БЛОК ДВИГАТЕЛЯ ПРОВЕРКА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ РЫЧАГ ПРИВОДА КЛАПАНА № 1 В СБОРЕ
-
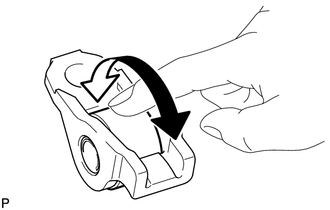
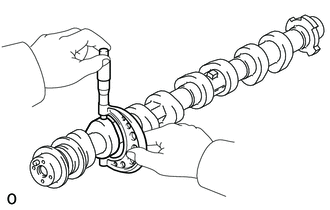
Проверните ролик рукой и проверьте, чтобы он вращался плавно.
Если ролик не вращается плавно, замените рычаг привода клапана № 1 в сборе.
-
-
ПРОВЕРЬТЕ МЕХАНИЗМ РЕГУЛИРОВКИ ЗАЗОРА В ПРИВОДЕ КЛАПАНА В СБОРЕ
Note
-
Не допускайте попадания грязи и посторонних частиц в механизм регулировки зазора в приводе клапанов.
-
Используйте только чистое моторное масло.
-
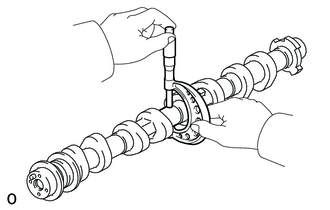
Поместите механизм регулировки клапанного зазора в емкость, наполненную свежим моторным маслом.
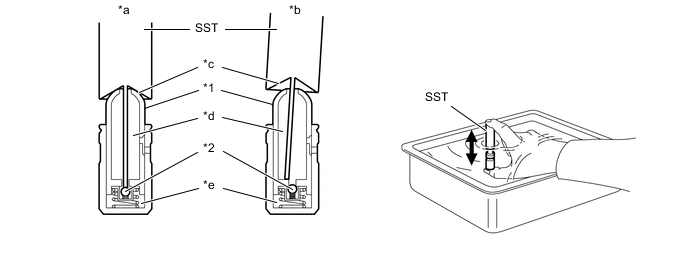
*1 Плунжер *2 Запорный шарик *a Правильно *b Неправильно *c Конусная часть *d Камера низкого давления *e Камера высокого давления - - -
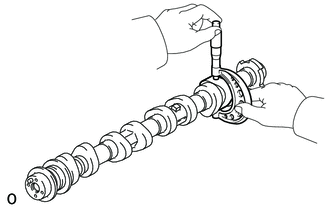
Вставьте наконечник специального инструмента в плунжер механизма регулировки зазора в приводе клапана и надавите на запорный шарик внутри плунжера.
- SST
- 09276-75010
-
Прижав SST к механизму регулировки зазора в приводе клапанов в сборе, переместите плунжер вверх и вниз 5-6 раз.
-
Проверьте ход плунжера и выпустите воздух.
OK Плунжер перемещается вверх и вниз. Note
Выпуская воздух под высоким давлением из камеры, убедитесь, чтобы наконечник SST действительно прижимал запорный шарик, как показано на рисунке. Если запорный шарик не прижать, не будет стравливаться воздух.
-
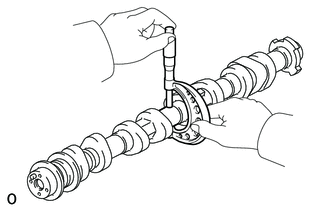
После выпуска воздуха извлеките SST. Затем попробуйте быстро и с усилием нажать на плунжер пальцем.
OK Плунжер перемещается с трудом. При неудовлетворительном результате замените механизм регулировки зазора в приводе клапана.
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ
-
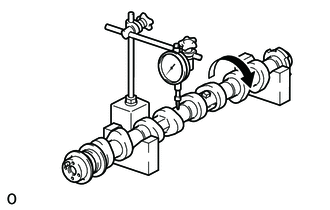
Проверьте биение распредвала.
