ГОЛОВКА БЛОКА ЦИЛИНДРОВ ЗАМЕНА

ПОРЯДОК ВЫПОЛНЕНИЯ
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
-
Постепенно нагрейте головку блока цилиндров в сборе до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянный брусок.
-
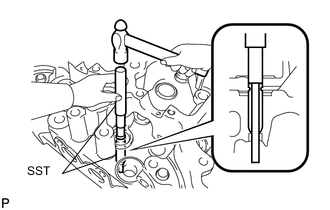
С помощью SST и молотка выбейте направляющую втулку клапана.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
-
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия для втулки в головке блока цилиндров.
Если диаметр отверстия направляющей втулки впускного клапана в головке блока цилиндров превышает 11,006 мм (0,433 дюйма), проточите отверстие под размер 11,035-11,056 мм (0,434-0,435 дюйма).
Если диаметр отверстия направляющей втулки впускного клапана в головке блока цилиндров в сборе превышает 11,056 мм (0,435 дюйма), замените головку блока цилиндров в сборе.
-
Выберите новую направляющую втулку впускного клапана (номинальный или ремонтный 0,05).
Направляющая втулка впускного клапана Размер втулки Заданные условия Используйте номинальный 10,985-11,006 мм (0,432-0,433 дюйма) Используйте ремонтный 0,05 11,035-11,056 мм (0,434-0,435 дюйма) -
Постепенно нагрейте головку блока цилиндров в сборе до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянный брусок.
-
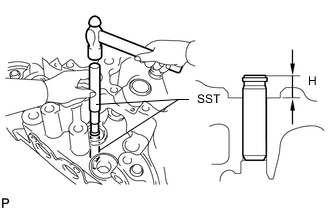
С помощью SST и молотка установите новую направляющую втулку впускного клапана, осадив ее до указанной высоты выступания.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
Номинальная высота выступания (H) 9,0 - 9,4 мм (0,354 - 0,370 дюйма) -
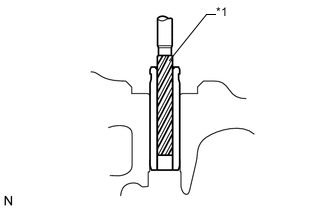
*1 Острая развертка на 6,0 мм С помощью острой развертки на 6,0 мм разверните направляющую втулку впускного клапана до получения номинального зазора между направляющей втулкой и штоком клапана впускного клапана.
Номинальный масляный зазор 0,025 – 0,060 мм (0,000984 – 0,00236 дюйма)
-
-
ЗАМЕНИТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
-
Постепенно нагрейте головку блока цилиндров в сборе до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянный брусок.
-

С помощью SST и молотка установите направляющую втулку выпускного клапана.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
-
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия для втулки в головке блока цилиндров.
Если диаметр отверстия направляющей втулки выпускного клапана в головке блока цилиндров превышает 11,006 мм (0,433 дюйма), проточите отверстие под размер 11,035-11,056 мм (0,434-0,435 дюйма).
Если диаметр отверстия направляющей втулки выпускного клапана в головке блока цилиндров в сборе превышает 11,056 мм (0,435 дюйма), замените головку блока цилиндров в сборе.
-
Выберите новую направляющую втулку выпускного клапана (номинальный или ремонтный 0,05).
Направляющая втулка выпускного клапана Размер втулки Заданные условия Используйте номинальный 10,985-11,006 мм (0,432-0,433 дюйма) Используйте ремонтный 0,05 11,035-11,056 мм (0,434-0,435 дюйма) -
Постепенно нагрейте головку блока цилиндров в сборе до температуры 80–100°C (176–212°F).
-
Поместите головку блока цилиндров в сборе на деревянный брусок.
-

С помощью SST и молотка установите новую направляющую втулку выпускного клапана, осадив ее до указанной высоты выступания.
- SST
- 09201-10000 ( 09201-01060 )
- 09950-70010 ( 09951-07100 )
Номинальная высота выступания (H) 9,0 - 9,4 мм (0,354 - 0,370 дюйма) -
*1 Острая развертка на 6,0 мм С помощью острой развертки на 6,0 мм разверните направляющую втулку выпускного клапана до получения номинального масляного зазора между направляющей втулкой и штоком выпускного клапана.
Номинальный масляный зазор 0,035 - 0,070 мм (0,00138 - 0,00276 дюйма)
-
-
ЗАМЕНИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО ДЛЯ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Tech Tips
Снимать соединительное кольцо блока цилиндров нужно только для его замены.
-
Снимите соединительное кольцо головки блока цилиндров.
-
С помощью молотка с пластмассовым покрытием запрессуйте до упора новое соединительное кольцо головки блока цилиндров.
Номинальная высота выступания Параметр / Устройство Заданные условия Штифт A 3,9 - 5,5 мм (0,154 - 0,217 дюйма) Штифт B 2,5 - 3,5 мм (0,0984 - 0,138 дюйма) 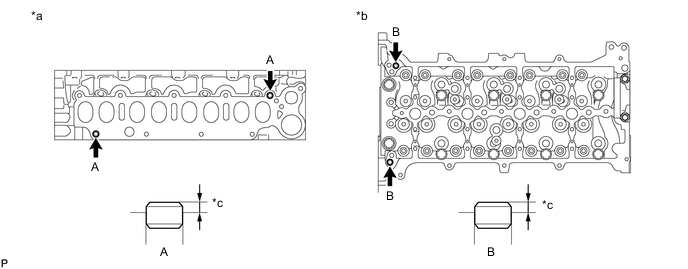
*a Сторона впускного коллектора *b Сторона крышки головки блока цилиндров *c Высота выступания - -
-