CYLINDER BLOCK INSPECTION

PROCEDURE
-
INSPECT CYLINDER BLOCK FOR WARPAGE
-
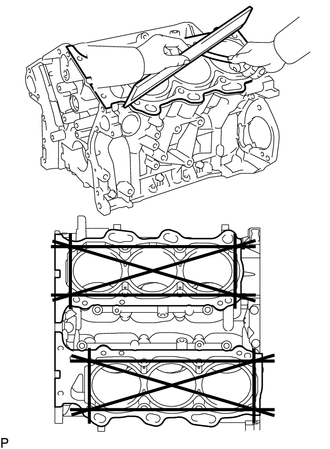
Using a precision straightedge and feeler gauge, measure the warpage of the contact surface of the cylinder head gasket.
Standard warpage 0 to 0.05 mm (0 to 0.00197 in.) Maximum warpage 0.07 mm (0.00276 in.) If the warpage is more than the maximum, replace the cylinder block sub-assembly.
-
-
INSPECT CYLINDER BORE
-
Visually check the cylinder for vertical scratches.
If necessary, replace the cylinder block sub-assembly.
-
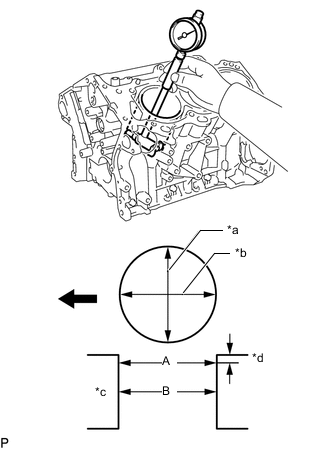
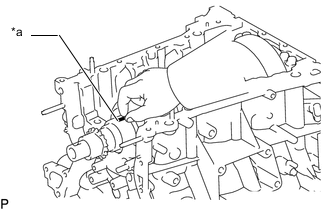
*a Thrust Direction *b Axial Direction *c Center *d 10 mm (0.394 in.) 
Engine Front Using a cylinder gauge, measure the cylinder bore diameter at positions A and B in the thrust and axial directions.
Reference value (New parts) 94.000 to 94.012 mm (3.7008 to 3.7013 in.) Maximum diameter 94.200 mm (3.708 in.) If the average diameter of 4 positions is more than the maximum, replace the cylinder block sub-assembly.
-
-
INSPECT PISTON WITH PIN SUB-ASSEMBLY
-
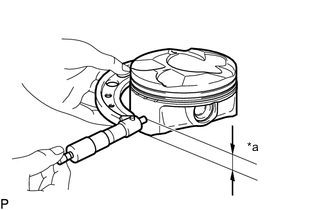
*a 9.2 mm (0.362 in.) Using a micrometer, measure the piston diameter at right angles to the piston center line where the distance from the piston end is as specified.
Reference value (New parts) 93.95 to 93.96 mm (3.698 to 3.699 in.) Minimum diameter 93.830 mm (3.694 in.) If the piston diameter is less than the minimum, replace the piston with pin sub-assembly.
-
-
INSPECT PISTON OIL CLEARANCE
-
Measure the cylinder bore diameter in the thrust directions.
-
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
Reference value (New parts) 0.04 to 0.062 mm (0.00157 to 0.00244 in.) Maximum oil clearance 0.075 mm (0.00295 in.) If the oil clearance is more than the maximum, replace all the pistons. If necessary, replace the cylinder block sub-assembly.
-
-
INSPECT RING GROOVE CLEARANCE
-
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
Standard Ring Groove Clearance Item Specified Condition No. 1 compression ring 0.02 to 0.07 mm (0.00078 to 0.00276 in.) No. 2 compression ring 0.02 to 0.06 mm (0.00078 to 0.00236 in.) Oil ring 0.07 to 0.15 mm (0.00027 to 0.00591 in.) If the clearance is not as specified, replace the piston with pin sub-assembly.
-
-
INSPECT PISTON PIN OIL CLEARANCE
-
Using a caliper gauge, measure the inside diameter of the piston pin hole.
