TRANSFER ASSEMBLY REASSEMBLY

CAUTION / NOTICE / HINT
PROCEDURE
-
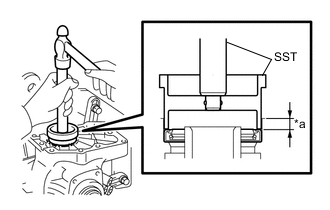
INSTALL REAR TRANSFER DRIVEN PINION BEARING (OUTER RACE)
-
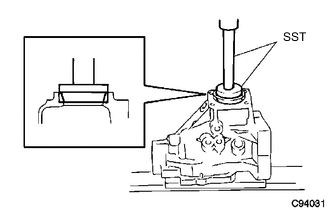
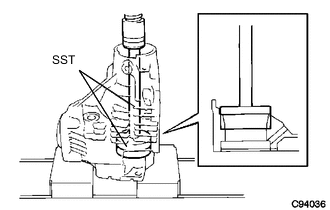
Using SST and a press, install the rear transfer driven pinion bearing (outer race) to the transfer case.
- SST
- 09950-60010 ( 09951-00620 )
- 09950-70010 ( 09951-07150 )
Note
-
Keep the transfer case horizontal using wooden blocks, etc.
-
If the rear transfer driven pinion bearing (outer race) is damaged or deformed, replace it with a new one.
-
Apply gear oil to the rear transfer driven pinion bearing (outer race).
-
-
INSTALL TRANSFER OUTPUT SHAFT WASHER
-
Install the transfer output shaft washer to the transfer case.
Tech Tips
Install the same transfer output shaft washer as the one removed.
-
Apply gear oil to the transfer output shaft washer.
-
-
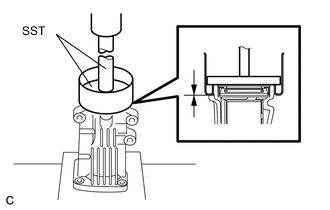
INSTALL FRONT TRANSFER DRIVEN PINION BEARING
-
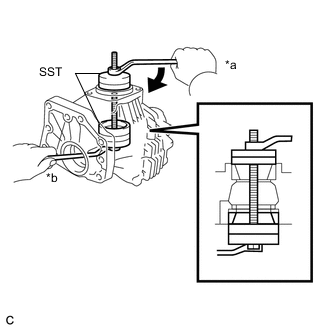
*a Turn *b Hold Apply gear oil to the inner surface of the transfer case.
-
Using SST, install the front transfer driven pinion bearing (outer race) to the transfer case.
- SST
- 09950-60010 ( 09951-00610, 09951-00620, 09951-00650 )
- 09950-60020 ( 09951-00680 )
Note
If the front transfer driven pinion bearing (outer race) is damaged or deformed, replace it with a new one.
-
Apply gear oil to the front transfer driven pinion bearing (outer race).
-
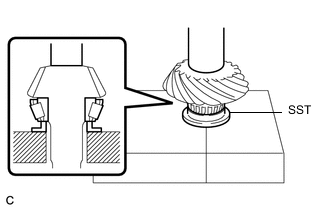
Using SST and a press, install the front transfer driven pinion bearing (inner race) to the driven pinion.
- SST
- 09506-30012
Note
If the front transfer driven pinion bearing (inner race) is damaged or deformed, replace it with a new one.
-
Apply gear oil to the front transfer driven pinion bearing (inner race).
-
-
INSTALL DRIVEN PINION
-
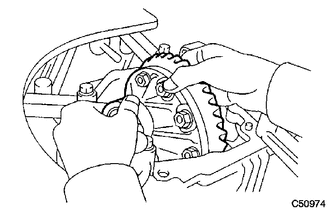
Install the driven pinion to the transfer case.
-
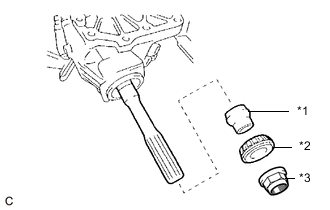
*1 Transfer Pinion Bearing Spacer *2 Rear Transfer Driven Pinion Bearing (inner race) *3 Gear Nut Apply gear oil to the rear transfer driven pinion bearing (inner race).
-
Install a new transfer pinion bearing spacer and rear transfer driven pinion bearing (inner race) to the driven pinion.
Note
If the rear transfer driven pinion bearing (inner race) is damaged or deformed, replace it with a new one.
Tech Tips
Install the transfer pinion bearing spacer with the larger inner diameter facing forward as shown in the illustration.
-
Apply hypoid gear oil LSD to the threads of a new gear nut and its seating surface.
-
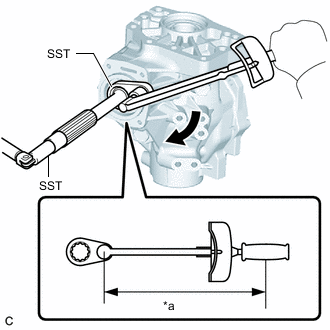
*a Torque Wrench Fulcrum Length Using SST, install the gear nut.
