БЛОК ДВИГАТЕЛЯ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА № 1 В СБОРЕ
-
Проверните ролик рукой и проверьте, чтобы он вращался плавно.
Tech Tips
Если ролик не вращается плавно, замените рычаг привода клапана № 1 в сборе.
-
-
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note
-
Не допускайте попадания в механизм регулировки зазора в приводе клапана грязи и посторонних частиц.
-
Используйте только чистое моторное масло.
-
Поместите механизм регулировки зазора в приводе клапана в емкость, наполненную моторным маслом.
-
Вставьте наконечник специального инструмента в плунжер механизма регулировки зазора в приводе клапана и надавите на запорный шарик внутри плунжера.
- SST
- 09276-75010
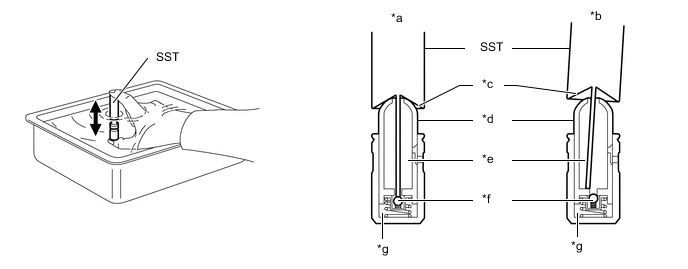
*a Правильно *b Неправильно *c Конусная часть *d Плунжер *e Камера низкого давления *f Запорный шарик *g Камера высокого давления - - -
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер вверх и вниз 5-6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note
Выпуская воздух под высоким давлением из камеры, убедитесь, чтобы наконечник SST действительно прижимал запорный шарик, как показано на рисунке.
Если запорный шарик не прижать, не будет стравливаться воздух.
-
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер рукой.
OK Плунжер перемещается с трудом. Tech Tips
Если плунжер после троекратного удаления воздуха остался сжатым, замените механизм регулировки зазора клапана новым.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
Проверьте распредвал на биение.
-
Установите распредвал на V-образные призмы.
-
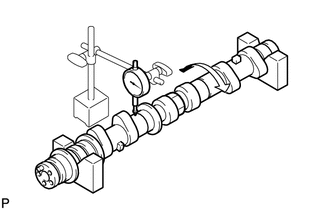
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимально допустимое биение 0,04 мм (0,00157 дюйма) Tech Tips
-
Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
После замены распредвала проверьте масляный зазор.
Нажмите здесь Click here
-
-
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка Параметр / Устройство Заданные условия На впуске 44,318 - 44,418 мм (1,7448 - 1,7487 дюйма) На выпуске 44,341 - 44,441 мм (1,7457 - 1,7496 дюйма) На выпуске (для топливного насоса) 56,450 - 56,550 мм (2,2224 - 2,2264 дюйма) Минимально допустимая высота рабочей части кулачка Параметр / Устройство Заданные условия На впуске 44,168 мм (1,7389 дюйма) На выпуске 44,191 мм (1,7398 дюйма) На выпуске (для топливного насоса) 56,300 мм (2,2165 дюйма) -
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Технические характеристики Шейка №1 35,946-35,960 мм (1,4152-1,4157 дюйма) Для остальных шеек 25,959-25,975 мм (1,0220-1,0226 дюйма) Tech Tips
Если диаметр шейки не соответствует указанному, проверьте масляный зазор.
Нажмите здесь Click here
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
Нажмите здесь Click here
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
Нажмите здесь Click here
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Нажмите здесь Click here
-
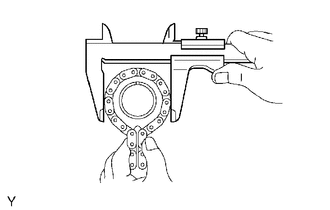
ПРОВЕРЬТЕ ЦЕПЬ В СБОРЕ
-
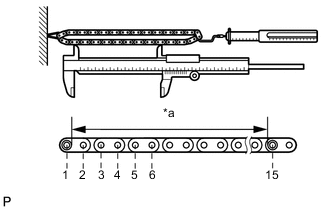
*a Участок измерения С помощью пружинного динамометра натяните цепь с усилием 147 Н (15 кгс, 33 фунт-силы) и измерьте длину цепи с помощью штангенциркуля.
