ГОЛОВКА БЛОКА ЦИЛИНДРОВ РЕМОНТ

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
Note
-
В ходе проверки положения впускного клапана отремонтируйте его седло.
-
Отпускайте фрезу постепенно, чтобы получить гладкую поверхность седла впускного клапана.
-

Используя резак с углом заточки 45°, обработайте поверхность седла впускного клапана так, чтобы ширина седла превышала номинальное значение.
-
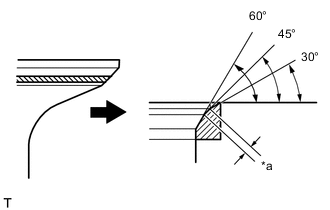
*a Ширина Резцами с углами заточки 30° и 60° подправьте седло клапана так, чтобы клапан касался седла по всему периметру. Касание должно осуществляться в центре седла клапана, а ширина седла клапана должна соответствовать указанному диапазону по всему периметру.
Номинальная ширина 1,0 - 1,4 мм (0,0394 - 0,0551 дюйма) -
Вручную с помощью шлифовальной пасты притрите впускной клапан и его седло.
-
Проверьте положение седла впускного клапана.
-
-
ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
Note
-
В ходе проверки положения выпускного клапана отремонтируйте его.
-
Отпускайте фрезу постепенно, чтобы получить гладкую поверхность седла выпускного клапана.
-

Используя резак с углом заточки 45°, обработайте поверхность седла выпускного клапана так, чтобы ширина седла превышала нормативное значение.
-
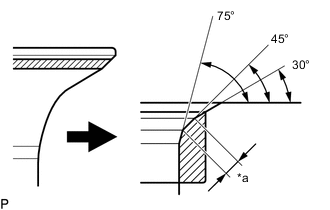
*a Ширина Резцами с углами заточки 30° и 75° подправьте седло клапана так, чтобы клапан касался седла по всему периметру. Касание должно осуществляться в центре седла клапана, а ширина седла клапана должна соответствовать указанному диапазону по всему периметру.
Номинальная ширина 1,2 - 1,6 мм (0,0472 - 0,0630 дюйма) -
Вручную с помощью шлифовальной пасты притрите выпускной клапан и его седло.
-
Проверьте положение седла выпускного клапана.
-