- SST
- 09326-20011
- 09556-16030
- Torque:
- Specified tightening torque
- 270 N*m { 2754 kgf*cm, 4282 kgf*cm, 200 ft.*lbf, 309 ft.*lbf }
Note
Do not stake the gear nut until the final preload, tooth contact and backlash adjustments are completed.
Tech Tips
-
Calculate the torque wrench reading when changing the fulcrum length of the torque wrench.
-
When using SST (fulcrum length of 50 mm (1.97 in.)) + torque wrench (fulcrum length of 840 mm (2.76 ft.)):
255 to 396 N*m (2601 to 4038 kgf*cm, 189 to 292 ft.*lbf)
-
-
ADJUST DRIVEN PINION PRELOAD
-
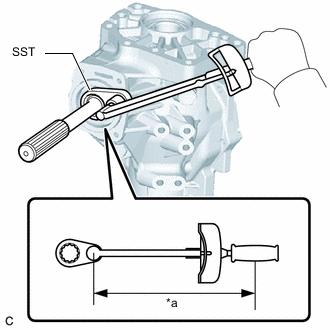
*a Torque Wrench Fulcrum Length Using SST and a torque wrench, measure the driven pinion preload.
- SST
- 09326-20011
Preload (at Starting) Item Preload New bearing 0.7 to 1.4 N*m (8 to 14 kgf*cm, 7 to 12 in.*lbf) Reused bearing 0.5 to 0.9 N*m (6 to 9 kgf*cm, 5 to 7 in.*lbf) Note
-
If the preload is more than the specification, replace the transfer pinion bearing spacer with a new one.
-
If the preload is not sufficient, adjust the driven pinion by tightening the gear nut 5° to 10° and measuring the preload until the preload is within the specification.
-
Even if the tightening torque of the gear nut exceeds the specified torque, if the preload is insufficient, loosen the gear nut once and apply rust preventive oil or hypoid gear oil to the gear nut and to the screw or rear transfer driven pinion bearing (inner race) surface of the driven pinion. Then perform the procedure again. If the tightening torque is less than the specified torque, replace the transfer pinion bearing spacer with a new one and adjust it.
-
Do not loosen the gear nut to reduce the preload.
Tech Tips
-
Calculate the torque wrench reading when changing the fulcrum length of the torque wrench.
-
When using SST (fulcrum length of 50 mm (1.97 in.)) + torque wrench (fulcrum length of 130 mm (5.12 in.)):
Specified Preload (at Starting) Item Preload New bearing 0.5 to 1.0 N*m (6 to 10 kgf*cm, 5 to 8 in.*lbf) Reused bearing 0.3 to 0.6 N*m (4 to 6 kgf*cm, 3 to 5 in.*lbf)
-
-
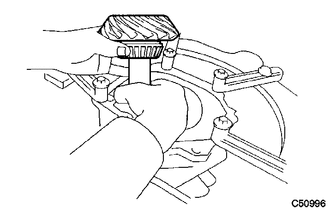
INSTALL RING GEAR
-
Clean the contact surface of the ring gear and transfer ring gear mounting case.
-
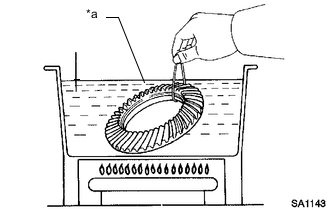
*a Boiling Water Heat the ring gear in boiling water.
-
Carefully remove the ring gear from the boiling water.
-
*a Matchmark After the moisture on the ring gear has completely evaporated, quickly align the matchmarks and set the ring gear to the transfer ring gear mounting case.
-
Apply adhesive to the 12 bolts.
Adhesive Toyota Genuine Adhesive 1324, Three Bond 1324 or equivalent -
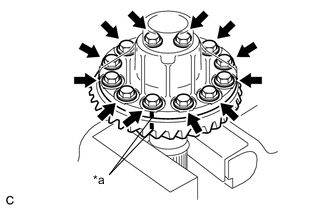
Install the ring gear with the 12 bolts.
- Torque:
- 98.6 N*m { 1005 kgf*cm, 73 ft.*lbf }
Note
-
Tighten the bolts evenly in a diagonal pattern using several steps.
-
Tighten the bolts after the ring gear has cooled down sufficiently.
-
In order to ensure proper sealing of the bolts, apply adhesive to the bolts and install them within 10 minutes of adhesive application.
-
-
INSTALL RING GEAR MOUNTING CASE BEARING
-
for RH side:
-
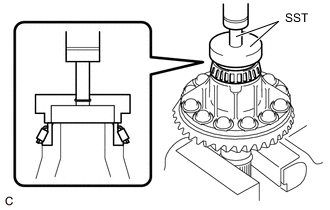
Using SST and a press, install the ring gear mounting case bearing (inner race) to the transfer ring gear mounting case.