Standard Piston Pin Hole Inside Diameter Mark Specified Condition A 21.998 to 22.001 mm (0.8661 to 0.8662 in.) B 22.001 to 22.004 mm (0.8662 to 0.8663 in.) C 22.004 to 22.007 mm (0.8663 to 0.8664 in.) -
*a 5 mm (0.197 in.) *b 28 mm (1.102 in.) Using a micrometer, measure the piston pin diameter.
Standard Piston Pin Diameter Mark Specified Condition A 21.997 to 22.000 mm (0.8660 to 0.8661 in.) B 22.000 to 22.003 mm (0.8661 to 0.8663 in.) C 22.003 to 22.006 mm (0.8663 to 0.8664 in.) -
Subtract the piston pin diameter measurement from the piston pin hole diameter measurement.
Standard oil clearance -0.002 to 0.004 mm (-0.00007 to 0.00015 in.) Maximum oil clearance 0.015 mm (0.00059 in.) If the oil clearance is more than the maximum, replace the piston with pin sub-assembly.
-
Using a caliper gauge, measure the inside diameter of the connecting rod small end bush.
Standard Bushing Inside Diameter Mark Specified Condition A 22.005 to 22.008 mm (0.8663 to 0.8664 in.) B 22.008 to 22.011 mm (0.8664 to 0.8665 in.) C 22.011 to 22.014 mm (0.8665 to 0.8666 in.) -
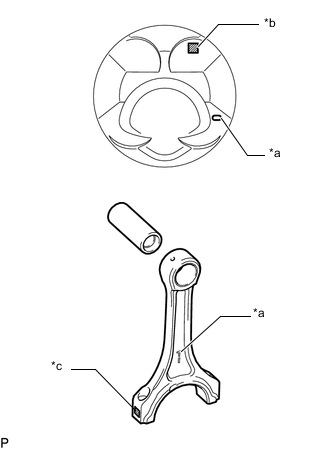
*a Front Mark *b Piston Pin Hole Inside Diameter Mark *c Connecting Rod Bushing Inside Diameter Mark Subtract the piston pin diameter measurement from the bushing inside diameter measurement.
Standard oil clearance 0.005 to 0.011 mm (0.00019 to 0.00043 in.) Maximum oil clearance 0.030 mm (0.00118 in.) If the oil clearance is more than the maximum, replace the connecting rod small end bush. If necessary, replace the connecting rod sub-assembly and piston with pin sub-assembly.
-
-
INSPECT CRANKSHAFT THRUST CLEARANCE
-
Install the crankshaft bearing cap Click here.
-
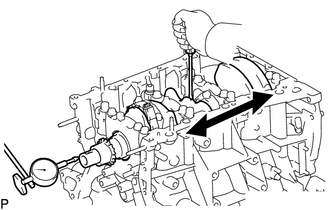
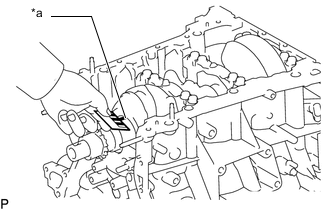
Using a dial indicator, measure the thrust clearance while prying the crankshaft back and forth with a screwdriver.
Standard thrust clearance 0.04 to 0.24 mm (0.00157 to 0.00945 in.) Maximum thrust clearance 0.30 mm (0.0118 in.) If the thrust clearance is more than the maximum, replace the crankshaft thrust washers as a set. If necessary, replace the crankshaft.
Thrust washer thickness 2.43 to 2.48 mm (0.0957 to 0.0976 in.)
-
-
INSPECT PISTON RING END GAP
-
Insert the piston ring into the cylinder bore.
-
Using a piston, push the piston ring slightly beyond the bottom of the ring travel, 110 mm (4.33 in.) from the top of the cylinder block sub-assembly.
-
Using a feeler gauge, measure the end gap.
Standard End Gap Item Specified Condition No. 1 compression ring 0.22 to 0.27 mm (0.00866 to 0.01063 in.) No. 2 compression ring 0.7 to 0.75 mm (0.0276 to 0.0295 in.) Oil ring 0.10 to 0.35 mm (0.00394 to 0.0138 in.) Maximum End Gap Item Specified Condition No. 1 compression ring 0.5 mm (0.0197 in.) No. 2 compression ring 0.85 mm (0.0335 in.) Oil ring 0.6 mm (0.0236 in.) If the end gap is more than the maximum, replace the piston ring. If the end gap is more than the maximum even with a new piston ring, replace the cylinder block sub-assembly.
