БЛОК ЦИЛИНДРОВ ПРОВЕРКА
ПОРЯДОК ВЫПОЛНЕНИЯ
-
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
-
Проверьте штуцер подачи масла № 1 на наличие повреждений и засорения.
При наличии повреждении или засоров замените масляную форсунку № 1 в сборе.
-
-
ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ
-
С помощью скребка для прокладок удалите остатки материала прокладки с верхней поверхности блока цилиндров.
-
Мягкой кистью и растворителем тщательно очистите блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
-
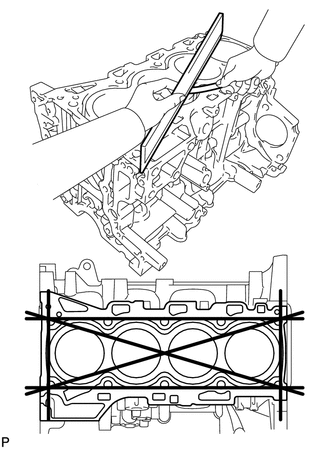
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности контакта прокладки головки блока цилиндров с головкой блока цилиндров в сборе.
Максимально допустимая величина коробления 0,05 мм (0,00197 дюйма) Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
Визуально проверьте цилиндры на наличие вертикальных царапин.
При наличии глубоких царапин замените блок цилиндров.
-
-
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
-
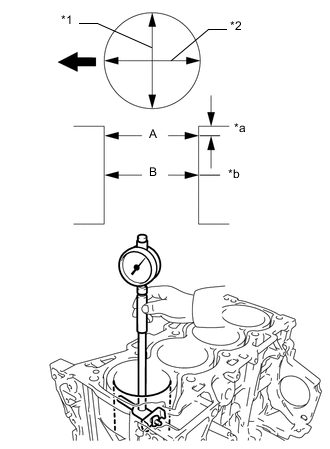
*1 Направление тяги *2 Осевое направление *a 10 мм (0,394 дюйма) *b Центр 
Передняя сторона С помощью нутромера измерьте диаметр отверстия под цилиндр в точках А, В и С в осевом и радиальном направлениях.
Номинальный диаметр 86,000-86,013 мм (3,3858-3,3863 дюйма) Максимальный диаметр 86,213 мм (3,3942 дюйма) Если диаметр превышает максимально допустимую величину, замените блок цилиндров в сборе.
-
Проверьте уступ цилиндра.
Если износ составляет менее 0,2 мм (0,00787 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.
-
-
ОЧИСТИТЕ ПОРШЕНЬ
-
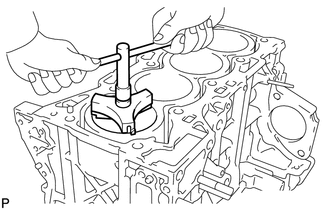
Скребком для удаления остатков прокладок снимите нагар с верхней части поршня.
-
С помощью инструмента для очистки канавок или сломанного компрессионного кольца очистите канавки поршневых колец.
-
Используя растворитель и щетку, тщательно очистите поршень.
Note
Не используйте проволочную щетку.
-
-
ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ
-
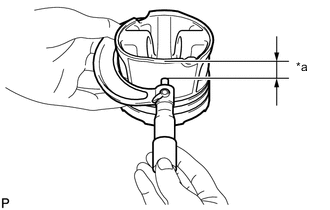
*a 10 мм (0,394 дюйма) Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на расстоянии 10 мм (0,394 дюйма) от его нижнего края.
Номинальный диаметр поршня 85,919-85,933 мм (3,3826-3,3832 дюйма)
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
-
Измерьте диаметр отверстия под цилиндр в направлении тяги.
-
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Номинальный масляный зазор 0,067-0,094 мм (0,00264-0,00370 дюйма) Если масляный зазор превышает номинальную величину, замените все поршни с пальцами в сборе. При необходимости замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
-
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
Номинальный зазор канавки поршневого кольца Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,095 - 0,135 мм (0,00374 - 0,00531 дюйма) Компрессионное кольцо № 2 0,08 - 0,12 мм (0,00315 - 0,00472 дюйма) Маслосъемное кольцо 0,03 - 0,07 мм (0,00118 - 0,00276 дюйма) Если зазор превышает номинальную величину, замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
-
Вставьте поршневое кольцо в цилиндр.
-
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 125 мм (4,92 дюйма) от верхней части блока цилиндров.
-
С помощью комплекта плоских щупов измерьте зазор разреза поршневого кольца.
Номинальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,22 - 0,32 мм (0,00866 - 0,0126 дюйма) Компрессионное кольцо № 2 0,93 - 1,08 мм (0,0366 - 0,0425 дюйма) Маслосъемное кольцо 0,10 - 0,40 мм (0,00394 - 0,0157 дюйма) Максимальный зазор разреза Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,92 мм (0,0362 дюйма) Компрессионное кольцо № 2 1,68 мм (0,0661 дюйма) Маслосъемное кольцо 1,00 мм (0,0394 дюйма) Если зазор разреза превышает максимально допустимую величину, замените набор поршневых кольец. Если зазор разреза поршневого кольца превышает максимально допустимую величину даже после установки нового поршневого кольца, замените блок цилиндров в сборе.
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
Tech Tips
Для поршня с пальцем в сборе существует только 1 тип поставляемой детали.
-
Проверьте все отметки на поршне, поршневом пальце и шатуне.
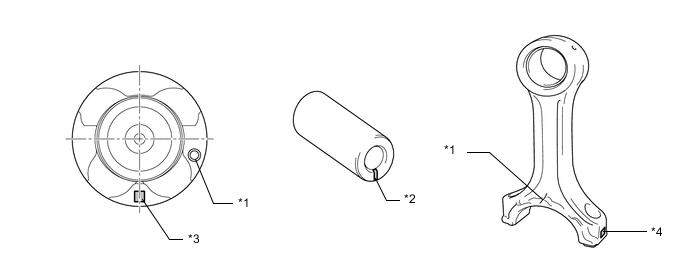
*1 Метка передней стороны *2 Метка, нанесенная краской *3 Метка внутреннего диаметра отверстия для поршневого пальца *4 Метка внутреннего диаметра втулки шатуна -
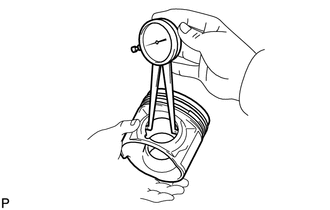
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
Номинальный внутренний диаметр отверстия под поршневой палец Параметр Заданные условия Метка A 29,009 - 29,013 мм (1,1421 - 1,1422 дюйма) Метка B 29,013 - 29,017 мм (1,1422 - 1,1424 дюйма) Метка C 29,017–29,021 мм (1,1424–1,1426 дюйма) -
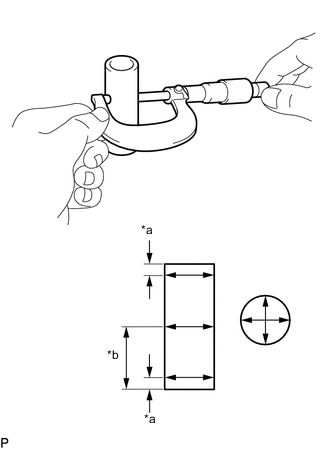
*a 6 мм (0,236 дюйма) *b 34,5 мм (1,36 дюйма) Микрометром измерьте диаметр поршневого пальца.
Номинальный диаметр поршневого пальца Параметр Заданные условия Метка A (белая) 29,000 - 29,004 мм (1,1417 - 1,1419 дюйма) Метка B (розовая) 29,004 - 29,008 мм (1,1419 - 1,1420 дюйма) Метка C (синяя) 29,008 - 29,012 мм (1,1420 - 1,1422 дюйма) -
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
Номинальный внутренний диаметр втулки Параметр Заданные условия Метка A 29,019 - 29,023 мм (1,1425 - 1,1426 дюйма) Метка B 29,023 - 29,027 мм (1,1426 - 1,1428 дюйма) Метка C 29,027-29,031 мм (1,1428-1,1430 дюйма) -
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
Номинальный масляный зазор 0,005–0,013 мм (0,000197–0,000512дюйма) Максимальный допустимый масляный зазор 0,05 мм (0,00197 дюйма) Если масляный зазор превышает максимально допустимую величину, замените поршень с пальцем в сборе.
-
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки шатуна.
Номинальный масляный зазор 0,015–0,023 мм (0,000591–0,000906 дюйма) Максимальный допустимый масляный зазор 0,025 мм (0,000984 дюйма) Если масляный зазор превышает максимально допустимое значение, замените шатун в сборе. При необходимости замените поршень с пальцем в сборе.
-
-
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
-
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
-
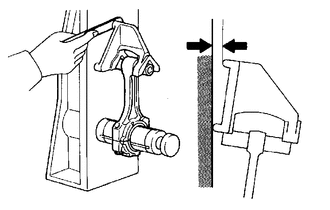
Проверьте наличие изгибов.
Максимально допустимый изгиб 0,03 мм (0,00118 дюйма) на 100 мм (3,94 дюйма) Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
-
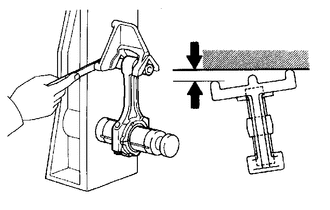
Убедитесь в отсутствии скручивания.