- SST
- 09387-00010
- 09950-70010 ( 09951-07100 )
Note
If the ring gear mounting case bearing (inner race) is damaged or deformed, replace it with a new one.
-
Install the ring gear mounting case bearing (outer race) to the transfer ring gear mounting case.
Note
If the ring gear mounting case bearing (outer race) is damaged or deformed, replace it with a new one.
-
Apply gear oil to the ring gear mounting case bearing.
-
-
for LH side:
-
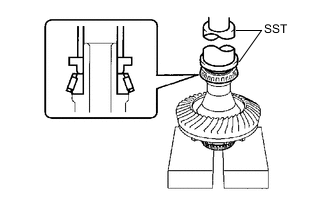
Using SST and a press, install the ring gear mounting case bearing (inner race) to the transfer ring gear mounting case.
- SST
- 09223-00010
- 09726-40010
Note
If the ring gear mounting case bearing (inner race) is damaged or deformed, replace it with a new one.
-
Install the ring gear mounting case plate washer to the transfer case.
Tech Tips
Use a new ring gear mounting case plate washer with the same thickness as the one removed when installing the ring gear mounting case bearing (outer race).
-
Using SST and a press, install the ring gear mounting case bearing (outer race) to the transfer case.
- SST
- 09950-60010 ( 09951-00680 )
- 09950-70010 ( 09951-07200 )
Note
If the ring gear mounting case bearing (outer race) is damaged or deformed, replace it with a new one.
-
Apply gear oil to the ring gear mounting case bearing.
-
-
-
INSTALL TRANSFER RING GEAR MOUNTING CASE
-
Apply gear oil to the transfer ring gear mounting case.
-
Install the transfer ring gear mounting case to the transfer case.
-
-
INSTALL NO. 1 TRANSFER OUTPUT SHAFT SPACER
-
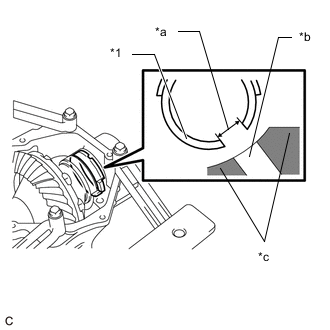
*1 No. 1 Transfer Output Shaft Spacer *a Cutout *b Transfer Case Hole *c Transfer Case Align the cutout on the No. 1 transfer output shaft spacer with the transfer case hole to install it as shown in the illustration.
-
-
INSTALL NO. 2 TRANSFER RING GEAR MOUNTING CASE WASHER
-
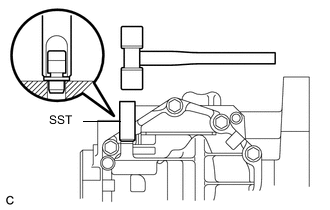
Using a brass bar and a hammer, install the No. 2 transfer ring gear mounting case washer.
Tech Tips
Use a No. 2 transfer ring gear mounting case washer with the same thickness as the one removed.
-
-
INSTALL BEARING CAP
-
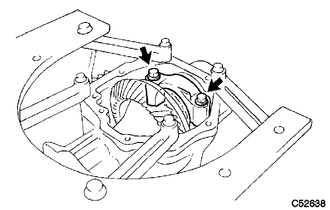
Install the bearing cap to the transfer case with the 2 bolts.
- Torque:
- 63.2 N*m { 644 kgf*cm, 47 ft.*lbf }
-
-
INSPECT RING GEAR BACKLASH
-
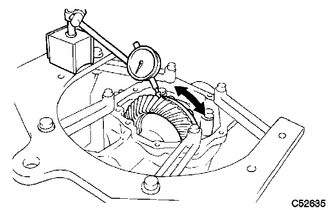
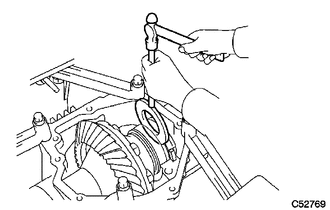
Set a dial indicator perpendicular to a ring gear tooth tip. Secure the driven pinion in place and move the ring gear back and forth to measure the backlash.
Backlash 0.14 to 0.25 mm (0.00552 to 0.00984 in.) Note
Check at least 3 positions on the circumference of the ring gear.
-
*1 Ring Gear Mounting Case Plate Washer If the backlash is outside the specified range, select a ring gear mounting case plate washer from the table below and install it to meet the specified range.
