ПОРЯДОК ВЫПОЛНЕНИЯ
- Click here
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА № 1 В СБОРЕ
-
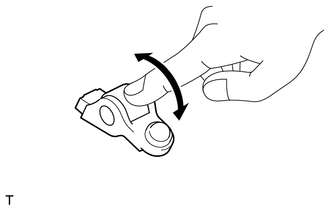
Проверните ролик рукой и проверьте, чтобы он вращался плавно.
Tip:Если ролик не вращается плавно, замените рычаг привода клапана № 1 в сборе.
-
- Click here
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note:
-
Не допускайте попадания грязи и посторонних частиц в механизм регулировки зазора в приводе клапанов.
-
Используйте только чистое моторное масло.
-
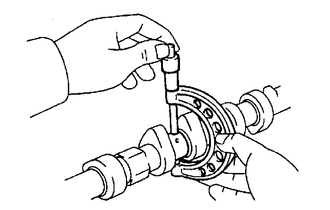
Поместите механизм регулировки зазора в приводе клапана в емкость, наполненную моторным маслом.
-
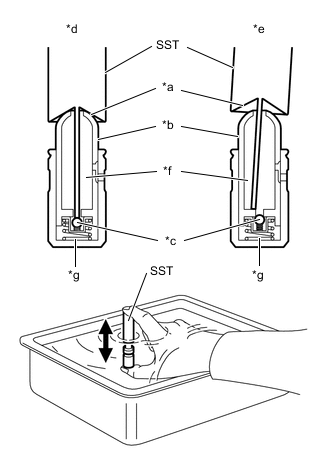
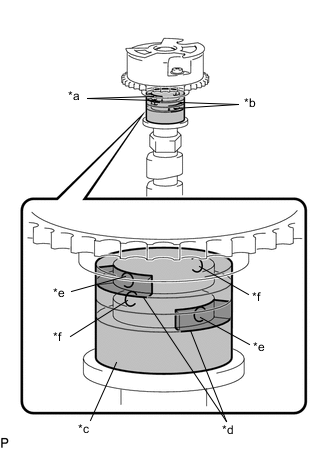
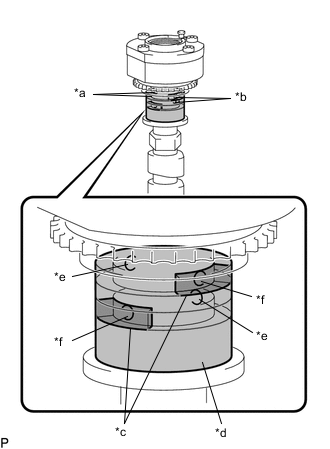
*a Конусная часть *b Плунжер *c Запорный шарик *d Правильно *e Неправильно *f Камера низкого давления *g Камера высокого давления Вставьте наконечник SST в плунжер и отожмите вниз запорный шарик внутри плунжера.
09276-75010 -
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер вверх и вниз 5-6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note:Выпуская воздух под высоким давлением из камеры, убедитесь, чтобы наконечник SST прижимал запорный шарик, как показано на рисунке. Если запорный шарик не прижать, не будет стравливаться воздух.
-
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер рукой.
OK Плунжер перемещается с трудом. Tip:Если плунжер свободно перемещается, замените механизм регулировки зазора в приводе клапана в сборе.
-
- Click here
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте распредвал на биение.
-
Установите распредвал на V-образные призмы.
-
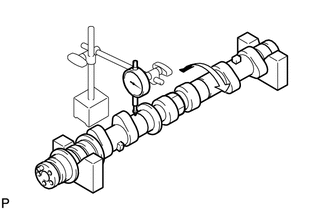
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимально допустимое биение 0,04 мм (0,00157 дюйма) Tip:
-
Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
После замены распредвала проверьте масляный зазор.
