ГОЛОВКА БЛОКА ЦИЛИНДРОВ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ
-
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления поверхностей в местах контакта головки блока цилиндров с блоком цилиндров и коллектором.
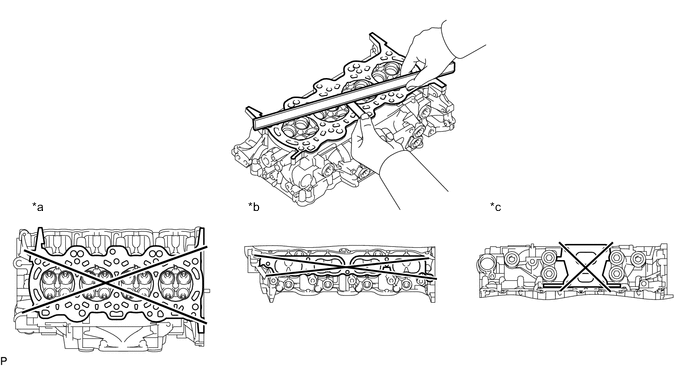
*a Нижняя часть головки блока цилиндров *b Сторона впускного коллектора *c Со стороны выпускного коллектора - - Максимальное коробление Параметр / Устройство Заданные условия Нижняя часть головки блока цилиндров 0,05 мм (0,00197 дюйма) Сторона впускного коллектора 0,10 мм (0,00394 дюйма) Со стороны выпускного коллектора 0,10 мм (0,00394 дюйма) Если коробление превышает максимально допустимую величину, замените головку блока цилиндров в сборе.
-
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
При наличии трещин замените головку блока цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ПРУЖИНУ СЖАТИЯ
-
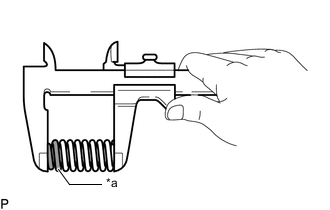
*a Метка, нанесенная краской При помощи штангенциркуля замерьте длину пружины сжатия в свободном состоянии.
Номинальная длина в свободном состоянии Метка, нанесенная краской Заданные условия Белая (пружина сжатия со стороны впуска) 52,17 мм (2,05 дюйма) Фиолетовая (пружина сжатия со стороны выпуска) 61,22 мм (2,41 дюйма) Если длина пружины сжатия в свободном состоянии не соответствует указанному значению, замените пружину.
-
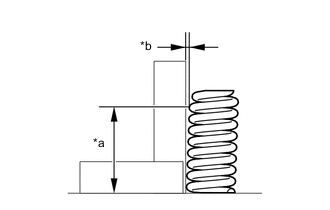
*a 35 мм (1,38 дюйма) *b Отклонение С помощью стального угольника измерьте отклонение пружины сжатия на удалении 35 мм (1,38 дюйма) от нижнего края пружины сжатия.
Максимальное отклонение 1,22 мм (0,0480 дюйма) Максимально допустимый угол 2° Если отклонение пружины сжатия превышает максимально допустимую величину, замените пружину.
-
-
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
-
Микрометром измерьте диаметр штока впускного клапана.
Номинальный диаметр штока 5,470-5,485 мм (0,215-0,216 дюйма) -
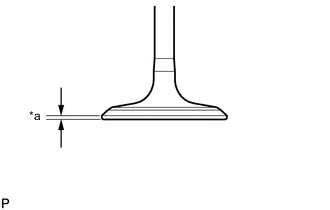
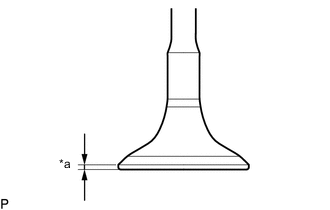
*a Предельно допустимая толщина: Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки впускного клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальная толщина кромки 0,50 мм (0,0197 дюйма) Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
-
С помощью штангенциркуля измерьте полную длину впускного клапана.
Номинальная общая длина 103,92 мм (4,09 дюйма) Минимально допустимая общая длина 103,42 мм (4,07 дюйма) Если общая длина меньше минимально допустимой величины, замените впускной клапан.
-
-
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
-
Микрометром измерьте диаметр штока выпускного клапана.
Номинальный диаметр штока 5,465 - 5,480 мм (0,215 - 0,216 дюйма) -
*a Предельно допустимая толщина: Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки выпускного клапана.
Номинальная толщина кромки 1,0 мм (0,0394 дюйма) Минимальная толщина кромки 0,50 мм (0,0197 дюйма) Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
-
С помощью штангенциркуля измерьте полную длину выпускного клапана.