Ring Gear Mounting Case Plate Washer Thickness Mark Thickness mm (in.) Mark Thickness mm (in.) 5Q 1.95 mm (0.0768 in.) 7N 2.67 mm (0.1051 in.) 5R 1.97 mm (0.0776 in.) 7P 2.69 mm (0.1059 in.) 5S 1.99 mm (0.0783 in.) 7Q 2.71 mm (0.1067 in.) 5T 2.01 mm (0.0791 in.) 7R 2.73 mm (0.1075 in.) 5U 2.03 mm (0.0799 in.) 7S 2.75 mm (0.1083 in.) 5V 2.05 mm (0.0807 in.) 7T 2.77 mm (0.1091 in.) 5W 2.07 mm (0.0815 in.) 7U 2.79 mm (0.1098 in.) 5X 2.09 mm (0.0823 in.) 7V 2.81 mm (0.1106 in.) 5Y 2.11 mm (0.0831 in.) 7W 2.83 mm (0.1114 in.) 5Z 2.13 mm (0.0839 in.) 7X 2.85 mm (0.1122 in.) 6F 2.15 mm (0.0846 in.) 7Y 2.87 mm (0.1130 in.) 6G 2.17 mm (0.0854 in.) 7Z 2.89 mm (0.1138 in.) 6H 2.19 mm (0.0862 in.) 8F 2.91 mm (0.1146 in.) 6J 2.21 mm (0.0870 in.) 8G 2.93 mm (0.1154 in.) 6K 2.23 mm (0.0878 in.) 8H 2.95 mm (0.1161 in.) 6L 2.25 mm (0.0886 in.) 8J 2.97 mm (0.1169 in.) 6M 2.27 mm (0.0894 in.) 8K 2.99 mm (0.1177 in.) 6N 2.29 mm (0.0902 in.) 8L 3.01 mm (0.1185 in.) 6P 2.31 mm (0.0909 in.) 8M 3.03 mm (0.1193 in.) 6Q 2.33 mm (0.0917 in.) 8N 3.05 mm (0.1201 in.) 6R 2.35 mm (0.0925 in.) 8P 3.07 mm (0.1209 in.) 6S 2.37 mm (0.0933 in.) 8Q 3.09 mm (0.1217 in.) 6T 2.39 mm (0.0941 in.) 8R 3.11 mm (0.1224 in.) 6U 2.41 mm (0.0949 in.) 8S 3.13 mm (0.1232 in.) 6V 2.43 mm (0.0957 in.) 8T 3.15 mm (0.1240 in.) 6W 2.45 mm (0.0965 in.) 8U 3.17 mm (0.1248 in.) 6X 2.47 mm (0.0972 in.) 8V 3.19 mm (0.1256 in.) 6Y 2.49 mm (0.0980 in.) 8W 3.21 mm (0.1264 in.) 6Z 2.51 mm (0.0988 in.) 8X 3.23 mm (0.1272 in.) 7F 2.53 mm (0.0996 in.) 8Y 3.25 mm (0.1280 in.) 7G 2.55 mm (0.1004 in.) 8Z 3.27 mm (0.1287 in.) 7H 2.57 mm (0.1012 in.) 9D 3.29 mm (0.1295 in.) 7J 2.59 mm (0.1020 in.) 9E 3.31 mm (0.1303 in.) 7K 2.61 mm (0.1028 in.) 9F 3.33 mm (0.1311 in.) 7L 2.63 mm (0.1035 in.) 9G 3.35 mm (0.1319 in.) 7M 2.65 mm (0.1043 in.) 9H 3.37 mm (0.1327 in.)
-
-
INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVEN PINION
-
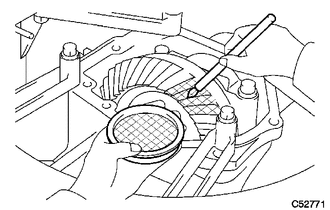
Coat 3 or 4 teeth at 4 different positions on the ring gear with Prussian blue.
-
Rotate the ring gear 10 times or more.
-
Rotate the ring gear to inspect the tooth contact pattern.
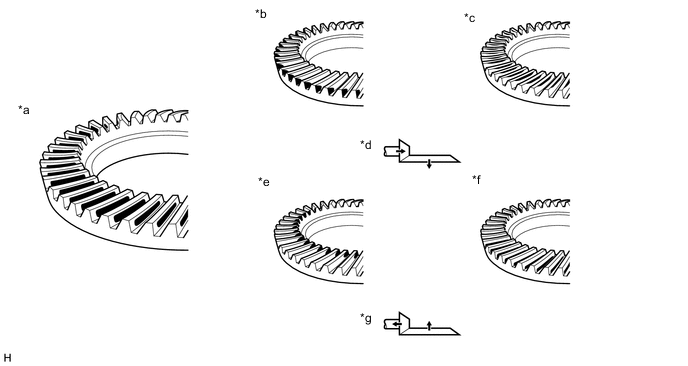
*a Proper Contact *b Heel Contact *c Face Contact *d Select an adjusting washer that will shift the driven pinion closer to the ring gear (*b, *c) *e Toe Contact *f Flank Contact *g Select an adjusting washer that will shift the driven pinion away from the ring gear (*e, *f) - - -
*1 Transfer Output Shaft Washer If the tooth contact pattern is not correct, select a new transfer output shaft washer that is thicker or thinner as necessary and recheck.