-
-
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка Параметр / Устройство Заданные условия Распредвал впускных клапанов 44,316 - 44,416 мм (1,7448 - 1,7486 дюйма) Распредвал выпускных клапанов 44,262 - 44,362 мм (1,7426 - 1,7465 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия Распредвал впускных клапанов 44,166 мм (1,7388 дюйма) Распредвал выпускных клапанов 44,112 мм (1,7366 дюйма) Tip:Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Заданные условия Для шейки №1 35,946-35,960 мм (1,4152-1,4157 дюйма) Для остальных шеек 25,959 - 25,975 мм (1,0221 - 1,0226 дюйма) Tip:Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
-
- Click here
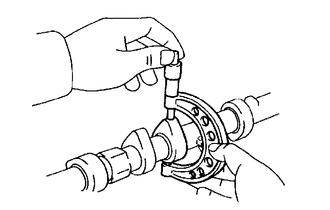
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
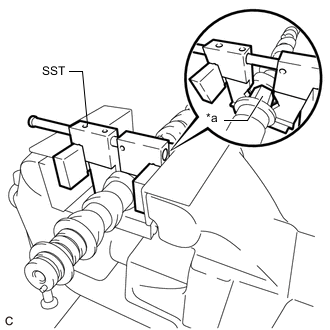
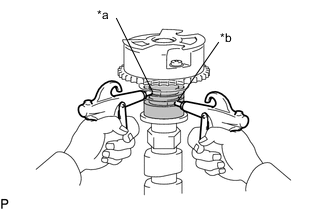
*a Шестигранная часть С помощью SST сожмите шестигранную часть и закрепите SST с распредвалом в тисках, как показано на рисунке, и убедитесь, что зубчатое колесо распредвала в сборе не вращается.
09212-31010 Note:
-
Действуйте осторожно, чтобы не повредить распредвал.
-
Запрещается держать детали за любые нешестигранные части, поскольку это приведет к повреждению.
-
-
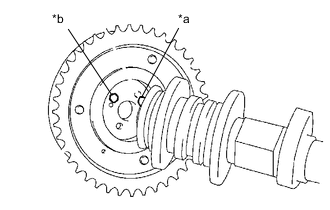
*a Штифт *b Отверстие для поршневого пальца Совместите штифт распредвала с отверстием под штифт в зубчатом колесе распредвала и вставьте штифт в отверстие.
-
Убедитесь в отсутствии зазора между фланцем зубчатого колеса распредвала и распредвалом.
-
Надежно удерживая распредвал, вверните рукой болт зубчатого колеса распредвала.
100 Н*м 1020 кгс*см 74 фунт-сила-фута Note:При вворачивании болта не используйте какие-либо инструменты. При вворачивании болта с помощью инструментов стопорный штифт может получить повреждения.
-
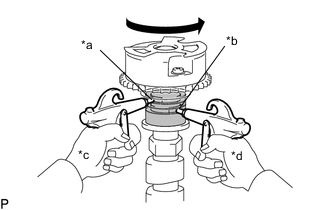
Проверьте замок зубчатого колеса распредвала.
-
*a Канал опережения *b Канал запаздывания *c Виниловая лента *d Кусок резины *e Закрыто *f Открыто Извлеките стопорный штифт.
-
Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
Tip:Четыре отверстия масляных каналов расположены в проточках распредвала. Закройте 2 масляных канала резиновыми пробками.
-
Проделайте отверстие в виниловой ленте на канале со стороны опережения и канале со стороны запаздывания на противоположной стороне проточки, как показано на рисунке.
-
*a Канал опережения *b Канал запаздывания Подайте воздух под давлением около 200 кПа (2,0 кгс/см2, 29 фунтов на кв. дюйм) в два открытых канала (со стороны канала опережения и со стороны канала запаздывания).
CAUTION:Перед тем, как подать воздух под давлением, закройте масляные каналы куском ткани, чтобы не допустить разбрызгивания масла.
-
*a Канал опережения *b Канал запаздывания *c Поддерживайте давление *d Уменьшение давления Убедитесь, что зубчатое колесо распредвала вращается в направлении угла опережения при снижении давления воздуха, подаваемого со стороны канала запаздывания.
Tip:В результате этого действия стопорный штифт разблокируется, а зубчатое колесо распредвала в сборе вращается в направлении опережения.