-
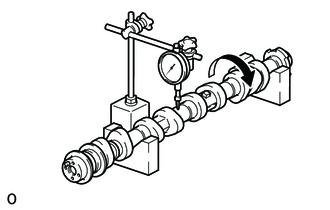
Установите распредвал на V-образные призмы.
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал.
-
-
Проверьте кулачки распредвала. (для впускного клапана)
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка 44,183 - 44,283 мм (1,73948 - 1,74342 дюйма) Минимально допустимая высота рабочей части кулачка 44,073 мм (1,73515 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте кулачки распредвала. (для привода топливного насоса)
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка 40,554 - 40,654 мм (1,59661 - 1,60055 дюйма) Минимально допустимая высота рабочей части кулачка 40,554 мм (1,59661 дюйма) Если высота выступа кулачка меньше минимально допустимой величины, замените распредвал.
-
-
Проверьте шейки распредвала.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Номинальное значение Для шейки №1 34,449 - 34,465 мм
(1,356 - 1,357 дюйма)
Для остальных шеек 22,959 - 22,975 мм
(0,904 - 0,905 дюйма)
Если диаметр шейки не соответствует требованиям, проверьте масляный зазор распредвала.
Нажмите здесь Click here
-
-
-
ПРОВЕРЬТЕ РАСПРЕДВАЛ № 2
-
Проверьте биение распредвала № 2.
-
Поместите распредвал № 2 на V-образные призмы.
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,03 мм (0,00118 дюйма) Если радиальное биение превышает максимально допустимую величину, замените распредвал № 2.
Tech Tips
После замены распредвала № 2 проверьте масляный зазор распредвала.
Нажмите здесь Click here
-
-
Проверьте кулачки распредвала.
-
Микрометром измерьте высоту рабочей части кулачков.
Номинальная высота рабочей части кулачка 43,533 - 43,633 мм (1,71389 - 1,71783 дюйма) Минимально допустимая высота рабочей части кулачка 43,423 мм (1,70956 дюйма) Если высота рабочей части кулачка меньше минимально допустимой, замените распредвал № 2.
Tech Tips
После замены распредвала № 2 проверьте масляный зазор распредвала.
Нажмите здесь Click here
-
-
Проверьте шейки распредвала.
-
Микрометром измерьте диаметр шейки.
Номинальный диаметр шейки Параметр / Устройство Номинальное значение Для шейки №1 34,449 - 34,465 мм
(1,356 - 1,357 дюйма)
Остальные шейки 22,959 - 22,975 мм
(0,904 - 0,905 дюйма)
Если диаметр шейки не соответствует требованиям, проверьте масляный зазор распредвала.
Нажмите здесь Click here
-
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА В СБОРЕ
-
Закрепите распредвал в тисках между алюминиевыми пластинами.
Note
Действуйте осторожно, чтобы не повредить распредвал.
-
Установите зубчатое колесо распредвала в сборе на распредвал.
Нажмите здесь Click here
-
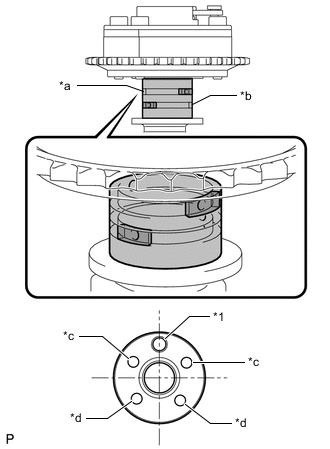
Проверьте замок зубчатого колеса распредвала.