-
-
INSPECT CONNECTING ROD SUB-ASSEMBLY
-
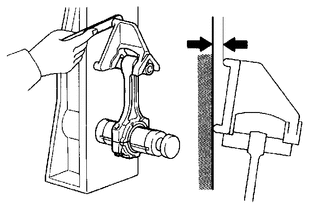
Using a rod aligner and feeler gauge, check the connecting rod alignment.
-
Check for out-of-alignment.
Maximum out-of-alignment 0.05 mm (0.00197 in.) per 100 mm (3.94 in.) If the out-of-alignment is more than the maximum, replace the connecting rod sub-assembly.
-
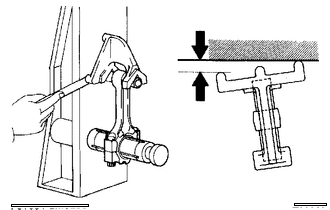
Check for twist.
Maximum twist 0.15 mm (0.00591 in.) per 100 mm (3.94 in.) If the twist is more than the maximum, replace the connecting rod sub-assembly.
-
-
-
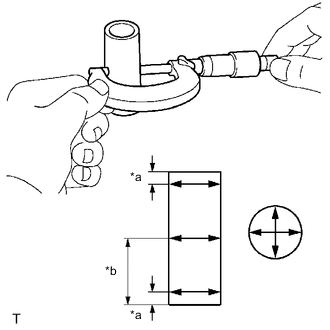
INSPECT CONNECTING ROD BOLT
-
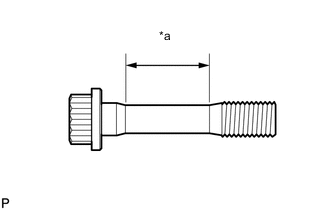
*a Measurement Area Using a vernier caliper, measure the diameter of the bolt at several points within the area shown in the illustration.
Standard diameter 7.2 to 7.3 mm (0.283 to 0.287 in.) Minimum diameter 7.0 mm (0.276 in.) If the diameter is less than the minimum, replace the connecting rod bolt.
Tech Tips
-
Diameter measurements should be done at several points.
-
If the diameter is less than the minimum, replace the connecting rod bolt with a new one. Failure to do so may lead to engine damage.
-
If there is any thread deformation, replace the connecting rod bolt with a new one.
-
-
-
INSPECT CRANKSHAFT
-
Inspect runout.
-
Clean the crank journal.
-
Place the crankshaft on V-blocks.
-
Using a dial indicator, measure the runout at the center journal.
Maximum runout 0.06 mm (0.00236 in.) If the runout is more than the maximum, replace the crankshaft.
-
-
Inspect the main journals.
-
Using a micrometer, measure the diameter of each main journal.
Standard journal diameter 60.988 to 61.000 mm (2.4011 to 2.4016 in.) If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
-
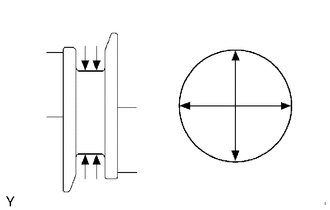
Check each main journal for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round 0.02 mm (0.00078 in.) If the taper and out-of-round is more than the maximum, replace the crankshaft.
-
-
Inspect the crank pins.
-
Using a micrometer, measure the diameter of each crank pin.
Standard crank pin diameter 52.992 to 53.000 mm (2.0863 to 2.0866 in.) If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
-
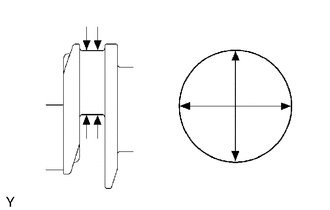
Check each crank pin for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round 0.02 mm (0.00078 in.) If the taper and out-of-round is more than the maximum, replace the crankshaft.
-
-
-
INSPECT CRANKSHAFT OIL CLEARANCE
-
Check the crank journal and crankshaft bearing for pitting and scratches.
-
Install the crankshaft bearing Click here.
-
Place the crankshaft on the cylinder block sub-assembly.
-
*a Plastigage Lay a strip of Plastigage across each journal.