-
Когда зубчатое колесо распредвала в сборе переместится в положение максимального опережения, сбросьте давление воздуха сначала в канале со стороны запаздывания, а затем в канале со стороны опережения.
Note:Не прекращайте подачу воздуха, начиная с канала со стороны проточки опережения. В этом случае зубчатое колесо распредвала выпускных клапанов может резко сместиться в направлении запаздывания и сломать стопорный штифт.
-
-
Проверьте плавность вращения.
-
2-3 раза поверните зубчатое колесо распредвала в пределах угла его поворота (21°), но не доводите его до положения, соответствующего предельному углу запаздывания. Убедитесь, что зубчатое колесо распредвала в сборе вращается свободно.
Note:Не используйте сжатый воздух для проверки плавности вращения.
-
-
Проверьте фиксацию в положении наибольшего запаздывания.
-
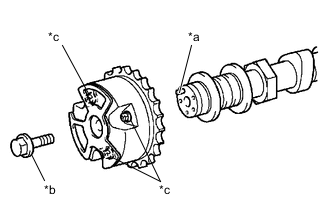
*a Штифт *b Болт *c Не снимайте Выверните болт и снимите зубчатое колесо распредвала.
Note:Не выворачивайте оставшиеся 3 болта.
-
- Click here
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
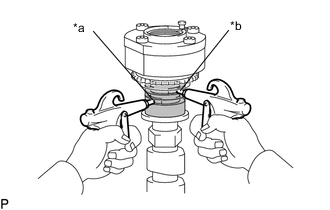
*a Шестигранная часть С помощью SST сожмите шестигранную часть и закрепите SST с распредвалом в тисках, как показано на рисунке.
09212-31010 Note:
-
Действуйте осторожно, чтобы не повредить распредвал.
-
Запрещается держать детали за любые нешестигранные части, поскольку это приведет к повреждению.
-
-
*a Штифт *b Отверстие для поршневого пальца Совместите штифт распредвала с отверстием под штифт в зубчатом колесе распредвала выпускных клапанов и вставьте штифт в отверстие.
-
Убедитесь в отсутствии зазора между фланцем зубчатого колеса распредвала выпускных клапанов и распредвалом.
-
Надежно удерживая распредвал, вверните рукой болт зубчатого колеса распредвала выпускных клапанов в сборе.
100 Н*м 1020 кгс*см 74 фунт-сила-фута Note:При вворачивании болта не используйте какие-либо инструменты. При вворачивании болта с помощью инструментов стопорный штифт может получить повреждения.
-
Проверьте замок зубчатого колеса распредвала выпускных клапанов в сборе.
-
*a Канал запаздывания *b Канал опережения *c Кусок резины *d Виниловая лента *e Открыто *f Закрыто Извлеките стопорный штифт.
-
Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
Tip:Четыре отверстия масляных каналов расположены в проточках распредвала. Закройте 2 масляных канала резиновыми пробками.
-
Проделайте отверстие в виниловой ленте на канале со стороны опережения и канале со стороны запаздывания на противоположной стороне проточки, как показано на рисунке.
-
*a Канал опережения *b Канал запаздывания Подайте воздух под давлением около 200 кПа (2,0 кгс/см2, 29 фунтов на кв. дюйм) в два открытых канала (со стороны канала опережения и со стороны канала запаздывания).
CAUTION:Перед тем, как подать воздух под давлением, закройте масляные каналы куском ткани, чтобы не допустить разбрызгивания масла.
-
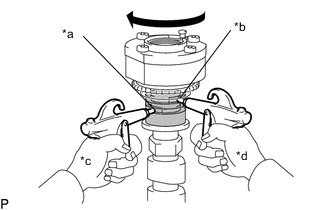
*a Канал опережения *b Канал запаздывания *c Уменьшение давления *d Поддерживайте давление Убедитесь, что зубчатое колесо распредвала выпускных клапанов в сборе вращается в направлении запаздывания при снижении давления воздуха в канале со стороны проточки опережения.