-
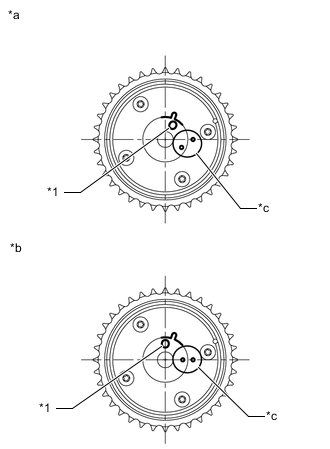
*1 Отверстие для поршневого пальца *a Стопорный штифт отпущен *b Стопорный штифт заблокирован *c Точка проверки блокировки Убедитесь, что зубчатое колесо распредвала зафиксировано.
-
-
Извлеките стопорный штифт.
-
Очистите шейки распредвала не оставляющим осадка растворителем.
-
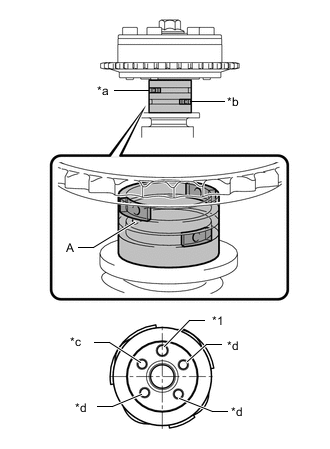
*1 Штифт *a Канал запаздывания *b Канал опережения *c Открыта *d Закрыто 
Кусок резины 
Виниловая лента Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
Tech Tips
Четыре отверстия масляных каналов расположены в проточках распредвала. Закройте 3 канала резиновыми пробками.
-
Откройте отверстие канала A, показанное на рисунке.
-
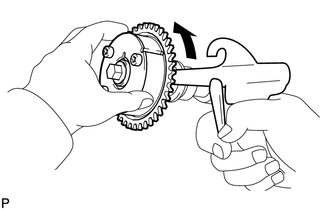
Подайте воздух в масляный канал под давлением примерно 200 кПа (2,0 кгс/см2, 29 фунта на кв. дюйм), а затем поверните зубчатое колесо распредвала рукой в сторону опережения (против часовой стрелки).
Note
-
Перед тем, как подать давление, закройте каналы куском ткани, чтобы предотвратить разбрызгивание масла.
-
Не допускайте блокировки зубчатого колеса распредвала в сборе. Если оно блокируется, снова освободите стопорный штифт.
Tech Tips
-
Зубчатое колесо распредвала в сборе должно вращаться в направлении опережения без приложения каких-либо усилий.
-
Если не удается создать достаточное давление воздуха из-за утечек через порт, освободить стопорный штифт может быть трудно.
-
-
-
Проверьте плавность вращения.
-
2-3 раза поверните зубчатое колесо распредвала в пределах угла его поворота (26,5-28,5°), но не доводите его до положения, соответствующего предельному углу запаздывания. Убедитесь, что зубчатое колесо вращается свободно.
Note
Не допускайте блокировки зубчатого колеса распредвала в сборе.
Если оно блокируется, снова освободите стопорный штифт.
-
-
Снимите с распредвала виниловую ленту и резиновые пробки.
-
Выверните болт и снимите зубчатое колесо распредвала.
Нажмите здесь Click here
-
Наденьте цепь на зубчатое колесо распредвала.
-
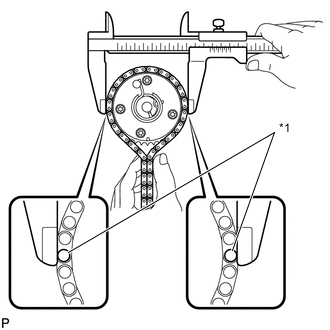
Проверьте диаметр зубчатого колеса распредвала в сборе.
-
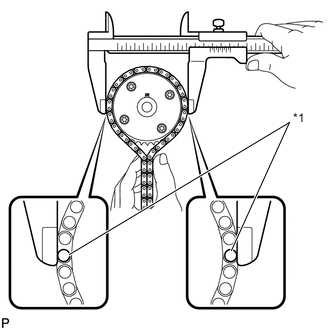
*1 Ролик цепи С помощью штангенциркуля измерьте диаметр зубчатого колеса распредвала с цепью в сборе.