Transfer Output Shaft Washer Thickness Mark Thickness mm (in.) Mark Thickness mm (in.) ZA 2.00 mm (0.0787 in.) KB 2.38 mm (0.0937 in.) ZB 2.02 mm (0.0795 in.) LA 2.40 mm (0.0945 in.) ZC 2.04 mm (0.0803 in.) LC 2.42 mm (0.0953 in.) ZD 2.06 mm (0.0811 in.) MB 2.44 mm (0.0961 in.) ZE 2.08 mm (0.0819 in.) NA 2.46 mm (0.0969 in.) AA 2.10 mm (0.0827 in.) NC 2.48 mm (0.0976 in.) AC 2.12 mm (0.0835 in.) PB 2.50 mm (0.0984 in.) BB 2.14 mm (0.0843 in.) QA 2.52 mm (0.0992 in.) CA 2.16 mm (0.0850 in.) QC 2.54 mm (0.1000 in.) CC 2.18 mm (0.0858 in.) RA 2.56 mm (0.1008 in.) DB 2.20 mm (0.0866 in.) RB 2.58 mm (0.1016 in.) EA 2.22 mm (0.0874 in.) RC 2.60 mm (0.1024 in.) EC 2.24 mm (0.0882 in.) SA 2.62 mm (0.1031 in.) FB 2.26 mm (0.0890 in.) SB 2.64 mm (0.1039 in.) GA 2.28 mm (0.0898 in.) SC 2.66 mm (0.1047 in.) GC 2.30 mm (0.0906 in.) TA 2.68 mm (0.1055 in.) HB 2.32 mm (0.0913 in.) TB 2.70 mm (0.1063 in.) JA 2.34 mm (0.0921 in.) TC 2.72 mm (0.1071 in.) JC 2.36 mm (0.0929 in.) - -
-
-
INSPECT AND ADJUST TOTAL PRELOAD
-
*a Torque Wrench Fulcrum Length 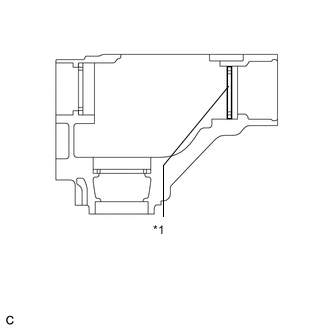
*1 No. 2 Transfer Ring Gear Mounting Case Washer Using SST and a torque wrench, measure the total preload.
- SST
- 09326-20011
Total Preload (at Starting) Item Preload New bearing 0.5 to 0.7 N*m (5.1 to 7.1 kgf*cm, 4.5 to 6.1 in.*lbf) + Driven pinion preload Reused bearing 0.4 to 0.5 N*m (4.1 to 5.0 kgf*cm, 3.6 to 4.4 in.*lbf) + Driven pinion preload Note
Turn the driven pinion counterclockwise and clockwise several times.
Tech Tips
-
Calculate the torque wrench reading when changing the fulcrum length of the torque wrench.
-
When using SST (fulcrum length of 50 mm (1.97 in.)) + torque wrench (fulcrum length of 130 mm (5.12 in.)):
Specified Total Preload (at Starting) Item Preload New bearing 0.4 to 0.5 N*m (4.1 to 5.0 kgf*cm, 3.6 to 4.4 in.*lbf) + Driven pinion preload Reused bearing 0.25 to 0.38 N*m (2.6 to 3.8 kgf*cm, 2.3 to 3.3 in.*lbf) + Driven pinion preload
If the preload is outside the specified range, replace the No. 2 transfer ring gear mounting case washer with one that is thicker or thinner as necessary and recheck.