Tip:В результате этого действия стопорный штифт разблокируется, а зубчатое колесо распредвала выпускных клапанов в сборе вращается в направлении запаздывания.
-
Когда зубчатое колесо распредвала выпускных клапанов переместится в положение максимального запаздывания, сбросьте давление воздуха сначала в канале со стороны опережения, а затем в канале со стороны запаздывания.
Note:Не прекращайте подачу воздуха начиная с канала со стороны проточки запаздывания. В этом случае зубчатое колесо распредвала выпускных клапанов может резко сместиться в направлении опережения и сломать стопорный штифт.
-
-
Проверьте плавность вращения.
-
Два-три раза поверните зубчатое колесо распредвала выпускных клапанов в сборе в пределах его диапазона поворота (18,5°), но не доводите его до положения, соответствующего максимальному углу опережения. Убедитесь, что зубчатое колесо распредвала выпускных клапанов в сборе вращается свободно.
Note:Когда давление воздуха сбрасывается в канале со стороны опережения, а затем в канале со стороны запаздывания, зубчатое колесо распредвала выпускных клапанов под действием вспомогательной пружины центробежного регулятора опережения автоматически возвращается в положение максимального опережения, где и фиксируется. Перед проверкой плавности вращения постепенно сбросьте давление воздуха со стороны проточки запаздывания.
-
-
Проверьте фиксацию в положении наибольшего опережения.
-
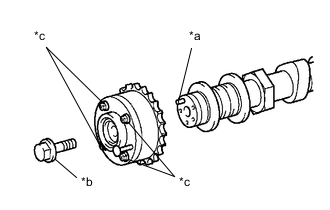
*a Штифт *b Болт *c Не снимайте Выверните болт и снимите зубчатое колесо распредвала выпускных клапанов.
Note:Не выворачивайте оставшиеся 4 болта.
-
- Click here
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
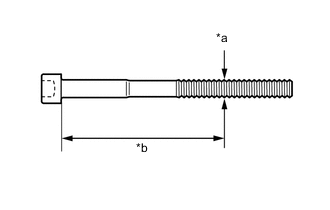
*a Точка измерения *b 103 мм (4,06 дюйма) С помощью штангенциркуля определите диаметр резьбы в точке измерения.
Номинальный диаметр 10,85 - 11,00 мм (0,4272 - 0,4330 дюйма) Минимально допустимый диаметр 10,70 мм (0,4212 дюйма) Точка измерения (расстояние от седла) 103 мм (4,06 дюйма) Tip:
-
Если диаметр меньше минимально допустимого, замените установочный болт головки блока цилиндров. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените установочный болт крепления головки цилиндра.
-
-
- Click here
ПРОВЕРЬТЕ ЦЕПЬ В СБОРЕ
-
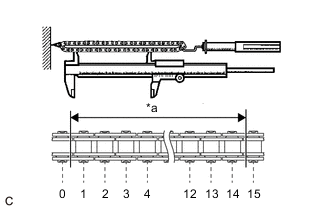
*a Измеренная длина Пружинным динамометром потяните за цепь в сборе с усилием 147 Н (15 кгс, 33,0 фунта-силы), как показано на рисунке.
-
С помощью штангенциркуля измерьте длину 15 звеньев.
Максимально допустимое удлинение цепи 136,9 мм (5,389 дюйма) Tip:
-
Выполните измерения на 3 произвольно выбранных участках. Рассчитайте среднее значение для всех измерений.
-
Если усредненное удлинение цепи превышает максимально допустимую величину, замените цепь в сборе.
-
-
- Click here
ПРОВЕРЬТЕ ЦЕПЬ № 2 В СБОРЕ
-
*a Измеренная длина Пружинным динамометром потяните за цепь № 2 в сборе с усилием 147 Н (15 кгс, 33,0 фунт-силы), как показано на рисунке.
-
С помощью штангенциркуля измерьте длину 15 звеньев.
Максимально допустимое удлинение цепи 137,6 мм (5,417 дюйма) Tip:
-
Выполните измерения на 3 произвольно выбранных участках. Рассчитайте среднее значение для всех измерений.