Минимальный диаметр (с цепью в сборе) 115,12 мм (4,53227 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь в сборе и зубчатое колесо распредвала.
-
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО РАСПРЕДВАЛА ВЫПУСКНЫХ КЛАПАНОВ В СБОРЕ
-
Закрепите распредвал № 2 в тисках между алюминиевыми пластинами.
Note
Соблюдайте осторожность, чтобы не повредить распредвал № 2.
-
Установите зубчатое колесо распредвала выпускных клапанов в сборе на распредвал № 2.
Нажмите здесь Click here
-
Извлеките стопорный штифт.
-
Очистите шейку распредвала № 2 не оставляющим осадка растворителем.
-
*1 Штифт *a Канал опережения *b Канал запаздывания *c Открыто *d Закрыто Кусок резины Виниловая лента Закройте 4 масляных канала на шейке распредвала виниловой лентой, как показано на рисунке.
Tech Tips
В проточках распредвала № 2 расположены 4 отверстия масляных каналов. Закройте 2 канала резиновыми пробками.
-
Проколите отверстие в виниловой ленте, закрывающей 2 масляных отверстия, которые не заделаны резиновыми пробками.
-
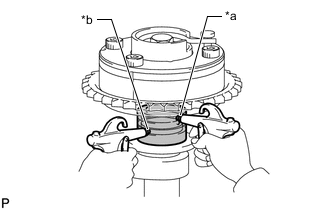
*a Канал опережения *b Канал запаздывания Подайте воздух под давлением около 200 кПа (2,0 кгс/см2, 29 фунтов на кв. дюйм) в два открытых канала (со стороны канала опережения и со стороны канала запаздывания).
Note
Перед тем, как подать давление, закройте каналы куском ткани, чтобы предотвратить разбрызгивание масла.
-
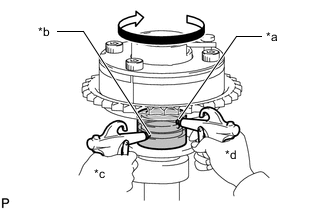
*a Канал опережения *b Канал запаздывания *c Поддержание давления *d Уменьшение давления Убедитесь, что при снижении давления воздуха, действующего в канале со стороны опережения, зубчатое колесо распредвала выпускных клапанов поворачивается в направлении запаздывания.
Tech Tips
Если извлечь стопорный штифт, зубчатое колесо распредвала выпускных клапанов поворачивается в направлении запаздывания.
-
Когда зубчатое колесо распредвала выпускных клапанов займет положение, соответствующее максимальному запаздыванию, уменьшите давление воздуха в канале со стороны проточки опережения, а затем – в канал со стороны проточки запаздывания.
Note
Сначала прекратите подачу воздуха в канал со стороны проточки опережения. Если сначала сбросить давление воздуха в канале со стороны запаздывания, зубчатое колесо распредвала выпускных клапанов может резко повернуться в сторону опережения, что может привести к поломке стопорного штифта или других деталей.
-
-
Проверьте плавность вращения.
-
Два-три раза поверните зубчатое колесо распредвала выпускных клапанов в сборе в пределах его диапазона поворота (21,5-23,5°), но не доводите его до положения, соответствующего максимальному углу опережения. Убедитесь, что зубчатое колесо вращается свободно.
Note
Когда сбрасывается давление воздуха в канале со стороны опережения, а затем – в канале со стороны запаздывания, зубчатое колесо под действием вспомогательной пружины центробежного регулятора опережения автоматически возвращается в положение наибольшего опережения и фиксируется. Перед проверкой плавности вращения постепенно сбросьте давление воздуха со стороны проточки запаздывания.
-
-
Снимите виниловую ленту и резиновые пробки с распредвала № 2.
-
Выверните болт и снимите зубчатое колесо распредвала выпускных клапанов.
Нажмите здесь Click here
-
Наденьте цепь на зубчатое колесо распредвала выпускных клапанов.