No. 2 Transfer Ring Gear Mounting Case Washer Thickness Mark Thickness mm (in.) Mark Thickness mm (in.) G7 2.47 mm (0.0972 in.) M7 3.47 mm (0.1366 in.) G8 2.49 mm (0.0980 in.) M8 3.49 mm (0.1374 in.) G9 2.51 mm (0.0988 in.) M9 3.51 mm (0.1382 in.) H0 2.53 mm (0.0996 in.) N0 3.53 mm (0.1390 in.) H1 2.55 mm (0.1004 in.) N1 3.55 mm (0.1398 in.) H2 2.57 mm (0.1012 in.) N2 3.57 mm (0.1406 in.) H3 2.59 mm (0.1020 in.) N3 3.59 mm (0.1413 in.) H4 2.61 mm (0.1028 in.) N4 3.61 mm (0.1421 in.) H5 2.63 mm (0.1035 in.) N5 3.63 mm (0.1429 in.) H6 2.65 mm (0.1043 in.) N6 3.65 mm (0.1437 in.) H7 2.67 mm (0.1051 in.) N7 3.67 mm (0.1445 in.) H8 2.69 mm (0.1059 in.) N8 3.69 mm (0.1453 in.) H9 2.71 mm (0.1067 in.) N9 3.71 mm (0.1461 in.) J0 2.73 mm (0.1075 in.) P0 3.73 mm (0.1469 in.) J1 2.75 mm (0.1083 in.) P1 3.75 mm (0.1476 in.) J2 2.77 mm (0.1091 in.) P2 3.77 mm (0.1484 in.) J3 2.79 mm (0.1098 in.) P3 3.79 mm (0.1492 in.) J4 2.81 mm (0.1106 in.) P4 3.81 mm (0.1500 in.) J5 2.83 mm (0.1114 in.) P5 3.83 mm (0.1508 in.) J6 2.85 mm (0.1122 in.) P6 3.85 mm (0.1516 in.) J7 2.87 mm (0.1130 in.) P7 3.87 mm (0.1524 in.) J8 2.89 mm (0.1138 in.) P8 3.89 mm (0.1531 in.) J9 2.91 mm (0.1146 in.) P9 3.91 mm (0.1539 in.) K0 2.93 mm (0.1154 in.) Q0 3.93 mm (0.1547 in.) K1 2.95 mm (0.1161 in.) Q1 3.95 mm (0.1555 in.) K2 2.97 mm (0.1169 in.) Q2 3.97 mm (0.1563 in.) K3 2.99 mm (0.1177 in.) Q3 3.99 mm (0.1571 in.) K4 3.01 mm (0.1185 in.) Q4 4.01 mm (0.1579 in.) K5 3.03 mm (0.1193 in.) Q5 4.03 mm (0.1587 in.) K6 3.05 mm (0.1201 in.) Q6 4.05 mm (0.1594 in.) K7 3.07 mm (0.1209 in.) Q7 4.07 mm (0.1602 in.) K8 3.09 mm (0.1217 in.) Q8 4.09 mm (0.1610 in.) K9 3.11 mm (0.1224 in.) Q9 4.11 mm (0.1618 in.) L0 3.13 mm (0.1232 in.) R0 4.13 mm (0.1626 in.) L1 3.15 mm (0.1240 in.) R1 4.15 mm (0.1634 in.) L2 3.17 mm (0.1248 in.) R2 4.17 mm (0.1642 in.) L3 3.19 mm (0.1256 in.) R3 4.19 mm (0.1650 in.) L4 3.21 mm (0.1264 in.) R4 4.21 mm (0.1657 in.) L5 3.23 mm (0.1272 in.) R5 4.23 mm (0.1665 in.) L6 3.25 mm (0.1280 in.) R6 4.25 mm (0.1673 in.) L7 3.27 mm (0.1287 in.) R7 4.27 mm (0.1681 in.) L8 3.29 mm (0.1295 in.) R8 4.29 mm (0.1689 in.) L9 3.31 mm (0.1303 in.) R9 4.31 mm (0.1697 in.) M0 3.33 mm (0.1311 in.) S0 4.33 mm (0.1705 in.) M1 3.35 mm (0.1319 in.) S1 4.35 mm (0.1713 in.) M2 3.37 mm (0.1327 in.) S2 4.37 mm (0.1720 in.) M3 3.39 mm (0.1335 in.) S3 4.39 mm (0.1728 in.) M4 3.41 mm (0.1343 in.) S4 4.41 mm (0.1736 in.) M5 3.43 mm (0.1350 in.) S5 4.43 mm (0.1744 in.) M6 3.45 mm (0.1358 in.) S6 4.45 mm (0.1752 in.) -
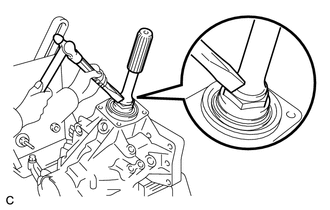
Using a chisel and a hammer, stake the gear nut.
-
-
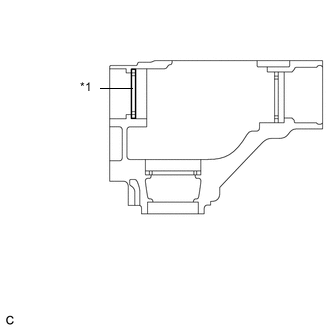
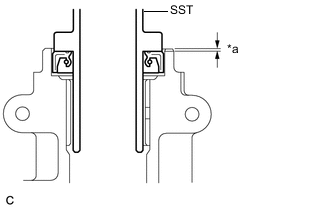
INSTALL TRANSFER CASE OIL SEAL RH
-
Coat the lip of a new transfer case oil seal RH with MP grease.
-
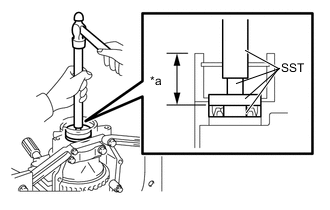
*a Depth Using SST and a hammer, install the transfer case oil seal RH to the transfer case until it reaches the position shown in the illustration.