Максимально допустимое удлинение цепи 136,9 мм (5,39 дюйма) Tech Tips
Выполните измерения на 3 произвольно выбранных участках. Если удлинение превышает максимально допустимую величину, замените цепь в сборе.
-
-
ПРОВЕРЬТЕ ЦЕПЬ № 2 В СБОРЕ
-
*a Участок измерения С помощью пружинного динамометра натяните цепь № 2 с усилием 147 Н (15 кгс, 33 фунт-силы) и измерьте длину цепи № 2 с помощью штангенциркуля.
Максимально допустимое удлинение цепи 137,6 мм (5,42 дюйма) Tech Tips
Выполните измерения на 3 произвольно выбранных участках. Если удлинение превышает максимально допустимую величину, замените цепь № 2 в сборе.
-
-
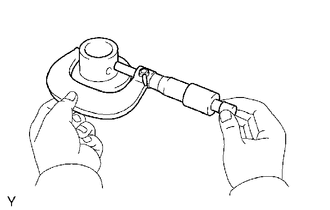
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО ИЛИ ЗВЕЗДОЧКУ КОЛЕНЧАТОГО ВАЛА
-
Оберните цепь вокруг ведущей шестерни или звездочки цепи ГРМ на коленчатом валу.
-
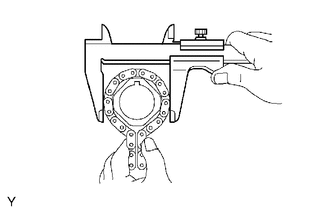
Штангенциркулем измерьте диаметр звездочки с цепью в сборе.
Минимально допустимый диаметр звездочки с цепью 61,4 мм (2,42 дюйма) Tech Tips
-
При измерении штангенциркуль должен касаться роликов цепи.
-
Если диаметр зубчатого колеса меньше минимально допустимого, замените цепь в сборе и ведущую звездочку или ведущее зубчатое колесо цепи ГРМ на коленчатом валу.
-
-
-
ПРОВЕРЬТЕ ПРОМЕЖУТОЧНУЮ ЦЕПНУЮ ШЕСТЕРНЮ В СБОРЕ
-
Оберните цепь в сборе вокруг промежуточной звездочки в сборе.
-
Штангенциркулем измерьте диаметр звездочки с цепью в сборе.
Минимально допустимый диаметр звездочки с цепью 61,4 мм (2,42 дюйма) Tech Tips
-
При измерении штангенциркуль должен касаться роликов цепи.
-
Если диаметр меньше минимально допустимого, замените цепь в сборе и промежуточную звездочку.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ОСИ ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ
-
Микрометром измерьте диаметр вала промежуточной шестерни № 1.
Номинальный диаметр 22,987 - 23,000 мм (0,905 - 0,906 дюйма) -
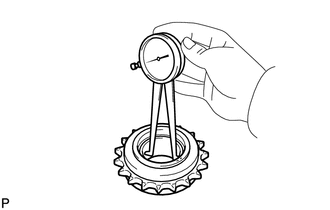
Используя индикатор часового типа для отверстий измерьте внутренний диаметр промежуточной цепной шестерни.
Номинальный диаметр 23,020 - 23,030 мм (0,906 - 0,907 дюйма) -
Вычтите диаметр вала промежуточной шестерни № 1 из диаметра отверстия в промежуточной звездочке.