Максимально допустимое скручивание 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма) Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
-
-
-
ПРОВЕРЬТЕ БОЛТ ШАТУНА
-
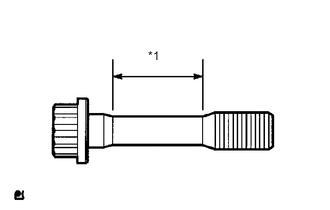
*1 Часть, испытывающая напряжение С помощью штангенциркуля измерьте диаметр напряженной части болта шатуна.
Номинальный диаметр 8,7-8,8 мм (0,343-0,346 дюйма) Минимально допустимый диаметр 8,5 мм (0,335 дюйма) Если диаметр меньше минимально допустимого, замените болт шатуна.
-
-
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
-
Проверьте радиальное биение.
-
Установите коленчатый вал на V-образные призмы.
-
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Максимальное радиальное биение 0,04 мм (0,00157 дюйма) Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
-
-
Проверьте коренные шейки.
-
Микрометром измерьте диаметр каждой коренной шейки.
Номинальный диаметр шейки 58,982 - 59,000 мм (2,3221 - 2,3228 дюйма) Если диаметр не соответствует требованиям, проверьте масляный зазор коленчатого вала. При необходимости замените коленчатый вал.
-
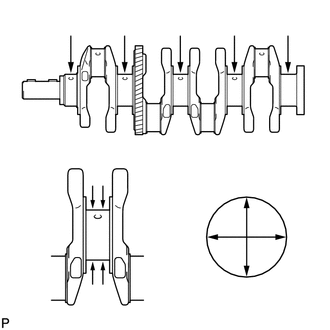
Проверьте конусность и овальность каждой коренной шейки.
Максимально допустимая конусность и овальность 0,005 мм (0,000197 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
Проверьте штифт коленчатого вала.
-
С помощью микрометра измерьте диаметр каждой шатунной шейки.
Номинальный диаметр шатунной шейки 49,982 - 50,000 мм (1,9678 - 1,9685 дюйма) Если диаметр не соответствует требованиям, проверьте масляный зазор шатуна. При необходимости замените коленчатый вал.
-
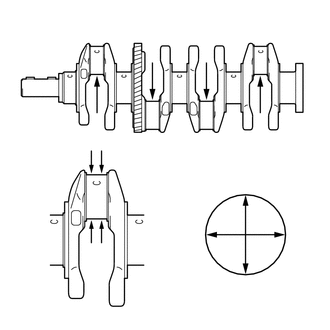
Проверьте конусность и овальность каждой шатунной шейки.
Максимально допустимая конусность и овальность 0,003 мм (0,000118 дюйма) Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
-
-
-
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
-
Установите подшипник коленчатого вала и подшипник коленчатого вала № 2.
Нажмите здесь Click here
-
Установите верхнюю упорную шайбу коленчатого вала.
Нажмите здесь Click here
-
Очистите все коренные шейки и подшипники коленчатого вала.
-
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
Tech Tips
При наличии повреждений на шейке или подшипнике коленчатого вала замените подшипник коленчатого вала.
-
Установите коленчатый вал в блок цилиндров.
-
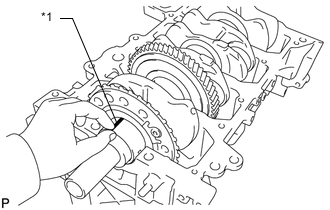
*1 Сминаемый пластмассовый калибр Plastigage На каждую шейку положите сминаемый пластичный калибр (Plastigage).
-
Поместите крышку подшипников коленчатого вала на блок цилиндров.
-
Установите крышку подшипника коленчатого вала.
Нажмите здесь Click here
Note
Не проворачивайте коленчатый вал.
Tech Tips
Болты крышек подшипников коленчатого вала затягиваются в 2 последовательных этапа.
-
Снимите крышку подшипника коленчатого вала.
Нажмите здесь Click here
-
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
Номинальный масляный зазор Шейка Номинальное значение № 3 0,020-0,038 мм (0,000787-0,00150 дюйма) Прочие 0,014-0,032 мм (0,000551-0,00126 дюйма) Максимально допустимый масляный зазор 0,10 мм (0,00394 дюйма) Если масляный зазор превышает максимально допустимую величину, замените подшипники коленчатого вала. При необходимости замените коленчатый вал.
Tech Tips
При замене стандартного подшипника коленчатого вала устанавливайте подшипник с тем же самым номером. Если номер подшипника коленчатого вала определить не удается, выберите нужный подшипник, сложив номера, указанные на блоке цилиндров и коленчатом валу, а затем возьмите подшипник коленчатого вала, номер которого равен полученной сумме.
