CYLINDER HEAD REPLACEMENT

PROCEDURE
-
REPLACE RING PIN
Tech Tips
It is not necessary to remove the ring pins unless they are being replaced.
-
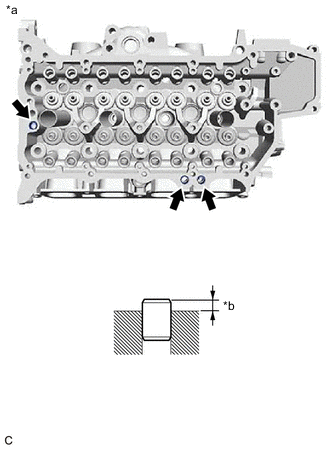
*a Cylinder Head Sub-assembly Top Side *b Protrusion Height Using a plastic hammer, tap in new ring pins to the cylinder head sub-assembly.
Standard Protrusion Height 3.0 to 5.0 mm (0.118 to 0.197 in.)
-
-
REPLACE STUD BOLT
Tech Tips
If a stud bolt is deformed or its threads are damaged, replace it.
-
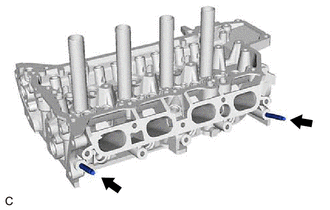
Using an E8 "TORX" socket wrench, install the 2 stud bolts to the cylinder head sub-assembly.
- Torque:
- 10 N*m { 102 kgf*cm, 7 ft.*lbf }
-
-
REPLACE INTAKE VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to between 80 and 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
CAUTION:
Be sure to wear protective gloves.
-
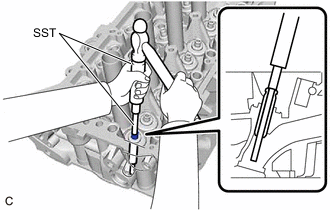
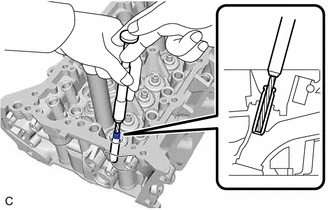
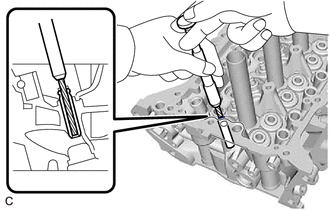
Using SST and a hammer, tap out the intake valve guide bush.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the intake valve guide bush bore diameter of the cylinder head sub-assembly.
Standard Intake Valve Guide Bush Bore Diameter 10.285 to 10.306 mm (0.40492 to 0.40575 in.) New Guide Bush Selection Chart Bush Size Bush Outer Diameter STD 10.333 to 10.344 mm (0.40681 to 0.40724 in.) O/S 0.05 10.383 to 10.394 mm (0.40878 to 0.40921 in.) Tech Tips
-
If the intake valve guide bush bore diameter is more than 10.306 mm (0.40575 in.), machine the intake valve guide bush bore to a dimension of 10.335 to 10.356 mm (0.40689 to 0.40772 in.) to install an O/S 0.05 intake valve guide bush.
-
If the intake valve guide bush bore diameter of the cylinder head sub-assembly is more than 10.356 mm (0.40772 in.), replace the cylinder head sub-assembly.
-
-
Heat the cylinder head sub-assembly to between 80 and 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
CAUTION:
Be sure to wear protective gloves.
-
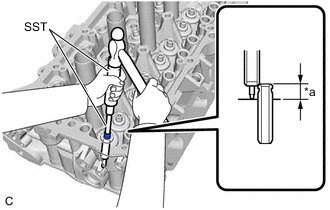
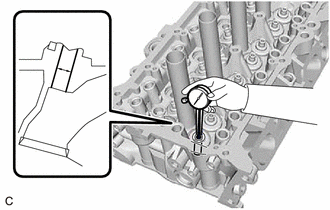
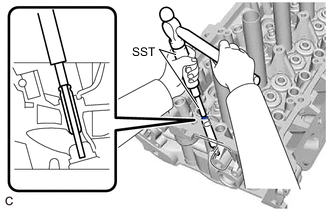
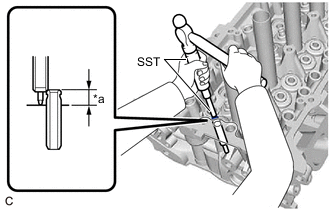
*a Protrusion Height Using SST and a hammer, tap in a new intake valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard Protrusion Height 9.6 to 10.0 mm (0.378 to 0.394 in.) -
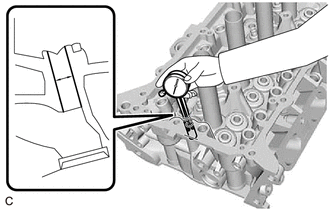
Using a sharp 5.5 mm reamer, ream the intake valve guide bush to obtain the specified oil clearance.
Standard Oil Clearance 0.025 to 0.060 mm (0.000984 to 0.00236 in.)
-
-
REPLACE EXHAUST VALVE GUIDE BUSH
-
Heat the cylinder head sub-assembly to between 80 and 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
CAUTION:
Be sure to wear protective gloves.
-
Using SST and a hammer, tap out the exhaust valve guide bush.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
-
Using a caliper gauge, measure the exhaust valve guide bush bore diameter of the cylinder head sub-assembly.
Standard Exhaust Valve Guide Bush Bore Diameter 10.285 to 10.306 mm (0.40492 to 0.40575 in.) New Guide Bush Selection Chart Bush Size Bush Outer Diameter STD 10.333 to 10.344 mm (0.40681 to 0.40724 in.) O/S 0.05 10.383 to 10.394 mm (0.40878 to 0.40921 in.) Tech Tips
-
If the exhaust valve guide bush bore diameter is more than 10.306 mm (0.40575 in.), machine the exhaust valve guide bush bore to a dimension of 10.335 to 10.356 mm (0.40689 to 0.40772 in.) to install an O/S 0.05 exhaust valve guide bush.
-
If the exhaust valve guide bush bore diameter of the cylinder head sub-assembly is more than 10.356 mm (0.40772 in.), replace the cylinder head sub-assembly.
-
-
Heat the cylinder head sub-assembly to between 80 and 100°C (176 to 212°F).
-
Place the cylinder head sub-assembly on wooden blocks.
CAUTION:
Be sure to wear protective gloves.
-
*a Protrusion Height Using SST and a hammer, tap in a new exhaust valve guide bush to the specified protrusion height.
- SST
- 09201-10000 ( 09201-01050 )
- 09950-70010 ( 09951-07100 )
Standard Protrusion Height 9.6 to 10.0 mm (0.378 to 0.394 in.) -
Using a sharp 5.5 mm reamer, ream the exhaust valve guide bush to obtain the specified oil clearance.
Standard Oil Clearance 0.030 to 0.065 mm (0.00118 to 0.00256 in.)
-