- SST
- 09950-60010 ( 09951-00340, 09951-00580, 09952-06010 )
- 09950-70010 ( 09951-07150 )
Standard Depth 33.5 to 34.5 mm (1.32 to 1.36 in.) Note
Make sure that the transfer case oil seal RH is not tilted.
-
-
INSTALL TRANSFER CASE OIL SEAL
-
Coat the lip of a new transfer case oil seal with MP grease.
-
*a Depth Using SST and a hammer, install the transfer case oil seal to the transfer case until it reaches the position shown in the illustration.
- SST
- 09608-10010
- 09950-70010 ( 09951-07150 )
Standard Depth 9.5 to 10.5 mm (0.374 to 0.413 in.)
-
-
INSTALL TRANSFER EXTENSION HOUSING TYPE T OIL SEAL
-
Coat the lip of a new transfer extension housing type T oil seal with MP grease.
-
*a Depth Using SST and a hammer, install the transfer extension housing type T oil seal to the transfer extension housing sub-assembly until it reaches the position shown in the illustration.
- SST
- 09325-20010
Standard Depth 1.1 to 1.9 mm (0.0433 to 0.0748 in.)
-
-
INSTALL TRANSFER EXTENSION HOUSING DUST DEFLECTOR
-
Using SST and a press, install a new transfer extension housing dust deflector until it contacts the installation surface as shown in the illustration.
- SST
- 09950-60020 ( 09951-00810 )
- 09950-70010 ( 09951-07150 )
-
-
INSTALL TRANSFER EXTENSION HOUSING SUB-ASSEMBLY
-
Remove any FIPG and be careful not to drop oil on the contact surfaces of the transfer extension housing sub-assembly and transfer case.
-
Degrease the surfaces with a non-residue solvent.
-
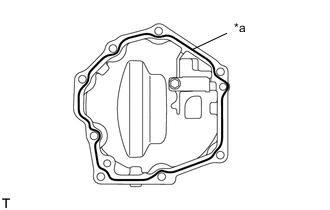
*a FIPG Apply FIPG to the transfer extension housing sub-assembly.
FIPG Toyota Genuine Seal Packing 1281, Three Bond 1281 or equivalent Note
Apply FIPG in a continuous line (width 1.2 mm (0.0472 in.)) along the sealing surface of the transfer extension housing sub-assembly.
-
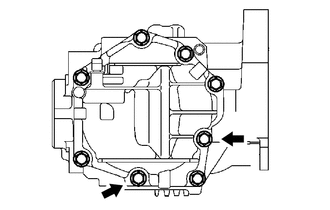
Install the transfer extension housing sub-assembly to the transfer case with the 4 bolts.
- Torque:
- 25.5 N*m { 260 kgf*cm, 19 ft.*lbf }
Note
Assemble the transfer extension housing sub-assembly within 10 minutes of FIPG application.
-
-
REMOVE TRANSFER ASSEMBLY
-
Remove the transfer assembly from the overhaul attachment.
-
-
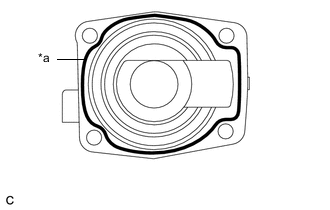
INSTALL TRANSFER CASE STRAIGHT PIN
-
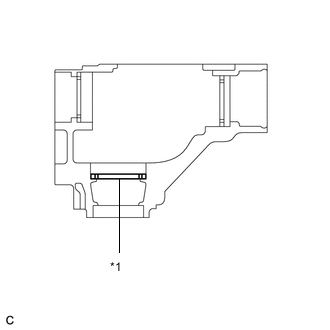
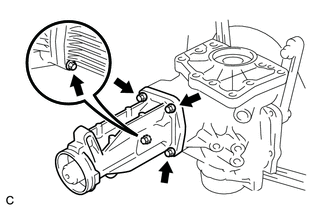
Using a plastic hammer, install the 4 transfer case straight pins to the transfer case at the positions shown in the illustration.
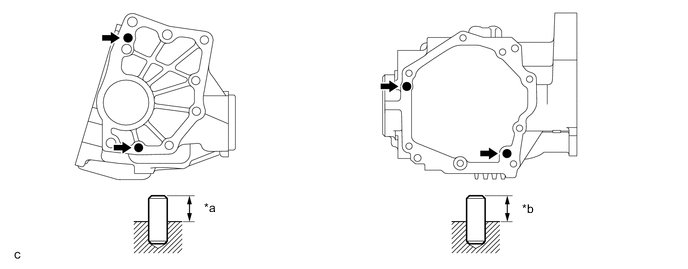
*a 10.8 to 11.8 mm (0.426 to 0.464 in.) *b 5.7 to 6.7 mm (0.225 to 0.263 in.)