-
Если усредненное удлинение цепи превышает максимально допустимую величину, замените цепь № 2 в сборе.
-
-
- Click here
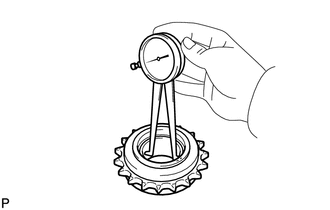
ПРОВЕРЬТЕ ВЕДУЩУЮ ЗВЕЗДОЧКУ ГРМ
-
Оберните цепь вокруг ведущей звездочки цепи ГРМ на коленчатом валу.
-
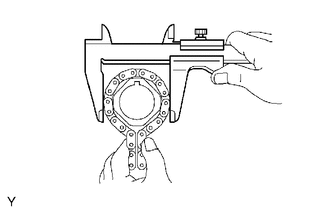
Штангенциркулем измерьте диаметр ведущей звездочки коленчатого вала с цепью в сборе.
Минимально допустимый диаметр звездочки с цепью 61,4 мм (2,418 дюйма) Tip:
-
При измерении штангенциркуль должен касаться роликов цепи.
-
Если диаметр меньше минимально допустимого, замените цепь в сборе и ведущую звездочку цепи ГРМ на коленчатом валу.
-
-
- Click here
ПРОВЕРЬТЕ ПРОМЕЖУТОЧНУЮ ЦЕПНУЮ ШЕСТЕРНЮ В СБОРЕ
-
Оберните цепь в сборе вокруг промежуточной звездочки в сборе.
-
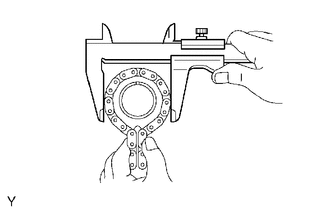
С помощью штангенциркуля измерьте диаметр промежуточной звездочки в сборе с цепью в сборе.
Минимально допустимый диаметр звездочки с цепью 61,4 мм (2,418 дюйма) Tip:
-
При измерении штангенциркуль должен касаться роликов цепи.
-
Если диаметр меньше минимально допустимого, замените цепь в сборе и промежуточную звездочку.
-
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ВАЛА ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ № 1
-
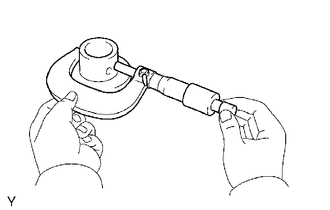
Используя микрометр, измерьте диаметр вала промежуточной шестерни № 1.
Номинальный диаметр вала промежуточной шестерни № 1 22,987 - 23,000 мм (0,9050 - 0,9055 дюйма) -
Используя индикатор часового типа для отверстий измерьте внутренний диаметр промежуточной цепной шестерни.
Номинальный внутренний диаметр промежуточной звездочки в сборе 23,020 - 23,030 мм (0,9063 - 0,9067 дюйма) -
Вычтите диаметр вала промежуточной шестерни № 1 из диаметра отверстия в промежуточной звездочке.
Номинальный масляный зазор 0,020 - 0,043 мм (0,000787 - 0,00169 дюйма) Максимальный допустимый масляный зазор 0,093 мм (0,00366 дюйма) Tip:Если масляный зазор превышает допустимое значение, замените ось промежуточной шестерни № 1 и промежуточную цепную шестерню.
-
- Click here
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
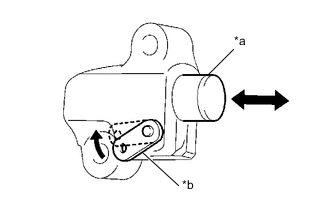
*a Плунжер *b Стопорная пластина Поверните стопорную пластину по часовой стрелке, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Tip:Если плунжер не движется плавно, замените натяжитель цепи № 1 в сборе.