-
Проверьте диаметр зубчатого колеса распредвала выпускных клапанов в сборе.
-
*1 Ролик цепи С помощью штангенциркуля измерьте диаметр зубчатого колеса распредвала выпускных клапанов с цепью в сборе.
Минимальный диаметр (с цепью в сборе) 115,12 мм (4,53227 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр меньше минимально допустимого, замените цепь в сборе и зубчатое колесо распредвала выпускных клапанов.
-
-
-
ПРОВЕРЬТЕ ЦЕПЬ В СБОРЕ
-
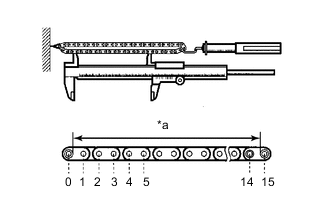
*a Участок измерения Пружинным динамометром потяните за цепь в сборе с усилием 147 Н (15 кгс, 33,0 фунта-силы), как показано на рисунке.
-
С помощью штангенциркуля измерьте длину 15 звеньев.
Максимально допустимое удлинение цепи 137,7 мм (5,42 дюйма) Tech Tips
Выполните измерения на 3 произвольно выбранных участках.
Если удлинение превышает максимально допустимую величину, замените цепь в сборе.
-
-
ПРОВЕРЬТЕ ЗУБЧАТОЕ КОЛЕСО ИЛИ ЗВЕЗДОЧКУ КОЛЕНЧАТОГО ВАЛА
-
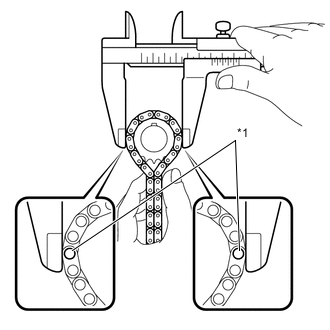
*1 Ролик цепи Оберните цепь вокруг ведущей шестерни или звездочки цепи ГРМ на коленчатом валу.
-
Штангенциркулем измерьте диаметр ведущей шестерни или звездочки цепи ГРМ на коленчатом валу с цепью в сборе.
Минимальный диаметр звездочки (с цепью в сборе) 59,94 мм (2,36 дюйма) Tech Tips
При измерении штангенциркуль должен касаться роликов цепи.
Если диаметр зубчатого колеса меньше минимально допустимого, замените цепь в сборе и ведущую звездочку или ведущее зубчатое колесо цепи ГРМ на коленчатом валу.
-
-
ПРОВЕРЬТЕ НАТЯЖИТЕЛЬ ЦЕПИ № 1 В СБОРЕ
-
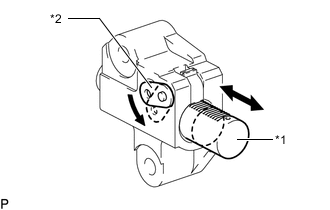
*1 Плунжер *2 Стопорная пластина Поверните стопорную пластину против часовой стрелки, чтобы освободить фиксатор. Нажмите на плунжер и убедитесь, что он перемещается плавно.
Если необходимо, замените натяжитель цепи № 1 в сборе.
-
-
ПРОВЕРЬТЕ БАШМАК НАТЯЖИТЕЛЯ ЦЕПИ
-
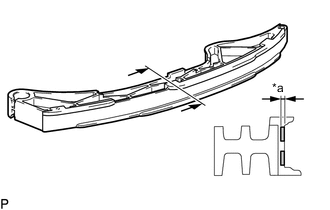
*a Глубина С помощью штангенциркуля измерьте глубину износа башмака натяжителя цепи.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените башмак натяжителя цепи.
-
-
ПРОВЕРЬТЕ УСПОКОИТЕЛЬ ЦЕПИ № 1
-
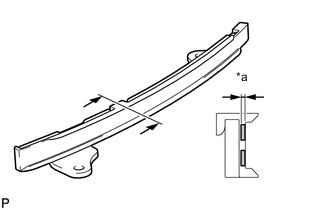
*a Глубина С помощью штангенциркуля измерьте глубину износа успокоителя цепи № 1.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените успокоитель цепи № 1.
