БЛОК ЦИЛИНДРОВ ЗАМЕНА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ЗАМЕНИТЕ СТОПОРНЫЙ ШТИФТ
-
Пластмассовым молотком запрессуйте новые направляющие штифты в блок цилиндров.
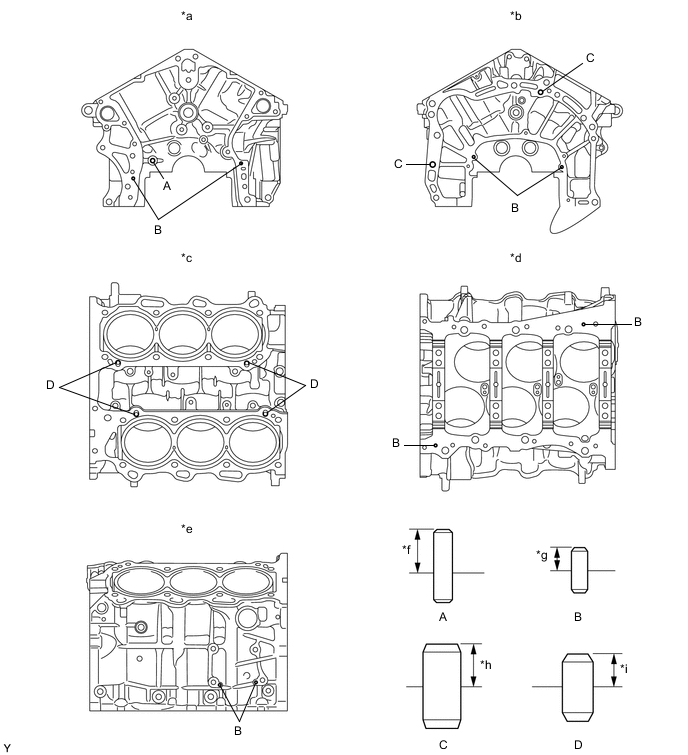
*a Передняя сторона *b Задняя сторона *c Верхняя сторона *d Нижняя сторона *e Правая сторона *f 23 мм (0,906 дюйма) *g 6 мм (0,236 дюйма) *h 11 мм (0,433 дюйма) *i 9 мм (0,354 дюйма) - - Номинальная высота выступания Параметр / Устройство Заданные условия Штифт (A) 23 мм (0,906 дюйма) Штифт (B) 6 мм (0,236 дюйма) Штифт (C) 11 мм (0,433 дюйма) Штифт (D) 9 мм (0,354 дюйма)
-
-
ЗАМЕНИТЕ РЕЗЬБОВЫЕ ШПИЛЬКИ
-
С помощью торцевых ключей "TORX" E8 и E10 вверните резьбовые шпильки.
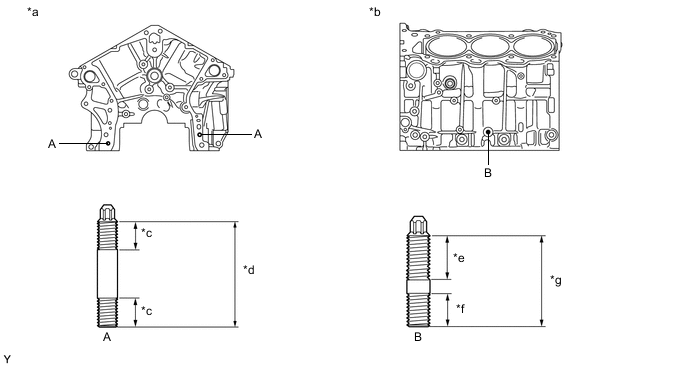
*a Передняя сторона *b Левая сторона *c 12 мм (0,472 дюйма) *d 52 мм (2,05 дюйма) *e 23 мм (0,906 дюйма) *f 15 мм (0,591 дюйма) *g 40 мм (1,57 дюйма) - - - Torque:
- Болт (A)
- 10 Н*м { 102 кгс*см, 7 фунт-сила-футов }
- Болт (B)
- 17 Н*м { 173 кгс*см, 13 фунт-сила-футов }
-
-
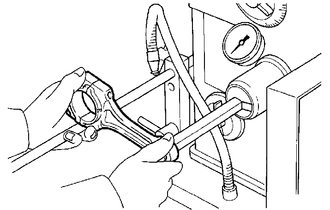
ЗАМЕНИТЕ МАЛУЮ ОКОНЕЧНУЮ ВТУЛКУ ШАТУНА
-
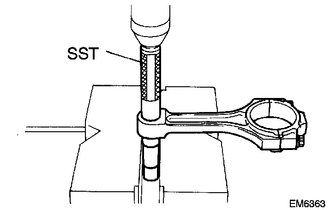
С помощью специального инструмента и пресса выпрессуйте малую оконечную втулку шатуна.
- SST
- 09222-30010
-
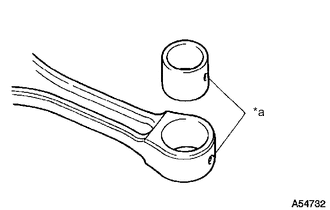
*a Смазочное отверстие Совместите смазочное отверстие во втулке малого конца нового шатуна со смазочным отверстием в шатуне.
-
С помощью специального инструмента и пресса установите малую оконечную втулку шатуна.
- SST
- 09222-30010
-
С помощью устройства для шлифовки отверстий малого диаметра обработайте втулку малой головки шатуна, чтобы получить номинальный масляный зазор между втулкой и поршневым пальцем.
Номинальный масляный зазор 0,001-0,007 мм (0,0000394-0,000276 дюйма) -
Покройте поршневой палец слоем моторного масла и вставьте в шатун, нажав на него большим пальцем.
Tech Tips
Проверьте посадку поршневого пальца при обычной комнатной температуре.
-