-
Examine the front marks and numbers to install the crankshaft bearing caps on the cylinder block.
Tech Tips
A number is marked on each main bearing cap to indicate the installation position.
-
Install the crankshaft bearing caps Click here.
Note
Do not turn the crankshaft.
-
Remove the crankshaft bearing caps Click here.
-
*a Plastigage Measure the Plastigage at its widest point.
Standard Oil Clearance Item Specified Condition No. 1, No. 4 Journal 0.019 to 0.029 mm (0.00074 to 0.00114 in.) No. 2, No. 3 Journal 0.025 to 0.035 mm (0.00098 to 0.00138 in.) Maximum Oil Clearance Item Specified Condition No. 1, No. 4 Journal 0.050 mm (0.00197 in.) No. 2, No. 3 Journal 0.060 mm (0.00236 in.) If the oil clearance is more than the maximum, replace the bearings. If necessary, replace the crankshaft.
Note
Completely remove the Plastigage after the measurement.
-
If replacing a bearing, replace it with one having the same number. If the number of the bearing cannot be determined, select the correct bearing by adding together the numbers imprinted on the cylinder block and crankshaft, and then refer to the table below for the appropriate bearing number. There are 5 sizes of standard bearings, marked "1", "2", "3", "4" and "5" accordingly.
Tech Tips
EXAMPLE: Cylinder block "11" + Crankshaft "06" = Total number 17 (Use upper bearing "3", lower bearing "4")
Bearing Chart Cylinder Block (A) + Crankshaft (B) Bearing to be used Upper Bearing Lower Bearing 00 to 06 00 to 03 "1" 07 to 12 04 to 09 "2" 13 to 18 10 to 15 "3" 19 to 24 16 to 21 "4" 25 to 28 22 to 28 "5" 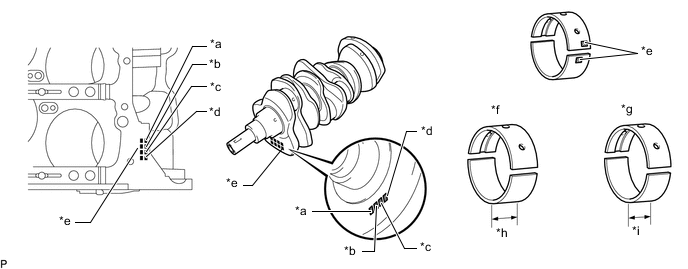
*a No. 1 *b No. 2 *c No. 3 *d No. 4 *e Number Mark *f No. 1 and No. 4 Journal Bearing *g No. 2 and No. 3 Journal Bearing *h 21.0 mm (0.827 in.) *i 18.0 mm (0.709 in.) - - Standard Crankshaft Main Journal Diameter Item Specified Condition Mark "00" 60.999 to 61.000 mm (2.40153 to 2.40157 in.) Mark "01" 60.998 to 60.999 mm (2.40149 to 2.40153 in.) Mark "02" 60.997 to 60.998 mm (2.40145 to 2.40149 in.) Mark "03" 60.996 to 60.997 mm (2.40141 to 2.40145 in.) Mark "04" 60.995 to 60.996 mm (2.40137 to 2.40141 in.) Mark "05" 60.994 to 60.995 mm (2.40133 to 2.40137 in.) Mark "06" 60.993 to 60.994 mm (2.40129 to 2.40133 in.) Mark "07" 60.992 to 60.993 mm (2.40126 to 2.40129 in.) Mark "08" 60.991 to 60.992 mm (2.40122 to 2.40126 in.) Mark "09" 60.990 to 60.991 mm (2.40118 to 2.40122 in.) Mark "10" 60.989 to 60.990 mm (2.40114 to 2.40118 in.) Mark "11" 60.988 to 60.989 mm (2.40110 to 2.40114 in.) Standard Upper Bearing Center Wall Thickness (No. 1 and No. 4 Journal) Item Specified Condition Mark "1" 2.497 to 2.500 mm (0.09831 to 0.09843 in.) Mark "2" 2.500 to 2.503 mm (0.09843 to 0.09854 in.) Mark "3" 2.503 to 2.506 mm (0.09854 