-
-
ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ЦЕПНОГО ПРИВОДА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
-
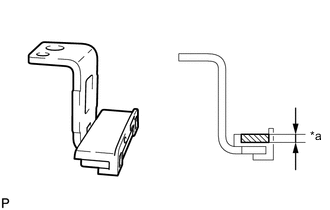
*a Глубина С помощью штангенциркуля измерьте глубину износа направляющей цепного привода газораспределительного механизма.
Максимальная глубина 1,0 мм (0,0394 дюйма) Если глубина превышает максимально допустимую величину, замените направляющую цепного привода газораспределительного механизма.
-
-
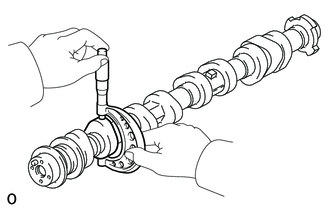
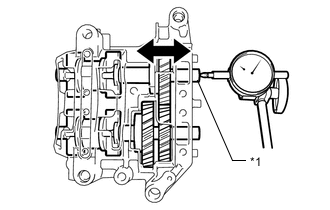
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР УРАВНОВЕШИВАЮЩЕГО ВАЛА
-
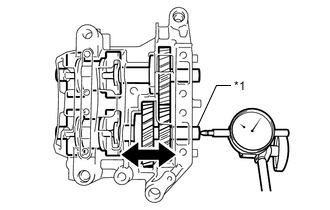
*1 Уравновешивающий вал № 1 Смещая уравновешивающий вал № 1 в осевом направлении, индикатором часового типа измерьте осевой зазор уравновешивающего вала.
Номинальный осевой зазор 0,07 - 0,11 мм (0,00276 - 0,00433 дюйма) Максимально допустимый осевой зазор 0,11 мм (0,00433 дюйма) Если осевой зазор уравновешивающего вала превышает максимально допустимую величину, замените балансировочный узел двигателя в сборе.
-
*1 Уравновешивающий вал № 2 Смещая уравновешивающий вал № 2 в осевом направлении, индикатором часового типа измерьте осевой зазор уравновешивающего вала.
Номинальный осевой зазор 0,07 - 0,11 мм (0,00276 - 0,00433 дюйма) Максимально допустимый осевой зазор 0,11 мм (0,00433 дюйма) Если осевой зазор уравновешивающего вала превышает максимально допустимую величину, замените балансировочный узел двигателя в сборе.
-
-
ПРОВЕРЬТЕ БОКОВОЙ ЗАЗОР УРАВНОВЕШИВАЮЩЕГО ВАЛА
-
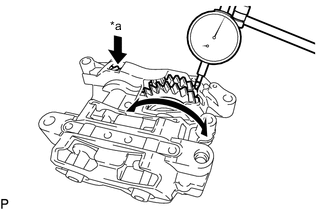
*a Зафиксируйте Зафиксируйте уравновешивающий вал № 2 на месте и с помощью индикатора часового типа измерьте боковой зазор уравновешивающих валов № 1 и № 2, как показано на рисунке.
Номинальный боковой зазор 0,04 - 0,16 мм (0,00157 - 0,00630 дюйма) Максимальный зазор 0,16 мм (0,00630 дюйма) Note
Выполните измерения не менее чем в 3 зонах по окружности уравновешивающих валов № 1 и № 2.
Если боковой зазор превышает максимально допустимый, замените балансировочный узел двигателя.
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
-
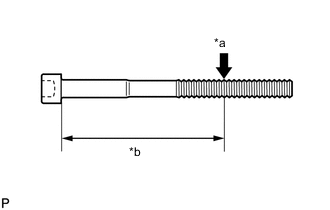
*a Точка измерения *b Приблизительно 106 мм (4,17 дюйма) С помощью штангенциркуля определите диаметр резьбы в точке измерения.