Номинальный масляный зазор 0,020-0,043 мм (0,00079-0,00169 дюйма) Максимальный допустимый масляный зазор 0,093 мм (0,00366 дюйма) Tech Tips
Если масляный зазор превышает допустимое значение, замените ось промежуточной шестерни № 1 и промежуточную цепную шестерню.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
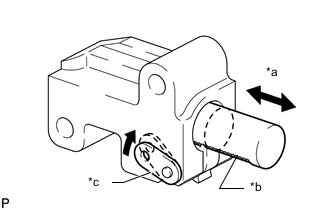
*a Перемещается плавно *b Плунжер *c Стопорная пластина Поверните стопорную пластину по часовой стрелке, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Tech Tips
Если плунжер не движется плавно, замените натяжитель цепи № 1 в сборе.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 2 В СБОРЕ
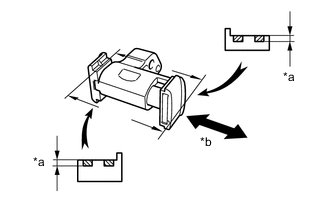
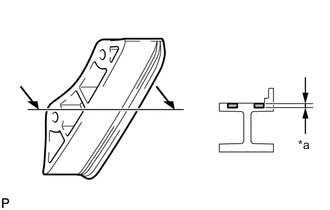
*a Глубина *b Перемещается плавно
-
Убедитесь в плавности хода плунжера.
-
Измерьте глубину износа натяжителя цепи № 2 в сборе.
Максимальная глубина 0,9 мм (0,0354 дюйма) Tech Tips
Если глубина превышает максимально допустимую величину, замените натяжитель цепи № 2.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 3 В СБОРЕ
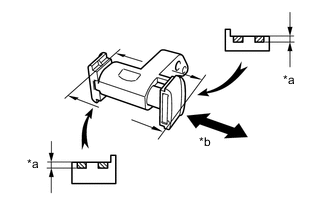
*a Глубина *b Перемещается плавно
-
Убедитесь в плавности хода плунжера.
-
Измерьте глубину износа натяжителя цепи № 3 в сборе.
Максимальная глубина 0,9 мм (0,0354 дюйма) Tech Tips
Если глубина превышает максимально допустимую величину, замените натяжитель цепи № 3.
-
-
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
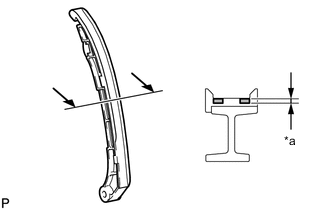
*a Глубина Измерьте глубину износа башмака натяжителя цепи.
Максимальная глубина 1,0 мм (0,0394 дюйма) Tech Tips
Если глубина превышает максимально допустимую величину, замените башмак натяжителя цепи.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
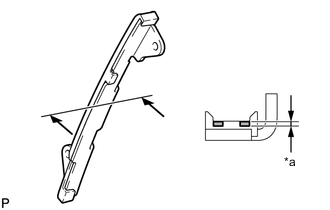
*a Глубина Измерьте глубину износа успокоителя цепи № 1.
Максимальная глубина 1,0 мм (0,0394 дюйма) Tech Tips
Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 2
-
*a Глубина Измерьте глубину износа успокоителя цепи № 2.
Максимальная глубина 1,0 мм (0,0394 дюйма) Tech Tips
Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 2.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
-
Для ряда 1:
-
Очистите крышки подшипников распредвала, правый кожух распредвала и шейки распредвала.
-
Установите распредвалы в правый кожух распредвала.
-
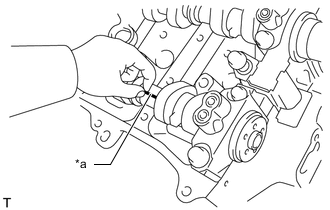
*a Сминаемый пластмассовый калибр Plastigage Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
-
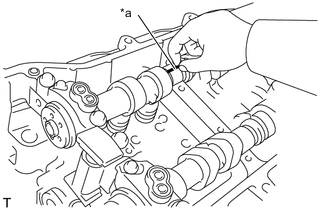
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Note
Не поворачивайте распредвалы.
