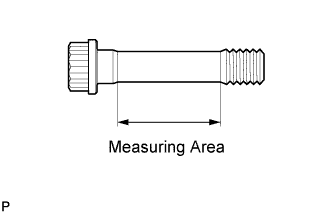
Using a vernier caliper, measure the outside thread diameter of bolt A and B.
Table 2. Bolt Length Item Specified Condition Bolt A 106 mm (4.17 in.) Bolt B 90.5 mm (3.56 in.) Measuring Area Item Specified Condition Bolt A 73 mm (2.87 in.) Bolt B 63 mm (2.48 in.) Standard diameter for bolt A 10.8 to 11.0 mm (0.425 to 0.433 in.) for bolt B 9.8 to 10.0 mm (0.386 to 0.394 in.) Minimum diameter for bolt A 10.5 mm (0.413 in.) for bolt B 9.5 mm (0.374 in.) Tip:If a visual check reveals no excessively thin areas, check the center of the bolt (see illustration) and find the area that has the lowest diameter.
If the diameter is less than the minimum, replace the crankshaft bearing cap bolt.
-