Номинальный диаметр 10,85-11,00 мм (0,427-0,433 дюйма) Минимально допустимый диаметр 10,6 мм (0,417 дюйма) Tech Tips
-
Если диаметр меньше минимально допустимого, замените установочный болт головки блока цилиндров. Несоблюдение данного указания может привести к повреждению двигателя.
-
В случае повреждения резьбы замените установочный болт крепления головки цилиндра.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
Note
Не поворачивайте распредвалы.
-
Очистите крышки подшипников распредвала, кожух распредвала в сборе и шейки распредвала.
-
Установите распредвалы в кожух распредвала.
-
*1 Сминаемый пластмассовый калибр Plastigage Положите полоски Plastigage на все шейки распределительного вала.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Нажмите здесь Click here
Note
-
Не допускайте попадания моторного масла на крышку подшипника распредвала.
-
При установке не поворачивайте распредвал и распредвал № 2.
-
-
Снять крышки подшипников распределительного вала.
Нажмите здесь Click here
Note
При снятии не поворачивайте распредвал и распредвал № 2.
-
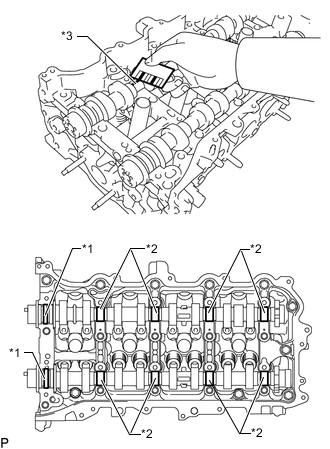
*1 Шейка № 1 *2 Для остальных шеек *3 Сминаемый пластмассовый калибр Plastigage Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Параметр / Устройство Заданные условия Для шейки распредвала впускных клапанов №1 0,035 - 0,072 мм
(0,00138 - 0,00283 дюйма)
Шейка распредвала выпускных клапанов № 1 0,049 - 0,086 мм
(0,00193 - 0,00339 дюйма)
Для остальных шеек 0,025 - 0,062 мм
(0,00098 - 0,00244 дюйма)
Максимальный допустимый масляный зазор Параметр / Устройство Заданные условия Для шейки распредвала впускных клапанов №1 0,085 мм (0,00335 дюйма) Шейка распредвала выпускных клапанов № 1 0,095 мм (0,00374 дюйма) Для остальных шеек 0,085 мм (0,00335 дюйма) Если масляный зазор распредвала превышает максимально допустимую величину, замените распредвал.
При необходимости замените кожух распредвала в сборе.
-
-
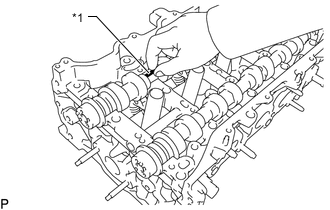
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
-
Очистите крышки подшипников, кожух распредвала в сборе и шейки распредвала.
-
Установите распредвалы в кожух распредвала.
-
Установить крышки подшипников распределительного вала и закрепить их болтами, затянув болты с номинальным моментом.
Нажмите здесь Click here
-
Установите кожух распредвала в сборе на головку блока цилиндров.
Нажмите здесь Click here
-
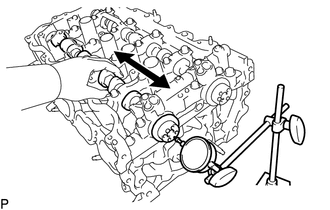
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор распредвала.
Номинальный осевой зазор 0,060 - 0,155 мм (0,00236 - 0,00610 дюйма) Максимально допустимый осевой зазор 0,170 мм (0,00669 дюйма) Если осевой зазор распредвала превышает максимально допустимую величину, замените кожух распредвала.
Если упорная поверхность повреждена, замените распредвал.
-