Существует 6 размеров стандартных подшипников коленчатого вала, имеющих маркировку, соответственно, "0", "1", "2", "3", "4" и "5".
Таблица стандартных подшипников Шейка № 3 Параметр / Устройство Метка с номером Блок цилиндров 2 2 1 2 1 0 1 0 0 Коленчатый вал 2 1 2 0 1 2 0 1 0 Используйте подшипник 4 3 2 1 0 Для остальных шеек Параметр / Устройство Метка с номером Блок цилиндров 3 3 2 3 2 1 2 1 1 Коленчатый вал 2 1 2 0 1 2 0 1 0 Используйте подшипник 5 4 3 2 1 ПРИМЕР:
"2" на блоке цилиндров + "1" на коленчатом валу = суммарный номер 3 (следует использовать подшипник "3")
Для справки Номинальный диаметр отверстия коренной шейки в блоке цилиндров Шейка № 3 Параметр / Устройство Номинальное значение Метка 0 63,000 - 63,006 мм (2,4803 - 2,4805 дюйма) Метка 1 63,006 - 63,012 мм (2,4805 - 2,4808 дюйма) Метка 2 63,012 - 63,018 мм (2,4808 - 2,4810 дюйма) Для остальных шеек Параметр / Устройство Номинальное значение Метка 1 63,000 - 63,006 мм (2,4803 - 2,4805 дюйма) Метка 2 63,006 - 63,012 мм (2,4805 - 2,4808 дюйма) Метка 3 63,012 - 63,018 мм (2,4808 - 2,4810 дюйма) Номинальный диаметр шейки коленчатого вала Параметр / Устройство Номинальное значение Метка 0 58,994 - 59,000 мм (2,3226 - 2,3228 дюйма) Метка 1 58,988 - 58,994 мм (2,3224 - 2,3226 дюйма) Метка 2 58,982 - 58,988 мм (2,3221 - 2,3224 дюйма) Номинальная толщина центральной стенки подшипника Параметр / Устройство Номинальное значение Метка 0 1,987 - 1,990 мм (0,0782 - 0,0783 дюйма) Метка 1 1,990 - 1,993 мм (0,0783 - 0,0785 дюйма) Метка 2 1,993 - 1,996 мм (0,0785 - 0,0786 дюйма) Метка 3 1,996 - 1,999 мм (0,0786 - 0,0787 дюйма) Метка 4 1,999 - 2,002 мм (0,0787 - 0,0788 дюйма) Метка 5 2,002 - 2,005 мм (0,0788 - 0,0789 дюйма) 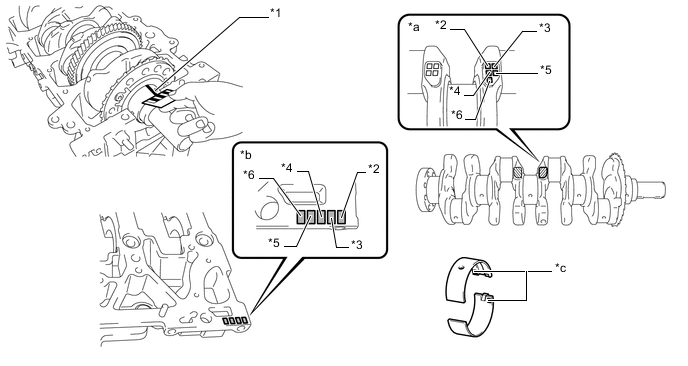
*1 Сминаемый пластмассовый калибр Plastigage *2 № 1 *3 № 2 *4 № 3 *5 № 4 *6 № 5 *a Диаметр шейки коленчатого вала: метка 0, 1 или 2 *b Диаметр коренной шейки коленчатого вала: 0, 1 или 2 *c Подшипник коленчатого вала: Метка 0, 1, 2, 3, 4 или 5 - - -
Полностью удалите сминаемый пластичный калибр (Plastigage).
-
Поднимите коленчатый вал.
-
Снимите верхнюю упорную шайбу коленчатого вала.
Нажмите здесь Click here
-
Снимите подшипник коленчатого вала и подшипник коленчатого вала № 2.
Нажмите здесь Click here
-
-
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
-
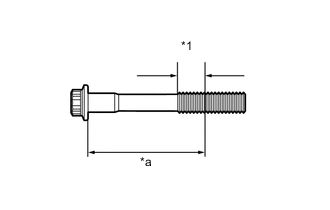
*1 Диапазон измерений *a 91,5 мм (3,60 дюйма) С помощью штангенциркуля измерьте наружный диаметр резьбы установочного болта крышки подшипника коленчатого вала.
Номинальный диаметр 10,8 - 11,0 мм (0,425 - 0,433 дюйма) Минимально допустимый диаметр 10,4 мм (0,409 дюйма) Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
-