Номинальная общая длина 112,91 мм (4,45 дюйма) Минимально допустимая общая длина 112,41 мм (4,43 дюйма) Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
-
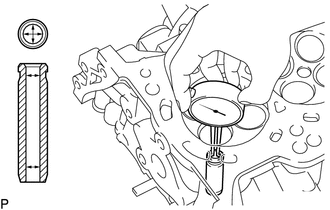
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
Номинальный внутренний диаметр втулки 5,510–5,530 мм (0,217–0,218 дюйма) -
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
Номинальный масляный зазор Параметр / Устройство Номинальное значение Со стороны впуска 0,025-0,060 мм (0,000984-0,00236 дюйма) Со стороны выпуска 0,030–0,065 мм (0,00118–0,00256 дюйма) Максимальный допустимый масляный зазор Параметр / Устройство Номинальное значение Со стороны впуска 0,08 мм (0,00315 дюйма) Со стороны выпуска 0,10 мм (0,00394 дюйма) Если масляный зазор превышает максимально допустимую величину, замените клапан и направляющую втулку клапана.
-
-
ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА
-
Нанесите тонкий слой берлинской лазури на торец впускного клапана.
-
*a Ширина Слегка прижмите рабочую поверхность впускного клапана к его седлу.
Tech Tips
Не вращайте впускной клапан.
-
Проверьте тарелку впускного клапана и седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь видна по всему периметру конуса впускного клапана (в пределах 360°), конус клапана концентричен. Если рабочая фаска на тарелке клапана не концентрична, замените впускной клапан.
-
Если берлинская лазурь распределена по всему седлу впускного клапана (в пределах 360°), направляющая и седло впускного клапана концентричны.
Если рабочая фаска на тарелке клапана не концентрична, повторно обработайте поверхность седла впускного клапана.
-
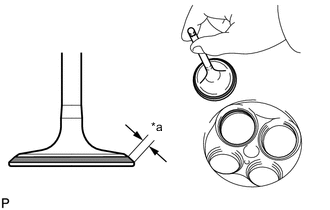
Проверьте ширину зоны контакта седла впускного клапана и тарелки клапана.
Номинальная ширина 1,0-1,4 мм (0,0394-0,0551 дюйма)
-
-
-
ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА
-
Нанесите тонкий слой берлинской лазури на торец выпускного клапана.
-
*a Ширина Слегка прижмите рабочую поверхность выпускного клапана к его седлу.
Tech Tips
Не вращайте выпускной клапан.
-
Проверьте тарелку выпускного клапана и седло клапана в порядке, описанном ниже.
-
Если берлинская лазурь видна по всему периметру конуса выпускного клапана (в пределах 360°), конус клапана концентричен. Если рабочая фаска на тарелке клапана не концентрична, замените выпускной клапан.
-
Если берлинская лазурь распределена по всему седлу выпускного клапана (в пределах 360°), направляющая и седло выпускного клапана концентричны.
Если рабочая фаска на тарелке клапана не концентрична, повторно обработайте поверхность седла выпускного клапана.
-
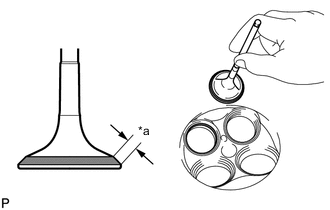
Проверьте ширину зоны контакта седла выпускного клапана и тарелки клапана.
Номинальная ширина 1,2 и 1,6 мм (0,0472 и 0,0630 дюйма)
-
-
-
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
Проверьте распредвал и распредвал № 2.
-
Установите распредвал и распредвал № 2.
Нажмите здесь Click here
-
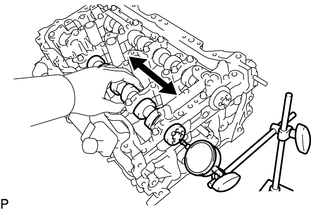
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор распредвала.
Номинальный осевой зазор Параметр / Устройство Заданные условия Распредвал 0,060 - 0,200 мм (0,00236 - 0,00787 дюйма) Распредвал № 2 0,060 - 0,155 мм (0,00236 - 0,00610 дюйма) Максимально допустимый осевой зазор Параметр / Устройство Заданные условия Распредвал 0,215 мм (0,00846 дюйма) Распредвал № 2 0,170 мм (0,00669 дюйма) Если осевой зазор превышает максимально допустимую величину, замените кожух распредвала. Если упорная поверхность повреждена, замените распредвал.
-
-