-
- Click here
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 2 В СБОРЕ
-
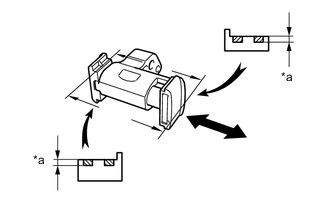
*a Глубина Убедитесь в плавности хода плунжера.
-
С помощью штангенциркуля измерьте глубину износа натяжителя цепи № 2 в сборе.
Максимальная глубина 0,9 мм (0,0354 дюйма) Tip:Если глубина превышает максимально допустимую величину, замените натяжитель цепи № 2.
-
- Click here
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 3 В СБОРЕ
-
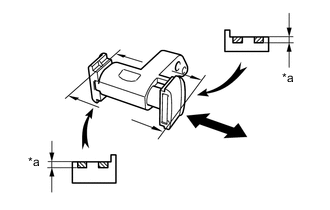
*a Глубина Убедитесь в плавности хода плунжера.
-
С помощью штангенциркуля измерьте глубину износа натяжителя цепи № 3 в сборе.
Максимальная глубина 0,9 мм (0,0354 дюйма) Tip:Если глубина превышает максимально допустимую величину, замените натяжитель цепи № 3.
-
- Click here
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
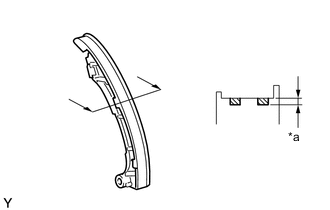
*a Глубина Измерьте глубину износа башмака натяжителя цепи.
Максимальная глубина 1,0 мм (0,0394 дюйма) Tip:Если глубина превышает максимально допустимую величину, замените башмак натяжителя цепи.
-
- Click here
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
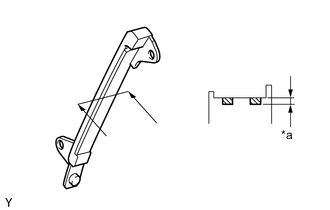
*a Глубина С помощью штангенциркуля измерьте глубину износа успокоителя цепи № 1.
Максимальная глубина 1,0 мм (0,0394 дюйма) Tip:Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
- Click here
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 2
-
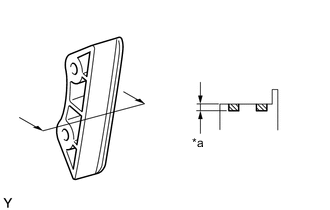
*a Глубина С помощью штангенциркуля измерьте глубину износа успокоителя цепи № 2.
Максимальная глубина 1,0 мм (0,0394 дюйма) Tip:Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 2.
-
- Click here
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
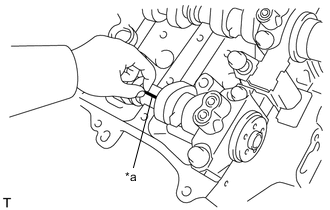
Проверьте осевой зазор распредвала (для ряда 1).
-
Установите распредвалы.
Нажмите здесьClick here
-
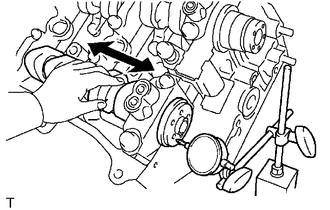
Смещая каждый распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
Номинальный осевой зазор 0,08 - 0,13 мм (0,00315 - 0,00512 дюйма) Максимально допустимый осевой зазор 0,15 мм (0,00591 дюйма) Tip:Если осевой зазор превышает максимально допустимую величину, замените правый кожух распредвала. Если упорная поверхность повреждена, замените распредвал.
-
-
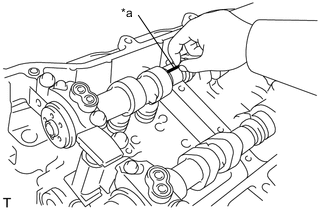
Проверьте осевой зазор распредвала (для ряда 2).
-
Установите распредвалы.