to 0.09866 in.) Mark "4" 2.506 to 2.509 mm (0.09866 to 0.09878 in.) Mark "5" 2.509 to 2.512 mm (0.09878 to 0.09890 in.) Standard Lower Bearing Center Wall Thickness (No. 1 and No. 4 Journal) Item Specified Condition Mark "1" 2.478 to 2.481 mm (0.09756 to 0.09768 in.) Mark "2" 2.481 to 2.484 mm (0.09768 to 0.09780 in.) Mark "3" 2.484 to 2.487 mm (0.09780 to 0.09791 in.) Mark "4" 2.487 to 2.490 mm (0.09791 to 0.09803 in.) Mark "5" 2.490 to 2.493 mm (0.09803 to 0.09815 in.) Standard Upper Bearing Center Wall Thickness (No. 2 and No. 3 Journal) Item Specified Condition Mark "1" 2.476 to 2.479 mm (0.09748 to 0.09760 in.) Mark "2" 2.479 to 2.481 mm (0.09760 to 0.09768 in.) Mark "3" 2.481 to 2.485 mm (0.09768 to 0.09783 in.) Mark "4" 2.485 to 2.488 mm (0.09783 to 0.09795 in.) Mark "5" 2.488 to 2.491 mm (0.09795 to 0.09807 in.) Standard Lower Bearing Center Wall Thickness (No. 2 and No. 3 Journal) Item Specified Condition Mark "1" 2.493 to 2.496 mm (0.09815 to 0.09827 in.) Mark "2" 2.496 to 2.499 mm (0.09827 to 0.09839 in.) Mark "3" 2.499 to 2.502 mm (0.09839 to 0.09850 in.) Mark "4" 2.502 to 2.505 mm (0.09850 to 0.09862 in.) Mark "5" 2.505 to 2.508 mm (0.09862 to 0.09874 in.)
-
-
INSPECT CRANKSHAFT BEARING CAP SET BOLT
-
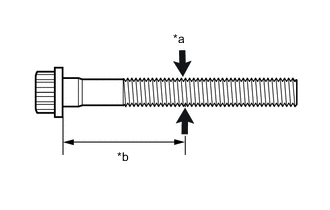
*a Measurement Point *b 47 mm (1.85 in.) Using a vernier caliper, measure the diameter of the threads at the measurement point.
Standard diameter 10.8 to 11.0 mm (0.425 to 0.433 in.) Minimum diameter 10.7 mm (0.421 in.) Measurement point (distance from the seat) 47 mm (1.85 in.) Tech Tips
-
If the diameter is less than the minimum, replace the crankshaft bearing cap set bolt. Failure to do so may lead to engine damage.
-
If there is any thread deformation, replace the crankshaft bearing cap set bolt with a new one.
-
-
-
INSPECT NO. 1 OIL NOZZLE SUB-ASSEMBLY
-
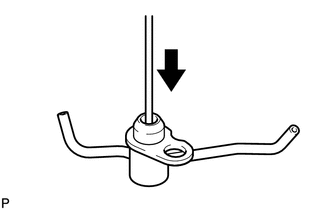
Push the check valve with a pin to check if it is stuck.
Tech Tips
If the check valve is stuck, replace the No. 1 oil nozzle sub-assembly.
-
Push the check valve with a pin to check if it moves smoothly.
If the check valve does not move smoothly, clean or replace the No. 1 oil nozzle sub-assembly.
-
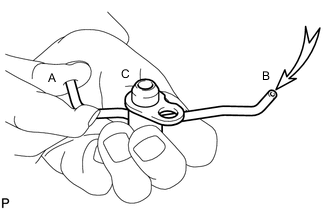
While covering A, blow air into B. Check that air does not leak through C. Perform the check again while covering B and blowing air into A.
If air leaks, clean or replace the No. 1 oil nozzle sub-assembly.
-
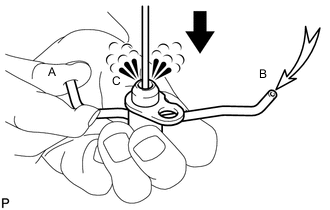
Push the check valve while covering A, and blow air into B. Check that air passes through C. Perform the check again while covering B, pushing the check valve and blowing air into A.
If air does not pass through C, clean or replace the No. 1 oil nozzle sub-assembly.
-