Нажмите здесь Click here
-
Снять крышки подшипников распределительного вала.
Нажмите здесь Click here
-
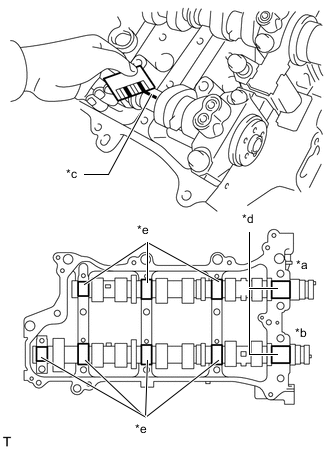
*a Со стороны впуска *b Со стороны выпуска *c Сминаемый пластмассовый калибр Plastigage *d Шейка № 1 *e Остальные шейки Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,031-0,078 мм (0,00122-0,00307 дюйма) Для остальных шеек 0,025 - 0,062 мм (0,00098 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,10 мм (0,00394 дюйма) Для остальных шеек 0,09 мм (0,00354 дюйма) Tech Tips
-
Если масляный зазор превышает максимально допустимую величину, замените распредвал.
-
Если после замены распредвала масляный зазор все же превышает максимально допустимую величину, замените правый кожух распредвала.
-
-
-
Для ряда 2:
-
Очистите крышки подшипников распредвала, левый кожух распредвала и шейки распредвала.
-
Установите распредвалы в левый кожух распредвала.
-
*a Сминаемый пластмассовый калибр Plastigage Поместите на каждую шейку коленчатого вала полоску сминаемого пластичного калибра Plastigage.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Note
Не поворачивайте распредвалы.
Нажмите здесь Click here
-
Снять крышки подшипников распределительного вала.
Нажмите здесь Click here
-
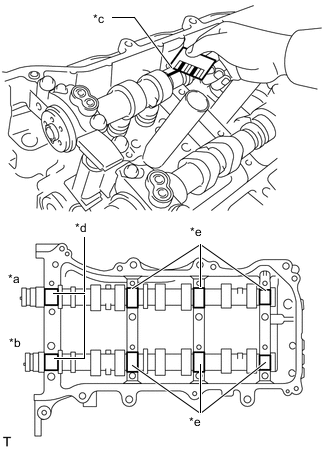
*a Со стороны впуска *b Со стороны выпуска *c Сминаемый пластмассовый калибр Plastigage *d Шейка № 1 *e Остальные шейки Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,031-0,078 мм (0,00122-0,00307 дюйма) Для остальных шеек 0,025 - 0,062 мм (0,00098 - 0,00244 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Шейка распредвала выпускных клапанов № 1 0,10 мм (0,00394 дюйма) Для остальных шеек 0,09 мм (0,00354 дюйма) Tech Tips
-
Если масляный зазор превышает максимально допустимую величину, замените распредвал.
-
Если после замены распредвала масляный зазор все же превышает максимально допустимую величину, замените левый кожух распредвала.
-
-
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КОЛЛЕКТОР
-
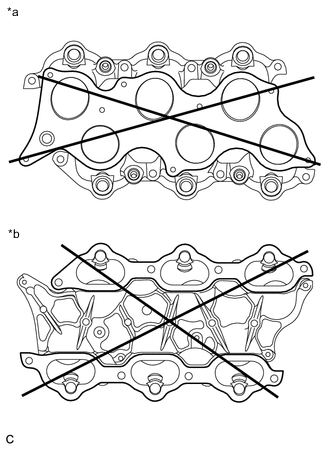
*a Со стороны уравнительного бачка воздухозаборника *b Сторона головки блока цилиндров С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхностей, контактирующих с головкой блока цилиндров и расширительным бачком на впуске воздуха.
Максимальное коробление 0,10 мм (0,00394 дюйма) Tech Tips
Если коробление превышает максимально допустимую величину, замените впускной коллектор.
-