-
-
INSTALL BREATHER OIL DEFLECTOR
-
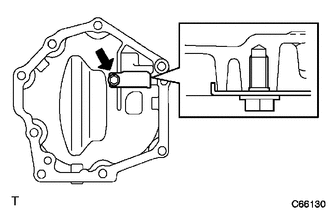
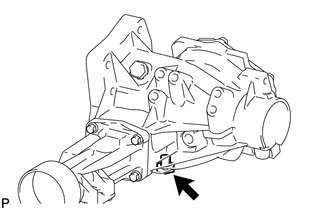
Install the breather oil deflector to the transfer case cover sub-assembly with the bolt.
- Torque:
- 6.5 N*m { 66 kgf*cm, 58 in.*lbf }
-
-
INSTALL TRANSFER CASE COVER SUB-ASSEMBLY
-
Remove any FIPG and be careful not to drop oil on the contact surfaces of the transfer case cover sub-assembly and transfer case.
-
Degrease the surfaces with a non-residue solvent.
-
*a FIPG Apply FIPG to the transfer case cover sub-assembly.
FIPG Toyota Genuine Seal Packing 1281, Three Bond 1281 or equivalent Note
Apply FIPG in a continuous line (width 1.2 mm (0.0472 in.)) along the sealing surface of the transfer case cover sub-assembly.
-
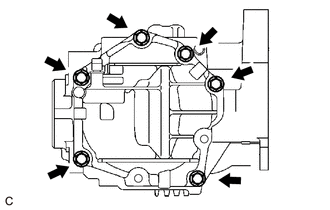
Install the transfer case cover sub-assembly to the transfer case with the 6 bolts.
- Torque:
- 19.6 N*m { 200 kgf*cm, 14 ft.*lbf }
Note
-
Wait for at least 1 hour after installing the transfer case cover sub-assembly before adding transfer oil.
-
Assemble the transfer case cover sub-assembly within 10 minutes after the FIPG application.
-
Install 2 new bolts.
- Torque:
- 19.6 N*m { 200 kgf*cm, 14 ft.*lbf }
-
-
INSTALL TRANSFER CASE BREATHER PLUG
-
Using SST and a hammer, install a new transfer case breather plug to the transfer case cover sub-assembly.
- SST
- 09612-10093 ( 09612-10061 )
-
-
INSTALL TRANSFER DRAIN PLUG
-
Install a new gasket to the transfer drain plug.
-
Install the transfer drain plug to the transfer case.
- Torque:
- 49 N*m { 500 kgf*cm, 36 ft.*lbf }
-
-
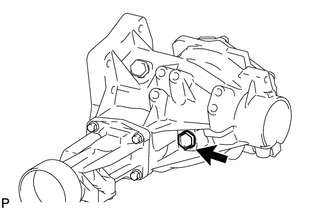
INSTALL NO. 1 TRANSFER CASE PLUG
-
Install a new gasket to the No. 1 transfer case plug.
-
Install the No. 1 transfer case plug to the transfer case.
- Torque:
- 49 N*m { 500 kgf*cm, 36 ft.*lbf }
-
-
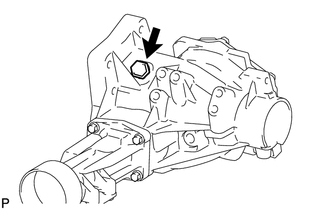
INSTALL NO. 2 TRANSFER CASE PLUG
-
Install a new gasket to the No. 2 transfer case plug.
-
Install the No. 2 transfer case plug to the transfer case.
- Torque:
- 49 N*m { 500 kgf*cm, 36 ft.*lbf }
-
-
INSTALL TRANSFER AND TRANSAXLE SETTING STUD BOLT
-
Install 4 new transfer and transaxle setting stud bolts to the transfer case at the positions shown in the illustration.
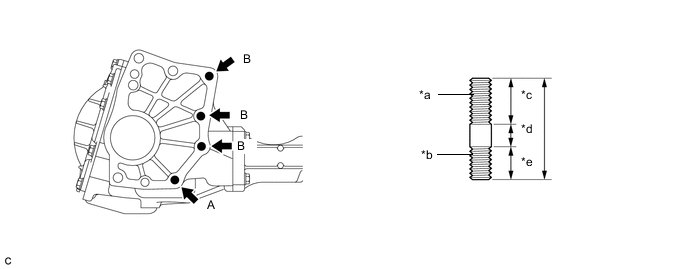
*a Automatic Transaxle Assembly Side *b Transfer Case Side *c 30 mm (1.18 in.) *d 12 mm (0.472 in.) *e 22 mm (0.866 in.) - - - Torque:
- Stud Bolt (A)
- 39.2 N*m { 400 kgf*cm, 29 ft.*lbf }
- Stud Bolt (B)
- 25 N*m { 255 kgf*cm, 18 ft.*lbf }
Note
Install the sealed side of the transfer and transaxle setting stud bolt to the transfer case.
-