ГОЛОВКА БЛОКА ЦИЛИНДРОВ РЕМОНТ

PROCEDURE
-
REPAIR VALVE SPRING SEAT
-
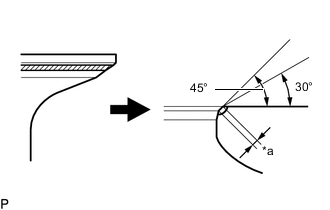
*a 1.0 to 1.4 mm (0.0394 to 0.0551 in.) If the seating is too high on the valve face, use 30° and 45° cutters to correct the seat.
-
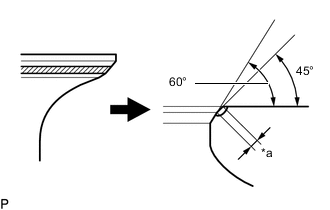
*a 1.0 to 1.4 mm (0.0394 to 0.0551 in.) Intake Side:
If the seating is too low on the valve face, use 60° and 45° cutters to correct the seat.
-
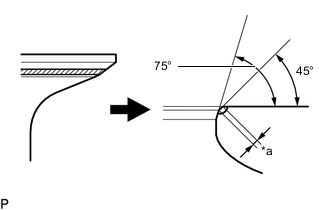
*a 1.0 to 1.4 mm (0.0394 to 0.0551 in.) Exhaust Side:
If the seating is too low on the valve face, use 75° and 45° cutters to correct the seat.
-
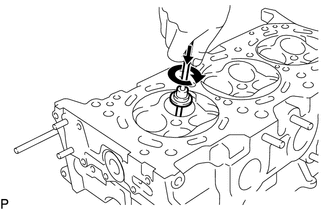
Hand-lap the valve and valve seat with an abrasive compound.
-
After lapping the valve by hand, clean the valve and valve seat.
-