Нажмите здесьClick here
-
Смещая каждый распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
Номинальный осевой зазор 0,08 - 0,13 мм (0,00315 - 0,00512 дюйма) Максимально допустимый осевой зазор 0,15 мм (0,00591 дюйма) Tip:Если осевой зазор превышает максимально допустимую величину, замените левый кожух распредвала. Если упорная поверхность повреждена, замените распредвал.
-
-
- Click here
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Для ряда 1:
-
Очистите крышки подшипников распредвала, правый кожух распредвала и шейки распредвала.
-
Установите распредвалы в правый кожух распредвала.
-
*a Сминаемый пластмассовый калибр Plastigage Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Нажмите здесьClick here
Note:Не поворачивайте распредвал.
-
Снять крышки подшипников распределительного вала.
Нажмите здесьClick here
-
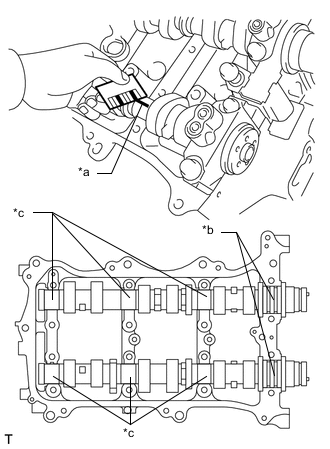
*a Сминаемый пластмассовый калибр Plastigage *b Шейка № 1 *c Остальные шейки Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Для шейки №1 0,032 - 0,063 мм (0,00126 - 0,00248 дюйма) Остальные шейки 0,025 - 0,062 мм (0,000984 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Для шейки №1 0,10 мм (0,00394 дюйма) Остальные шейки 0,09 мм (0,00354 дюйма) Tip:Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените правый кожух распредвала в сборе.
-
-
Для ряда 2:
-
Очистите крышки подшипников распредвала, левый кожух распредвала и шейки распредвала.
-
Установите распредвалы в левый кожух распредвала.
-
*a Сминаемый пластмассовый калибр Plastigage Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Нажмите здесьClick here
Note:Не поворачивайте распредвал.
-
Снять крышки подшипников распределительного вала.
Нажмите здесьClick here
-
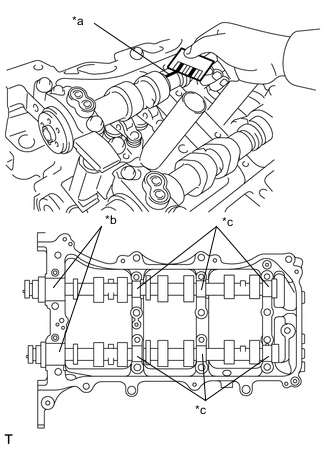
*a Сминаемый пластмассовый калибр Plastigage *b Шейка № 1 *c Остальные шейки Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Для шейки №1 0,032 - 0,063 мм (0,00126 - 0,00248 дюйма) Остальные шейки 0,025 - 0,062 мм (0,000984 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Для шейки №1 0,10 мм (0,00394 дюйма) Остальные шейки 0,09 мм (0,00354 дюйма) Tip:Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените левый кожух распредвала в сборе.
-
-
-
*a Сторона головки блока цилиндров *b Со стороны уравнительного бачкаClick here
ПРОВЕРЬТЕ ВПУСКНОЙ КОЛЛЕКТОР
-
Со стороны головки блока цилиндров:
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности, контактирующей с головкой блока цилиндров.
Максимальное коробление 0,1 мм (0,00394 дюйма) Tip:Если коробление превышает максимально допустимую величину, замените впускной коллектор.
-
-
Со стороны расширительного бачка:
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности, контактирующей с уравнительным бачком.
Максимальное коробление 0,1 мм (0,00394 дюйма) Tip:Если коробление превышает максимально допустимую величину, замените впускной коллектор.
-
-
- Click here
ПРОВЕРЬТЕ ВЫПУСКНОЙ КОЛЛЕКТОР В СБОРЕ
-
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности, контактирующей с головкой блока цилиндров.
Максимальное коробление 0,7 мм (0,0276 дюйма) Tip:Если коробление превышает максимально допустимую величину, замените выпускной коллектор в сборе.
-